熱軋板卷紅色氧化鐵皮的成因及對策
2012-09-08 11:55:24供稿畢國喜
金屬世界 2012年4期
關鍵詞:力學性能
供稿|畢國喜
熱軋板卷紅色氧化鐵皮的成因及對策
供稿|畢國喜
內容導讀
紅色氧化鐵皮是熱軋板卷比較常見的問題,對于含硅鋼尤為突出。其根源就是Fe充分氧化成Fe2O3的結果。在高溫狀態下,熱軋板卷表面應該形成FeO或者FeO與Fe3O4的混合體。若除鱗不盡,會導致FeO的壓入,并在后續過程中,進一步氧化成Fe2O3,最終形成紅色氧化鐵皮。軋輥的剝落也是形成彌散狀氧化鐵皮的原因。對于含硅鋼,在與普通鋼種采取減少在爐時間,增加粗除鱗機壓力,定期檢查水嘴,增加粗軋間除鱗道次,開啟軋輥防剝落水,控制軋制溫度等消除氧化鐵皮措施的前提下,提高出爐溫度,使粗除鱗時表面溫度不低于FeSiO4的熔點溫度(1173℃),是減少紅色氧化鐵皮的最佳途徑。
熱軋板卷的表面通常呈藍灰色,并且表面光滑,具有一定的光澤。但是由于不同鋼種的化學成分與軋制工藝不同,有時候鋼板表面會出現紅色氧化鐵皮(俗稱紅銹),特別是對含硅鋼,紅色鐵皮顯得尤為嚴重。這既影響產品的外觀,又會造成軋輥的磨損加重,以及鋼板因鐵皮的壓入而影響表面質量。
在很多文獻中對紅色氧化鐵皮產生的原因及氧化鐵皮的結果有敘述。Okada等人[1]通過研究表明在鋼坯表面鐵皮達到20μm,軋制溫度低于900℃時,無論是含硅鋼還是低硅鋼都會產生紅色氧化鐵皮。同時,他們發現板坯在爐時間過長,造成一次氧化鐵皮太厚,難以清除,也是紅色氧化鐵皮產生的原因。Fukagawa等人[2]著重分析了含硅鋼氧化鐵皮的形成機理,他們指出含硅鋼中FeSiO4的釘扎作用導致一次氧化鐵皮難以除盡,在軋制過程中壓入Fe基體,進而氧化成紅色氧化鐵皮。Bolt[3]等人詳細敘述三次氧化鐵皮研究結果及控制措施。他們主要從精軋溫度和時間角度闡述了三次鐵皮的形成及控制手段。同時他們對氧化鐵皮的粘附性進行了具體的杯突及彎曲實驗。
典型紅色氧化鐵皮形貌
在首鋼京唐公司熱軋生產的過程中,我們發現無論是含硅鋼,還是硅含量很低的鋼,都不同程度地出現紅色氧化鐵皮(見圖1)。

圖1 Q235B紅色氧化鐵皮外觀(含硅0.2%)
從上圖看,紅色氧化鐵皮非常嚴重,覆蓋整個鋼板表面,在整個軋制方向都有。為進一步研究氧化鐵皮的構成,我們對其取樣進行電鏡掃描,觀察其構成及力學性能實驗,檢查紅鱗及氧化鐵皮的壓入是否對力學性能造成影響。具體取樣位置如圖2所示。
經過掃描電鏡檢查,我們發現平均紅鱗厚度在16μm左右,有鐵皮壓入的地方達到26μm(見表1)。從外觀上看,我們可以看到表面有明顯的粉末狀鐵皮壓入。
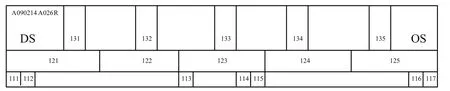
圖2 取樣分布圖

表1 氧化鐵皮厚度分布
從鐵皮的形貌看(見圖3),氧化鐵皮結構比較復雜,氧化鐵皮內部結構比較致密,氧化鐵皮與基體的界面有凹坑,說明有氧化鐵皮壓入的跡象。外部為較松散的Fe3O4。
從力學性能來看(見表2)試驗鋼的力學性能較穩定,抗拉強度波動在15 MPa以內,4個縱向試樣的拉伸曲線未出現屈服平臺,屈服強度數據未測,延伸率都在40%以上。綜合力學性能完全滿足要求,未見表面氧化鐵皮對卷板力學性能造成影響。帶有紅色氧化鐵皮的Q345力學性能試驗結果也表明,綜合力學性能完全滿足要求,未見表面氧化鐵皮對卷板力學性能造成影響。
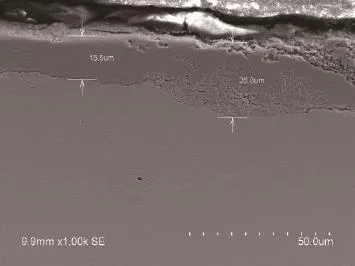
圖3 114號樣氧化鐵皮形貌
熱軋板卷氧化鐵皮的構成
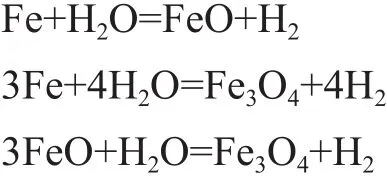
氧化鐵皮的形成過程也是氧和鐵兩種元素的擴散過程,氧由表面向鐵的內部擴散,而鐵則向外部擴散。氧化反應外層氧的濃度大,鐵的濃度小,生成鐵的高價氧化物;內層鐵的濃度大,而氧的濃度小,生成氧的低價氧化物。氧化反應一般為:
O2與鋼的反應:
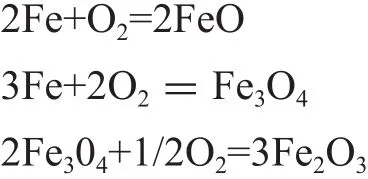
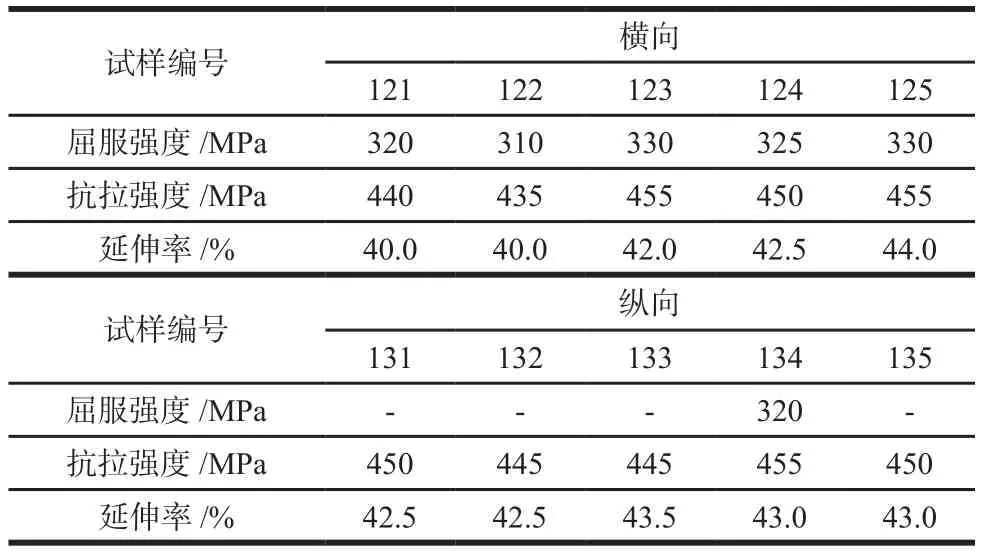
表2 力學性能試驗結果
H2O與鋼的反應:
各種類型的氧化鐵皮在不同的溫度下生長速度也不同(見圖4),所以氧化鐵皮的結構是分層的。FeO是靠近金屬的最內層,具有最低的含氧量。在570℃以下FeO是穩定的。它在氧化皮中的含量隨溫度的升高而增加,并且當鋼的溫度在700℃以上時,FeO占氧化皮層的95%。FeO的性質發粘,粘到鋼料上不易除掉,具體形態見圖5。Fe3O4是氧化皮的中間相,為藍黑色(見圖1),當鋼溫度在500℃以下時,氧化皮只含Fe3O4。當溫度上升到大約700℃時,在高溫下形成FeO,這時Fe3O4只占氧化皮層的4%(見圖1)。Fe3O4比FeO更硬、更耐磨。Fe2O3是氧化皮的外層相,為紅棕色。Fe2O3在近900℃以上形成,它約占氧化皮層的1%[2]。此時Fe已經被充分氧化,其性質是:細膩有光澤、松脆、易脫落;并且有阻止內部繼續劇烈氧化的作用。隨著氧化條件的改變,氧化鐵皮的組成也會不同,有的甚至會出現缺少一層或兩層的情況。氧化鐵皮的厚度因其形成條件不同而差異很大,氧化鐵皮中各層的厚度也各不相同,鐵皮的顏色隨各種成分比例的不同而變化。當Fe2O3比例較高時,鐵皮呈現紅色。據文獻記載,Fe2O3粒徑在2μm以下時,氧化鐵皮呈現紅色[2]。
在熱軋工藝控制過程中,我們要盡量控制成品表面氧化鐵皮的生長,并且在表面形成比較薄的藍灰色鐵皮。如果成品表面氧化鐵皮太厚,會造成后面酸洗的難度,以及在沖壓成型及激光切割時產生過多的鐵銹[4]。所以我們要在軋制過程中盡量控制Fe2O3的形成。Fe2O3無論是對表面質量、外觀,還是軋輥的磨損都是不利的。三種氧化鐵皮中,FeO硬度最小,延展性最好,而Fe2O3的硬度比工作輥硬度還高(工作輥硬度410~615 HV)。軋制過程中,如果出現Fe2O3,對軋輥的磨削會大幅度增加[5]。所以我們在軋制過程中,要盡量控制Fe2O3的生長。本文中,我們將根據Fe2O3的特性,探討在熱軋過程中的抑制Fe2O3的方法與策略。在實際生產過程中,我們發現含硅鋼表面更易生成Fe2O3,我們將專門針對含硅鋼探討軋制過程中抑制Fe2O3生長的方法。
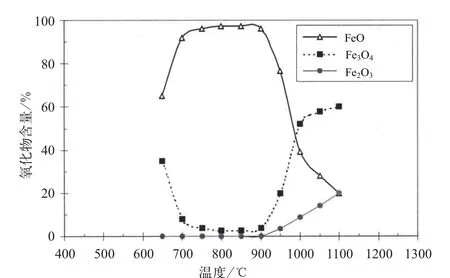
圖4 氧化鐵皮成分與溫度的關系[4]
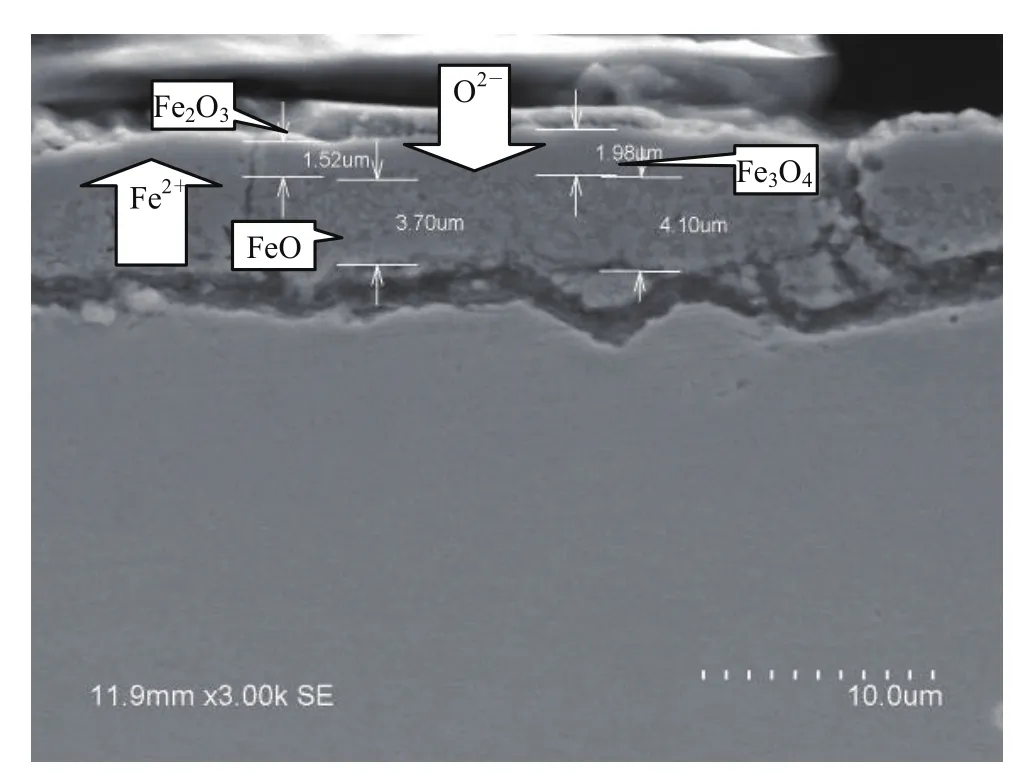
圖5 典型的氧化鐵皮構成
熱軋生產過程中氧化鐵皮的生長過程
根據熱軋工藝過程,可以將板卷表面氧化鐵皮可分為三類:一次氧化鐵皮,二次氧化鐵皮,以及三次氧化鐵皮。一次氧化鐵皮為爐生氧化鐵皮,即板坯在加熱爐加熱過程中產生的。二次氧化鐵皮是在粗除鱗后,粗軋過程中產生的。顧名思義,三次氧化鐵皮即在精除鱗后,精軋與層流冷卻過程中產生。下面按照熱軋的工藝過程,闡述氧化鐵皮的成因及對策。
一次氧化鐵皮的成因
鋼在熱軋前,往往要在1100~1300℃加熱和保溫。在此溫度下,鋼表面與高溫爐氣接觸發生氧化反應,生成1~3 mm厚的一次鱗。該一次鱗也稱為一次氧化鐵皮。一次鱗的內部存在有較大的空穴,一次氧化鐵皮為灰黑色鱗層,呈片狀覆蓋在鋼板表面。鱗層主要成分由磁鐵礦(Fe3O4)組成。
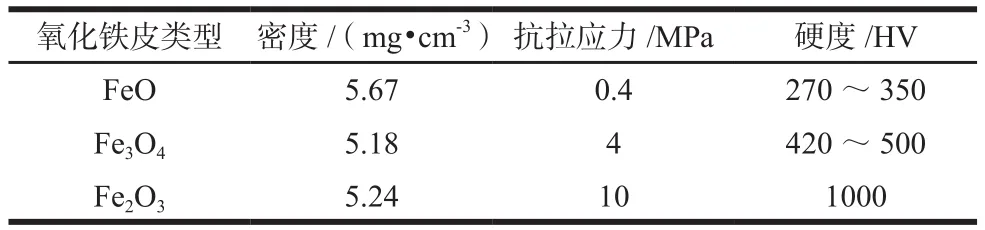
表3 氧化鐵皮性能[5]
爐生氧化發生在加熱爐內,同化學成分、加熱溫度、在爐時間、爐內氣氛有關。加熱溫度越高、在爐時間越長、爐內氧化性氣氛越強則越容易生成鐵皮。化學成分中C、Si、Ni、Cu 等元素促進氧化鐵皮生成,Mn、Al、Cr 可以減緩氧化鐵皮的生成。
在熱軋生產線中,當板坯從加熱爐出來后,都裝備有高壓水除鱗機。在高溫鱗層表面碰到高壓水后,因熱應力其表面就會開裂。高壓水進入裂縫后,由于高壓水的冷卻和壓力作用,裂縫就會向鋼基界面擴展。當裂縫達到鋼基界面后,高壓水就會進入排列在鋼基界面上的空穴,使沿鋼基界面的裂縫連續不斷地產生、擴展,從而達到除鱗效果[5]。
在除鱗機壓力不夠或者水嘴堵塞時,容易造成一次氧化鐵皮在板坯表面殘留,最終導致一次氧化鐵皮的壓入。同時,一次氧化鐵皮的去除也跟氧化鐵皮的性質有關。根據實際經驗,氧化鐵皮過厚或者過薄,都會導致鐵皮不易去除,所以我們要控制好加熱時間。同時含硅鋼的一次氧化鐵皮尤其難以去除。一次氧化鐵皮一般經過粗軋和精軋碾壓后,呈通條彌散顆粒分布,或者片狀與舟狀分布,并且有一定的壓入,酸洗后可見明顯的凹坑(見圖6)。
從圖中可以看出,在紅色氧化鐵皮存在的部位,噴嘴由于堵塞或者損壞,除鱗效果不佳,導致壓入的FeO最終氧化成Fe2O3。在實際的生產過程中,我們每周例行的檢修,都要對噴嘴進行檢查。檢查的方法就是在鋼板上噴油漆,油漆干后放到除鱗機里噴水打擊10~15 s,看油漆的剝落情況,來確定除鱗噴嘴的狀況。如圖7所示,噴嘴狀況良好時打靶實驗的結果,每一個打靶印清晰,沒有露點,方向一致。如果噴嘴堵塞或者損害,很容易識別。
二次氧化鐵皮的成因
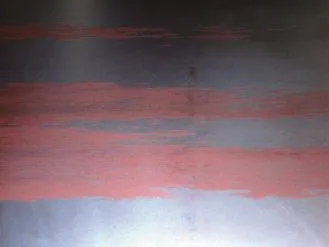
圖6 由于粗軋除鱗不盡造成的紅色氧化鐵皮
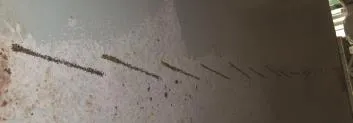
圖7 噴嘴良好時打靶實驗結果
熱軋鋼坯從加熱爐出來后,經高壓水除去一次鱗后,即表面氧化鐵皮脫落,進行粗軋。在短時間的粗軋過程中鋼坯表面與水和空氣接觸,鋼坯表面產生了二次氧化鐵皮。二次鱗受水平軋制的影響厚度較薄,鋼坯與鱗的界面應力小,所以剝離性差。如果噴射高壓水不能完全除去二次鱗,鱗殘留在鋼板表面的情況下進行精軋,產品表面就會出現缺陷。二次氧化鐵皮也可能為紅色鱗層,呈明顯的長條、壓入狀,沿軋制方向帶狀分布,鱗層主要成分由FeO、Fe2O3等微粒組成。但是二次鱗壓入的深度沒有一次鱗大,表面看上去比較光滑。
二次氧化鐵皮的去除主要依靠粗軋期間的除鱗與立輥的破鱗。一般來講,立輥的破鱗是靠板坯的變形來實現的,所以對坯料中間部分的破鱗作用有限。因此,二次氧化鐵皮的去除主要還是依靠粗軋機架間除鱗來完成。在保證軋制溫度的前提下,最好開盡可能多的除鱗道次,對鋼板的表面質量有好處。對于比較薄規格或者終軋溫度比較高的鋼種,一般要求每隔一道次除鱗一次。
三次氧化鐵皮的成因
三次氧化鐵皮是指在熱軋的精軋區域產生的氧化鐵皮。精除鱗后,中間坯進入精軋機組,在軋制的過程中,鋼板表面同樣要產生氧化鐵皮。同時精軋F1~F3機架工作輥輥面氧化膜的粗糙、破壞和剝落是導致熱軋帶鋼表面產生三次氧化鐵皮缺陷的直接原因[6]。控制好軋制溫度,抑制Fe2O3的生長,減少軋輥剝落,合理安排軋制計劃,促進軋輥氧化膜的盡快形成,是減少三次氧化鐵皮的有效途徑。
由圖4可知,三種不同的氧化鐵皮在不同的溫度下生長速度是不一樣的,在精軋過程中,控制鋼板表面的溫度在950℃以下,可以抑制Fe2O3的生長。具體的措施就是開啟機架間冷卻水與軋輥防剝落水。同時安排好燙輥,使軋輥迅速在表面形成氧化膜。
含硅鋼中紅色氧化鐵皮的形成
在實際生產中,含硅鋼表面特別容易形成紅色氧化鐵皮。生產中常見的含硅鋼、高碳鋼和高強鋼在鋼帶通條長度,整個板面均有分布的氧化鐵皮(見圖1)。
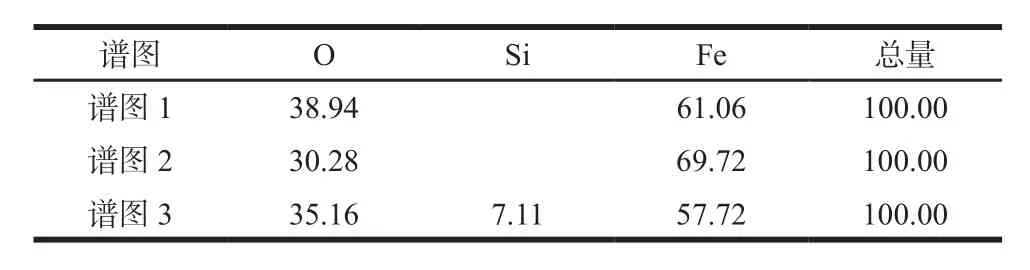
對上面圖片中的氧化鐵皮進行掃描,我們發現在Fe基體與FeO之間存在Si富集區(見圖8,表4),而在Fe3O4與Fe2O3區域沒有發現硅,這進一步說明紅色氧化鐵皮的形成與Si有關。下面我們對含硅鋼氧化鐵皮的形成做具體分析。
在前面我們提到,板坯在加熱爐加熱與保溫過程中,溫度達到1100~1300℃,鋼坯在高溫狀態下與氧化性氣氛接觸后發生化學反應生成Fe3O4、Fe2O3和FeO的一種混合物。含Si較高的鋼在加熱爐中長時間加熱過程中會在氧化鐵皮層和基體之間形成鐵橄欖石(Fe2SiO4),鐵橄欖石在低1173℃時以液態形式出現[2]。熔融后的Fe2SiO4便會以楔形侵入鱗與鐵質中,這樣鱗與鐵質界面就形成了錯綜復雜的特殊結構的鱗層。FeO與基體之間形成Fe2SiO4-FeO共析產物,FeO與共析產物之間存在較大的空洞。從上面的能譜結果來看Si只是富集在氧化鐵皮中的氧化亞鐵中。溫度低于1173℃時會與基體緊密結合在一起。Fe2SiO4在軋制過程中不發生變形,圍繞Fe2SiO4的塑性良好的FeO發生較大程度的變形。1220℃時,熱平衡狀態為FeO+液態Fe2SiO4,液態Fe2SiO4將FeO晶粒包圍住,形成Fe2SiO4-FeO共析產物。凝固后,形成類似錨狀形貌,將FeO層釘扎住,釘扎住的FeO很難在除鱗中完全被除掉。熱軋過程中,沒有除掉的FeO層發生破碎,使其暴露在空氣中的面積大大增加;由于Fe離子供應不足,外層O的供應量過剩,加速FeO轉變為Fe3O4后,再轉變為Fe2O3。因此帶鋼表面殘余FeO鐵皮經過充分的氧化是導致產品表面出現紅色鐵皮的主要原因,詳細過程見圖9。
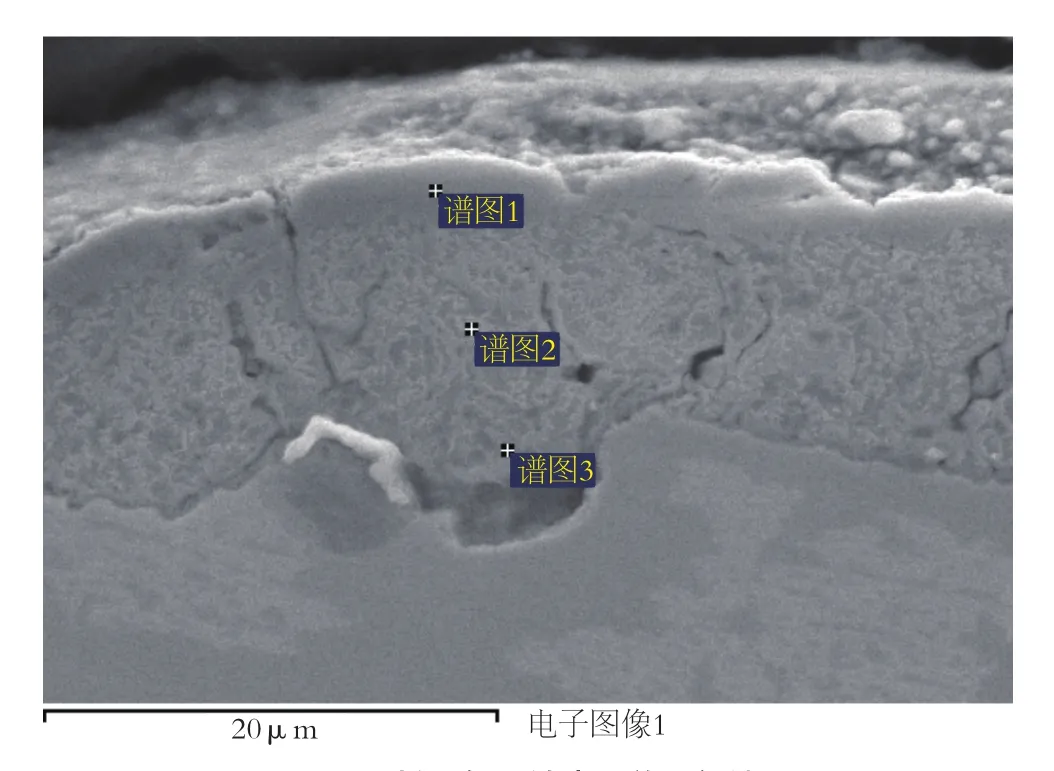
圖8 115樣品氧化鐵皮形貌(侵蝕)
譜圖 O Si Fe 總量譜圖 1 38.94 61.06 100.00譜圖 2 30.28 69.72 100.00譜圖 3 35.16 7.11 57.72 100.00
從以上的分析結果來看,消除或者減輕含硅鋼紅色氧化鐵皮的有效辦法就是提高出爐溫度,是板坯在粗除鱗時表面溫度高于Fe2SiO4的熔點,在其呈液態時,沒有形成FeO/Fe2SiO4的錨狀物,易于清除。根據實際情況,一般將此類鋼種的出爐溫度定位1240℃以上比較合適。同時加大除鱗壓力,增加粗軋除鱗道次(有條件的話,可以每一道次除鱗),也可以有效的減少紅色氧化鐵皮的產生。通過采取上述措施后,實際的結果表明,帶鋼表面紅色氧化鐵皮明顯減輕或者消除(見圖10)。
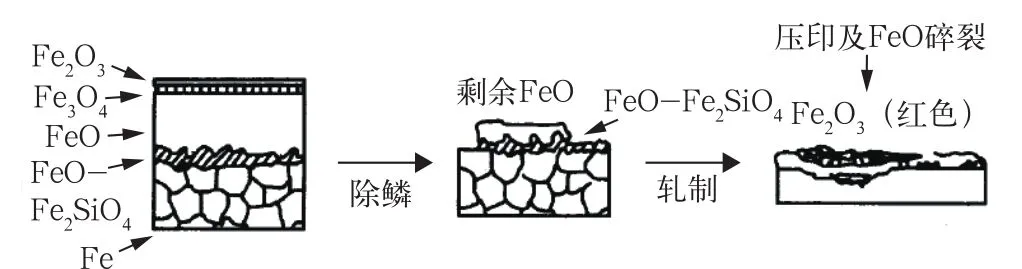
圖9 含硅鋼生成紅色氧化鐵皮機理示意圖[2]
結束語
紅色氧化鐵皮的形成是由于FeO及Fe3O4充分氧化的結果。它與溫度及除鱗不盡有關。
控制好加熱溫度與在爐時間,可以有效的減少紅色氧化的產生。
粗軋過程盡可能地安排多道次除鱗,可以去除中間坯表面的二次鐵皮,進而可以有效的減少紅色鐵皮的產生。
控制精軋的溫度與速度,減少三次鐵皮的產生,可以減少軋輥的消耗與紅色鐵皮的形成。
對于含硅鋼,適當提高出爐溫度,保證除鱗效果是減少紅色氧化鐵皮產生的有效途徑。

圖10 提高除鱗溫度,增加除鱗道次后效果
[1] Hikaru Okada,Tomoki Fukagawa,Haruhiko Ishihara,et al. Prevention of Red Scale Formation during Hot Rolling of Steels. ISIJ International, 1995, 35(7):886-891
[2] Tomoki Fukagawa, Hikaru Okada, Yasuhiro Maehar. Mechanism of Red Scale Defect Formation in Si Added Hot Rolled Steel Sheets. ISIJ International, 1994, 34 (11):906-911
[3] Bolt P.H., et al. Investigation of the formation, constitution and properties of scale formed during the finishing rolling, cooling and coiling of thin hot strips. no21128, L.EN, 2004, pp. 1-407.
[4] Bernard J, Coquelle, O., Nouvelle recherches sur l’oxydation du fer aux temperatures elevees par la methode micrographique. Compte Rendus, 222, 1946: 796.
[5] 魏天斌. 熱軋氧化鐵皮的成因及去除方法. 鋼鐵研究, 2003, (4):54-58
[6] 夏先平,何曉明,孫業中,等. 三次氧化鐵皮缺陷的成因分析. 寶鋼技術,2002,(4)
Causes and Countermeasures on Red Oxidized Scale of Hot Rolled Slab
BI Guo-xi
book=8,ebook=36
首鋼京唐鋼鐵聯合有限責任公司 ,河北 唐山 063200
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53