汽車大梁鋼 610L 軋制工藝
2012-09-08 11:55:32供稿肖廣耀
金屬世界 2012年5期
供稿|肖廣耀,葛 影
汽車大梁鋼 610L 軋制工藝
供稿|肖廣耀1,葛 影2
內容導讀
通過工業試驗并結合產品金相試驗結果,摸索并制定出實際的軋制工藝參數。主要對加熱溫度、終軋溫度、卷取溫度、冷卻方式等工藝制度進行優化和調整。結合1700生產線設備現狀,發揮設備功能,優化板形控制,使汽車大梁鋼610L得以順利批量生產,創造了良好的經濟效益。
610 L 汽車大梁鋼主要為鈮鈦微合金鋼,常用于制造卡車的橫梁和縱梁,質量要求較為嚴格。某鋼鐵集團 1700 生產線在成功批量生產 510 L 汽車大梁鋼的基礎上,根據市場需求和客戶對產品的要求,結合現有設備條件,開發出了更高級別汽車大梁鋼 610 L。通過改變加熱溫度、終軋溫度、卷取溫度、冷卻方式等工藝制度,對汽車大梁板 610 L 進行了工業試驗并進行實際軋制,最終確定 1700 線生產 610 L 鋼的合理工藝制度。
溫度制度優化
一般來說,軋制溫度分為三個階段:第一階段是在奧氏體未再結晶溫度以上的再結晶控制軋制階段;第二階段是在奧氏體未再結晶溫度至 Ar3 線之間的控制軋制階段;第三階段是低于 Ar3 溫度的兩相區 (γ+α) 的控制軋制及隨后的控制冷卻階段[1]。為了保證汽車大梁鋼的最終性能和生產的穩定以及考慮加熱能耗、生產節奏,需要研究大梁鋼的軋制溫度制度。
加熱溫度
根據各種微合金碳氮化物在奧氏體中的溶度積公式[2],可以看出:TiC、NbC、NbN 和 TiN 在相同奧氏體化溫度下,固溶度積依次降低。TiN 是一種相當穩定的化合物,固溶度積非常小,在 T610L 既定成分的前提下,通過熱力學計算表明,在 1200 ℃ 和 1250 ℃ 的均熱條件下,Ti的溶解量并沒有顯著提高。而考慮到過高的加熱溫度會造成晶粒過分粗大、加速氧化鐵皮生成等不良影響,因此把加熱溫度選為 1190 ℃。
開軋溫度
開軋溫度的確定是以保證終軋溫度為依據而確定的。這是由于鋼坯生產時,往往并不要求一定的開軋溫度,因而開軋溫度應在不影響質量的前提下盡量提高。鋼材生產往往要求一定的組織性能,故要求一定的終軋溫度。開軋溫度由于從加熱爐到軋鋼機的溫度降,一般比加熱溫度還要低一些。
終軋溫度
終軋溫度的高低對產量及質量有顯著影響。它根據軋件性能要求、設備能力、材料塑性等條件而確定。終軋溫度過低,變形抗力增高,塑性降低,尺寸容易超差和出耳子、折疊等缺陷。終軋溫度過高,造成鋼的實際晶粒尺寸增大,降低鋼的力學性能,同時影響鋼的顯微組織,如生成碳化物帶狀組織等。終軋溫度還決定于相變溫度,在相變溫度以下,將有第二相析出,其影響由第二相的性質決定。一般會造成組織不均,降低合金塑性,造成裂紋以致開裂。終軋溫度一般取相變溫度以上 20 ℃~30 ℃。
一般情況下,亞共析鋼的終軋溫度應高于 Ac3 線 50 ℃~100 ℃,以防止帶狀組織產生。但目前采用控制軋制工藝,終軋溫度不僅僅可以在 Ac3 以下,甚至可以在 Ac1 以下軋制。鑒于 1700 生產線特點,現場驗證了實驗數據,根據產品性能測試結果制定合理科學的終軋溫度。
如表 1 所示,在開軋溫度和卷取溫度相同的情況下,終軋溫度分別為 800 ℃,840 ℃,880 ℃。隨著終軋溫度的降低,鐵素體晶粒大小趨于均勻,組織細化,強度逐漸升高,塑性有所改善:
隨著終軋溫度的升高,屈服強度、抗拉強度逐漸降低;
隨著終軋溫度的升高,延伸率不斷升高,在 800 ℃~840 ℃ 之間,延伸率增加不明顯,在 840 ℃~880 ℃ 之間,延伸率升高的速度較快,大約增加 6 %;
隨著終軋溫度的升高,屈強比的變化不大。主要原因為:降低終軋溫度,低溫變形效果明顯,促進了碳、氮化合物形變誘導析出,改變相變前奧氏體組織狀態,在奧氏體中形成更多的變形帶,增加了鐵素體晶粒的形核部位及形核速度,從而達到細化晶粒的效果,對強度、韌性都是有利的[3]。
一般帶鋼的標準終軋溫度定為 850 ℃[4]。綜合考慮強度和韌性在軋機設備負荷能力及安全性,制定 840 ℃±20 ℃ 為汽車大梁鋼最合適的終軋溫度。
卷取溫度
由表 2 可知,在開軋溫度和終軋溫度相同的情況下,隨著卷取溫度由 650 ℃ 降至 550 ℃。屈服強度、抗拉強度逐漸上升,塑性降低,鐵素體所占比例減少。隨著卷取溫度的升高,延伸率在 550 ℃~650 ℃ 之間先升高后降低,在600℃時為最高值;隨卷取溫度的升高,屈強比是不斷下降的,在 600 ℃ 時的晶粒細小,屈強比較低,但其綜合性能較好;在 600 ℃ 以后屈強比又開始增大。

表1 終軋溫度對 610L 鋼性能的影響
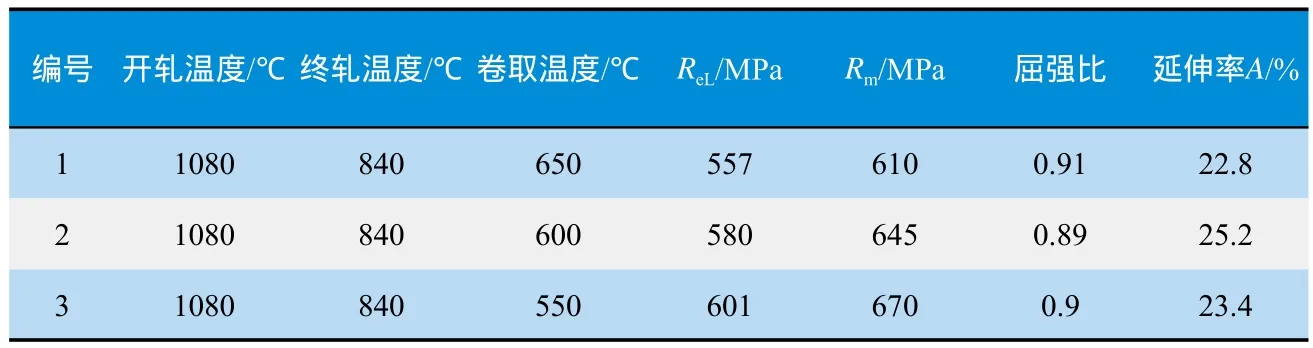
表2 卷取溫度對 610L 鋼性能的影響
綜合各種因素設定卷取溫度為 600 ℃±20 ℃。
冷卻制度優化
研究表明,熱軋后鋼材的冷卻速度對能否產生細晶粒組織有顯著的影響[5]。該公司 1700 生產線生產的低 C-Mn 鋼 610L 板的性能達到或優于其他廠家生產的微合金化 610L 汽車板的力學性能[5-8],主要原因在于該鋼板的微觀組織較為細小均勻,且具有部分針狀鐵素體組織,而此種組織的形成又與其特有的設備和工藝條件密切相關。
根據 1700 生產 610L 的實際生產工況,通過現場熱軋實驗,研究了冷卻速度對晶粒大小、組織形態及鐵素體、珠光體組織比例的影響,確定了合理的冷卻制度。最終確定層流冷卻采用緩冷模式,冷卻速度控制在 10 ℃/s 以內,提高卷取溫度至 600 ℃ 進行卷取以防止貝氏體組織產生。以形成的微觀組織較為細小均勻為目標,從而達到提高鋼板優良綜合性能的目的。
板形控制優化
610L 大梁鋼板薄規格板形控制存在的主要問題:

該公司在幾次試產 610 L 大梁鋼板薄規格的實踐中都出現了板形不好的情況,主要表現為軋制狀態不穩定,末道機架軋制力大,板形控制困難,帶鋼浪形大。
生產實踐中發現生產 610L 大梁鋼的軋輥磨損很大,軋輥輥役后期的板形控制難度更大。
1700 生產線 F2、F3 軋機采用高速鋼軋輥 (原來使用鑄鐵輥),這對軋制模型影響較大,負荷主要集中在 F2、F3 上,造成薄規格生產中出現軋漏、邊部減薄等板形缺陷。
因此,針對生產實際通過優化軋制模型、調整軋輥原始輥型、合理分配負荷及應用板形控制手段 (PC、彎輥) 保證良好板形。
合理設定張力尤其是卷取張力,消除輕微塌卷現象,控制合理的卷取溫度也可取得消除塌卷現象的良好效果,但同時要考慮板帶組織性能要求。
根據實際生產中的問題,現場采用的優化方案如下:
首先優化負荷分配,由于 F2、F3 軋機采用高速鋼軋輥軋制負荷較大,將其負荷分配至F1和 F4~F7,確定合理的前后張力施加量;
帶鋼生產中出口精軋帶鋼中浪偏大,因此降低末架軋機輥凸度,降低后兩架軋機彎輥,保證出精軋帶鋼良好板形。為確保最終板凸度,投入使用F1~F3 的 PC,將 PC 角控制在合理的角度;
針對用戶反映的帶鋼在加工過程中出現橫向性能不一致,板形不均的問題,1700 生產線對層流冷卻進行細致檢查,確保集水管橫向給水水量 (水柱粗細) 相同,調整氣動蝶閥響應,保證水管開關靈敏準確,保證卷取溫度控制在 10 ℃ 范圍內,減少控制過渡區。
對于卷取薄規格 610 L 大梁鋼出現的塌卷現象,在增大卷取張力的同時,降低卷取溫度,將卷取溫度控制在目標要求的范圍內,另外,適當減少卷重也是避免塌卷的手段之一。
結束語
通過實驗室數據和現場工藝調試相結合,摸索出適合 1700 生產線實際的溫度制度和冷卻制度,并根據實際上產中出現的板形問題,利用 1700 線的控制手段對其進行調整,解決了產品的質量問題,最終生產出高質量符合市場及用戶要求的汽車大梁鋼用板 610 L,使其可以批量組織生產,為公司帶來了新的經濟效益。
[1] Babu S S, Bhadeshia H K. Mechanism of the transition from binate to Acicular Ferrite. Materials Transaction, 1991, 32(8): 679-688
[2] 雍岐龍.鋼鐵材料中的第二相.北京:冶金工業出版社, 2006: 166-167
[3] 宋艷麗,薄板坯軋制汽車大梁鋼控制冷卻工藝研究[學位論文]. 河北理工大學, 2007: 59-60
[4] 唐謀鳳.現代鋼鐵工業技術現代帶鋼熱連軋機的自動化.北京:冶金工業出版社, 1988
[5] 藤城泰文, 橋本保,大谷泰夫. ボ口ン含有制御壓延鋼強度?韌性にぉよばす炭素量の影響. 鐵よ鋼, 1989(6): 128-135
[6] 王祖濱, 東濤. 低合金高強度鋼. 北京:原子能出版社, 1996
[7] 張德姜. 石油化工裝置工藝管道安裝設計手冊.北京:中國石化出版社, 1994: 93-97
[8] Thillou V, Hua M, Garcia C I, et al. Precipitation of NbC and effect of Mn on the strength properties of hot strip HSLA low carbon steel. Materials Seience Forum, 1998, 286: 311-320
Automobile Beam Steel 610L Rolling Process
XIAO Guang-yao1, GE Ying2
book=46,ebook=115
肖廣耀(1978—),男,河北唐山人,工程師,工程碩士。
1. 唐鋼中厚板公司生產科,河北 唐山 063009; 2. 唐山科技職業技術學院,河北 唐山 063000
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
決策探索(2014年21期)2014-11-25 12:29:50
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44