長度計量基礎知識講座(三十五)
2012-09-07 01:55:54顧耀宗上海市計量測試技術研究院
上海計量測試 2012年4期
關鍵詞:測量
顧耀宗/上海市計量測試技術研究院
第三十五講 觸針式表面粗糙度測量儀
1 結構和工作原理
觸針式表面粗糙度測量儀(以下簡稱儀器)通常由底座、傳感器、驅動器、電子信號處理裝置、計算機、打印機等部分組成。圖1為常用儀器結構示意圖。
儀器驅動箱可通過頂部水平調節鈕作±10°的水平調整,內部安裝了一個40 mm行程的高精度直線基準導軌,傳感器可沿導軌做直線運動。儀器配置專用測量軟件,可選定被測零件的不同位置,設定各種測量長度進行自動測量。評定段內采樣數據點達3000個。電腦和打印機可顯示或打印各種粗糙度參數及輪廓的支承長度率曲線等。
儀器的驅動器帶動傳感器沿被測表面做勻速滑行,傳感器通過銳利觸針感受被測表面的幾何形狀變化,并轉換成電信號。該信號經放大和處理,再轉換成數字信號貯存在計算機系統的存貯器中。計算機對此原始輪廓進行數字濾波,分離出表面粗糙度并計算其參數。測量結果由顯示器輸出,也可由打印機輸出。
2 儀器的主要技術特征
2.1 觸針和測量力
觸針針尖的尺寸和形狀是影響獲取表面輪廓信息是否真實的首要因素。然而,實際輪廓的真實性不僅與觸針針尖半徑和形狀以及被測表面的加工溝槽有關,而且與觸針的測量力、傳感器的移動速度以及被測表面的硬度等因素有關。為使儀器能適應用于測量較深谷底和較小的峰谷間距,并保持一定的移動速度,必須給觸針施加一定的測量力,以保證觸針與被測表面在測量過程中始終保持接觸。
2.2 測量基準
傳感器觸針的運行軌跡必須沿著被測表面基本平行的基準線移動,才能獲得真實的被測輪廓形狀。儀器建立測量基準的方式有獨立測量基準和相對測量基準兩類。獨立測量基準是使傳感器沿直線或一定的弧形線移動;相對測量基準是利用與傳感器殼體安裝成一體的導頭,支承在被測表面上,所測得的輪廓信息是觸針相對于導頭的垂直位移量。
2.3 濾波器和傳感器的移動速度
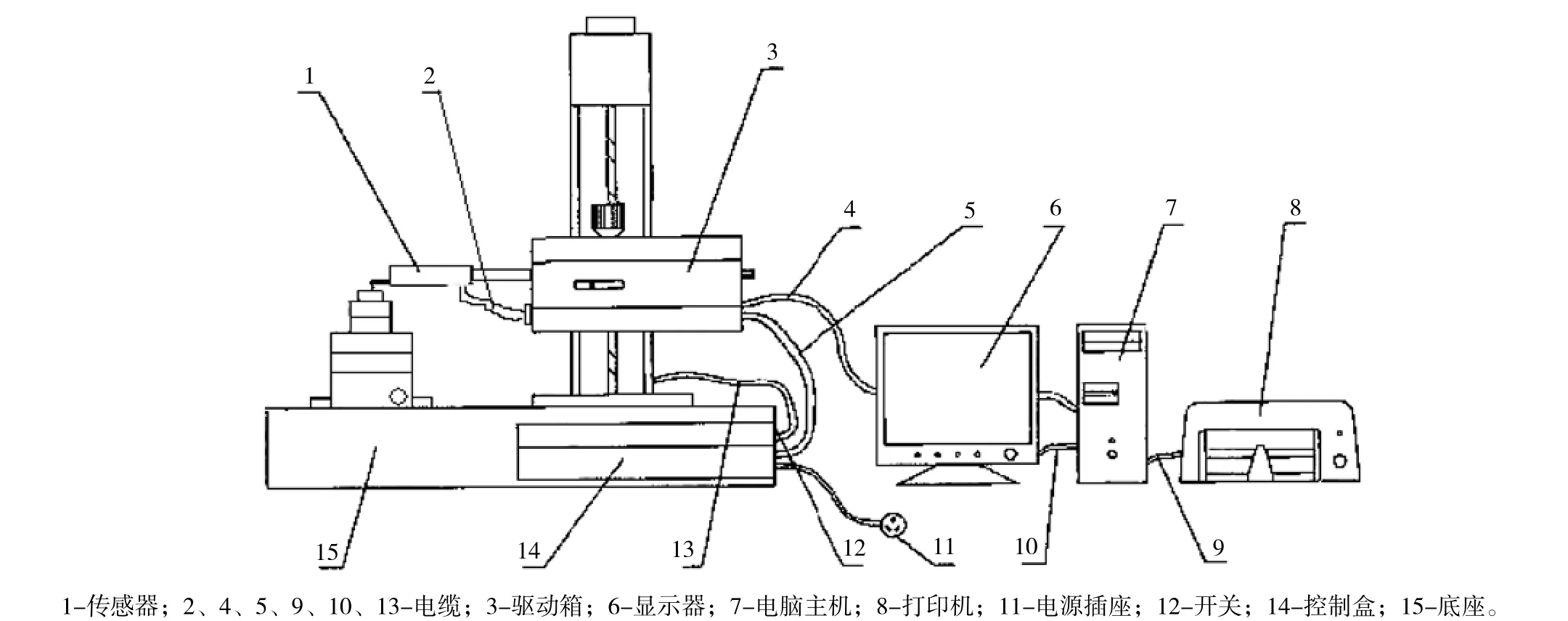
圖1 觸針式表面粗糙度測量儀結構示意圖
儀器利用濾波器來消除或減弱表面波紋度對表面粗糙度測量結果的影響,并采用標準規定的取樣長度數值作為截止波長,用“Cut-off”表示。
由觸針獲取并轉換為電信號的頻率f取決于微觀不平度間距s和傳感器的移動速度v,f = v/s ,這表明傳感器的移動速度與截止波長有關。
3 儀器的種類
根據傳感器原理的不同,觸針式表面粗糙度測量儀可分為電感式、壓電式、光電式、激光式和光柵式等。
根據測量基準的不同,觸針式表面粗糙度測量儀可分為帶導頭式和無導頭式。帶導頭式儀器只能用于測量表面粗糙度,無導頭式儀器不僅可測量表面粗糙度,還可測量表面波紋度和表面形狀。
根據儀器的結構、外形、重量和使用方法的不同,觸針式表面粗糙度測量儀還可分為臺式和便攜式兩種。臺式儀器一般帶有大理石底座,結構復雜,裝夾、調整方便,測量準確度高,通常用于實驗室。便攜式儀器結構簡單,重量輕,通常用于加工現場。
4 儀器計量特性的校準
4.1 儀器校準項目和計量特性
儀器校準項目和主要計量特性要求見表1。
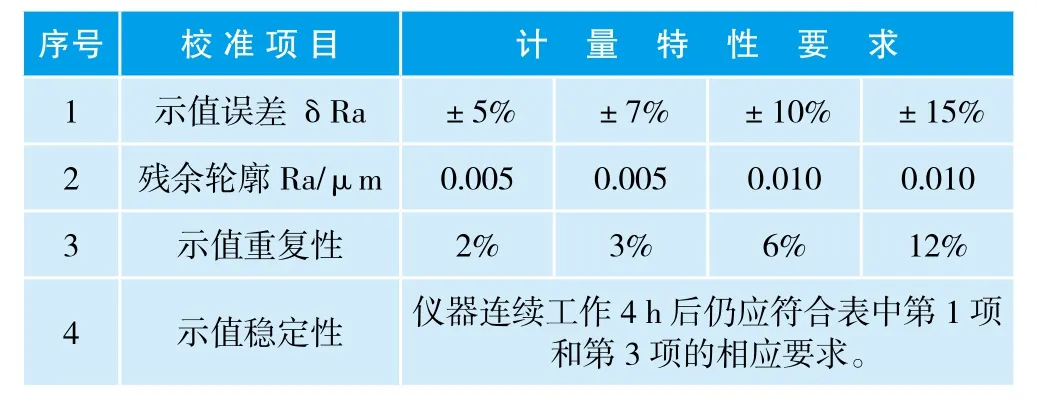
表1 校準項目和計量要求
4.2 校準方法
4.2.1 殘余輪廓
選用儀器最小量程和最大放大倍數,對1級平面平晶進行測量,讀取Ra值。殘余輪廓是由導向基準的偏差、外部和內部的干擾、輪廓傳輸中的偏差等因素造成的,又稱虛假信號、虛假輪廓。
4.2.2 示值誤差
采用一組多分度線標準樣板,在相應量程和取樣長度分別對其進行測量。在樣板工作區域內的三個不同位置各測量3次,取其平均值,按下式計算儀器的相對示值誤差δRa。
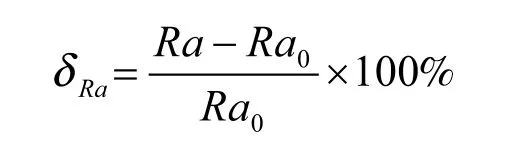
式中:Ra ─ 測量值的平均值;
Ra0─ 多刻線標準樣板檢定值。
4.2.3 示值重復性
在小量程高放大倍數條件下,選用一塊相應的多刻線標準樣板,對樣板某一固定位置重復測量10次,其最大值與最小值對測量平均值的百分比即為示值重復性。
4.2.4 示值穩定性
在小量程高放大倍數條件下,選用一塊相應的多分度線標準樣板,在一固定位置上,每小時按示值重復性的要求測量一次,共測4次。4 h后,再按示值誤差的要求測量一次。儀器連續工作4 h后,仍能滿足示值誤差和示值重復性的要求。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00