4L22B缸蓋氣孔缺陷的防止
2012-09-04 09:26:40邢繼倫李善付孫曉剛
中國鑄造裝備與技術 2012年6期
邢繼倫,李善付,孫曉剛
(山東凱馬鑄造有限公司,山東萊陽 265200)
我公司自生產4L22B缸蓋以來,氣孔缺陷一直較難控制,在鑄件廢品中占有相當大的比例。經過反復試驗和生產實踐,通過采取降低水套芯發氣量、在水套芯內部設置氣路、對排氣針優化改進,設計烘芯板、采用整體組芯回火等措施,使鑄件氣孔廢品率明顯降低。
1 氣孔缺陷存在部位
4L22B缸蓋內腔結構形狀復雜,水套芯最薄處僅有2mm~3mm,除少數芯頭外其余砂芯在澆注過程中被金屬液包圍,砂芯排氣條件異常惡劣,氣孔綜合廢品率在15%~18%左右,有時高達25%。鑄件氣孔部位比較分散,多數集中在缸蓋罩面以及螺栓搭子根部,少數存在鑄件皮下1mm~3mm處,粗加工后清晰可見。如圖1、圖2所示。
2 氣孔缺陷解決措施
2.1 延長水套芯固化時間、加大回火力度
缸蓋水套芯采用B6型覆膜砂制作,發氣量≤14mL/g。覆膜砂發氣量大、發氣速度慢,因此水套芯是缸蓋產生氣孔的主要來源。為保證芯砂強度、發氣速度,工藝規定砂芯固化溫度為270℃~320℃,固化時間為90s~100s。根據砂芯出盒顏色及時調整砂芯固化溫度,適當延長固化時間,保證砂芯出盒質量。研好的水套芯進電窯進行二次回火,烘干溫度220℃~280℃,保溫時間 60min~90min。為降低砂芯發氣量,在烘干溫度不變的同時,要求保溫時間控制在90min~100 min之間,水套芯外皮顏色以栗子皮色為準。
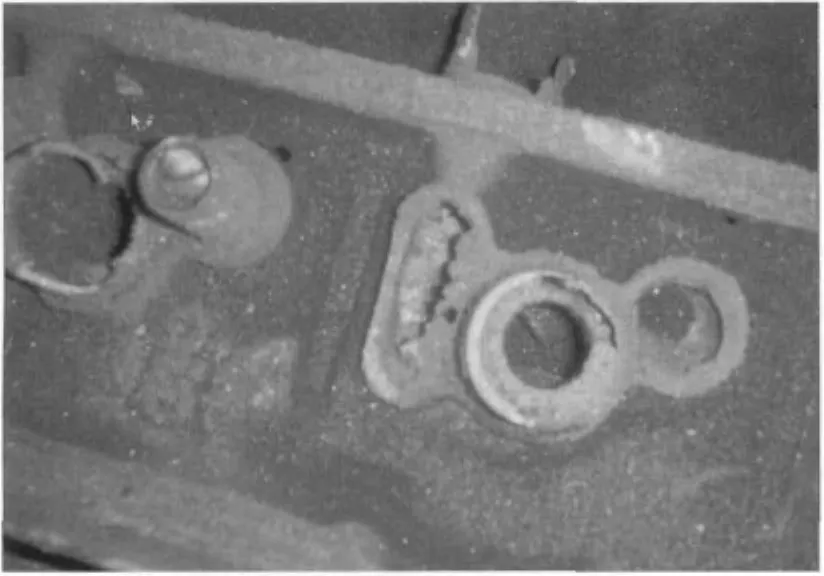
圖1 缸蓋螺栓搭子出氣銷根部氣孔缺陷
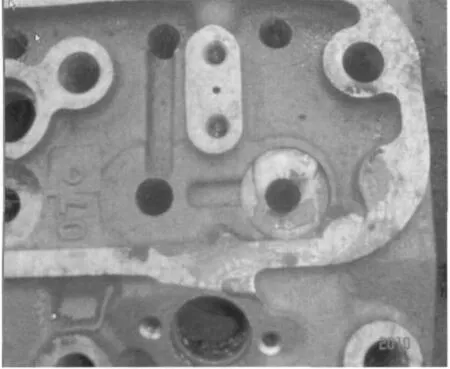
圖2 缸蓋加工后的氣孔缺陷
2.2 改進水套芯排氣方式
缸蓋水套芯呈網狀結構,水套芯與氣道芯間隙為5mm,水套芯內部氣路窄而淺,粘結后起不到排氣作用。嘗試把砂芯氣路加大、加深,保證氣路暢通,并對砂芯厚大部位采取中空處理加強砂芯排氣,但澆注中金屬液容易鉆入砂芯內部,導致鑄件在加工時打刀,因此去掉砂芯中間部分氣路。缸蓋水套芯結構的復雜性無法在芯盒內部預埋排氣管路,但可通過延長出氣針的方式進行排氣,在水套芯四個出砂孔位置,設置側開模裝置加快砂芯排氣。
2.3 優化粘結劑使用
為防止鑄件出現碎芯,以往對水套芯采取中間用普通粘結劑粘結,進行回火處理,氣道蓋板芯在造型現場用粘結劑粘結在水套芯上,倒入適量工業乙醇點火烘干,澆注中粘結劑受熱分解產生大量氣體,氣體無法排出增加了氣孔缺陷的發生。后選用粘結強度高、發氣量少的富士科粘結劑,采取兩端使用粘結劑、中間使用漿糊粘結水套芯,氣道蓋板芯用粘結劑打點粘結在水套芯上,從而降低了粘結劑的發氣量。
2.4 改進出氣銷,增加型砂排氣
缸蓋上模樣在螺栓搭子和工藝搭子處留有出氣針,出氣針根部直徑設為?12mm,出氣針之間用出氣片連接,用來增大砂芯的出氣面積;在水套芯頭處和氣道芯頭末端留有出氣冒口,加強砂芯排氣。
2.5 保證鐵液質量,及時澆注
“高溫出爐,低溫澆注”是理想的澆注方法,但受多方面因素的限制無法實現。提高澆注溫度可以降低金屬液粘度,使進入金屬液的氣體容易上浮或隨著金屬液流到冒口處排出。針對此問題結合缸蓋結構情況,將缸蓋的澆注溫度限制在工藝要求的上限,澆注溫度為1380℃~1400℃。澆注箱數由15箱控制在12箱以內,確保包底金屬液在澆注最后一箱時的澆注溫度,降低因澆注溫度低引起的氣孔缺陷。
濕型砂的型腔本身是一個相對比較高的濕度環境,如果砂芯放置時間過長容易返潮,澆注時不僅粘結劑發出大量的氣體,而且砂芯吸收的水分也會隨著澆注的進行不斷排出,這樣更容易造成氣孔缺陷的發生。因此,造型合箱后至澆注的時間不得超過1h,應及時澆注。
3 采用烘芯板、整體組芯回火
通過上述各項措施,氣孔廢品率有所降低,但總體來講還沒有完全達到理想的效果。考慮到影響氣孔產生的因素是多方面的,結合公司實際生產現狀,設計烘芯板(圖3),采用整體組芯回火的方式把芯砂中的氣體排出,從源頭將芯砂的發氣量降到最低限,從根本上降低氣孔廢品率。
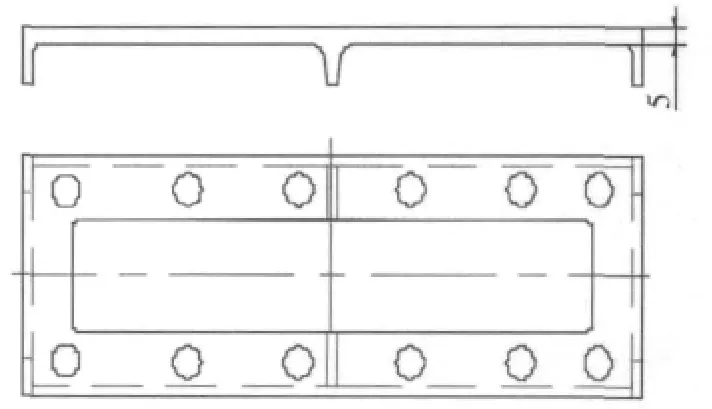
圖3 烘芯板圖紙
烘芯板尺寸設計為 550×180×45(mm),按照水套芯尺寸進行設計。中間支撐板壁厚5mm,為防止烘芯板變形內部設有拉筋。烘芯板用HT250的灰鐵制作而成,形狀簡單、操作方便、易于搬運、簡單實用。
具體操作時,把粘結好的水套芯放在烘芯板上,依次放入刷好涂料的進、排氣道芯,然后把研好的氣道蓋板芯粘結在水套芯(圖4);整體組合完畢后,把烘芯板放在回火周轉架上進電窯回火烘干。水套芯、氣道蓋板芯所用的粘結劑加入量保持不變,回火溫度仍為220℃~270℃,回火時間仍為80min~90min,其他工序保持不變。
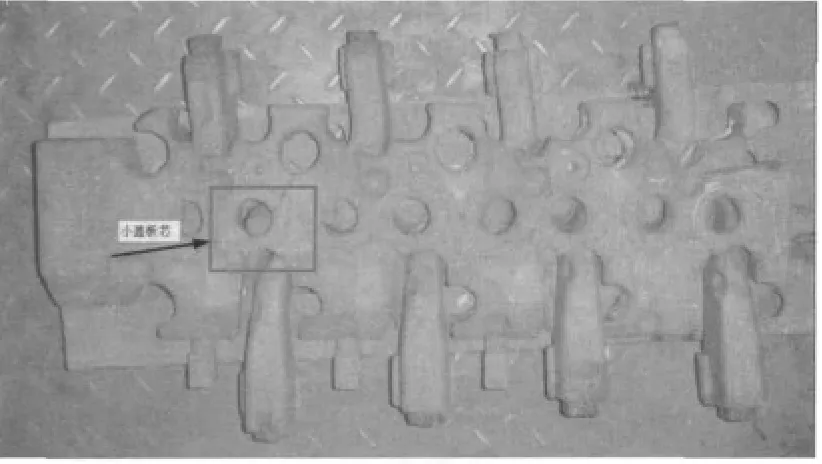
圖4 4L22B缸蓋整體組合芯
經統計比較發現,采用烘芯板后的氣孔廢品率明顯下降,達到預期目標,試驗證明此方法行之有效。烘芯板使用前后對照情況如表1所示。
經過生產實踐,采用烘芯板整體組芯回火,缸蓋氣孔缺陷明顯降低,目前控制在5%之內。
4 結束語
形成缸蓋氣孔缺陷的原因是多方面的,要在各個方面采取措施加以控制,延長水套芯固化時間、加大回火力度、減少發氣量,優化粘結劑使用,改進水套芯排氣方式,保證鐵液質量、及時澆注,采用烘芯板整體組芯回火等。與此同時還要把因人為因素造成的氣孔缺陷降到最低限值,各個工序之間要嚴格控制,把問題消滅在萌芽狀態,從根源解決氣孔缺陷。
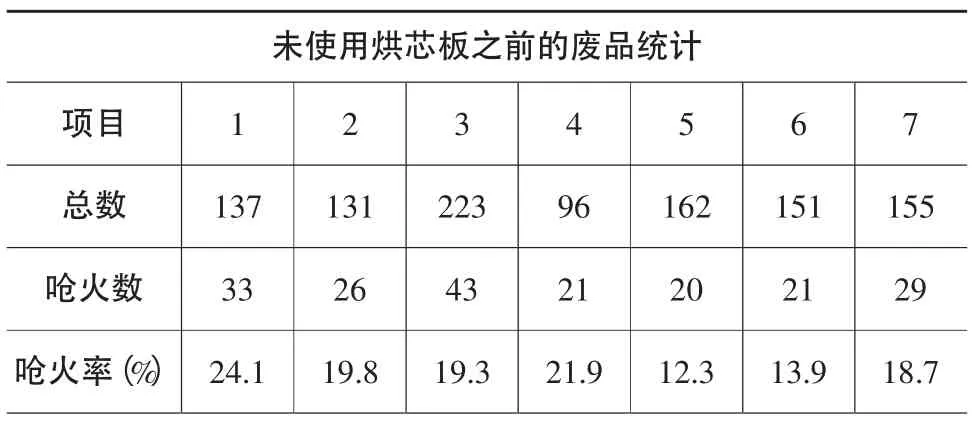
表1 4L22B缸蓋氣孔缺陷統計對照表
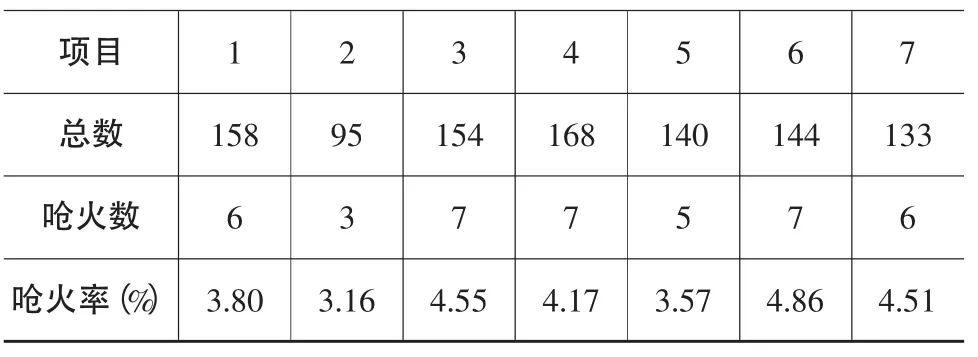
使用烘芯板之后的廢品統計
[1]陳國幀,肖柯則,姜不居.鑄造缺陷與對策手冊[M].北京:機械工業出版社,1996.
[2]鑄造工程師手冊編寫組編.鑄造工程師手冊[M].北京:機械工業出版社,1996.12.
[3]黃天佑,金仲信.粘土濕型砂及其質量控制[M].北京:機械工業出版社,2006.
[4]李連杰,韓振中.缸體缸蓋氣孔缺陷的產生與防止措施[J].現代鑄鐵(增刊),2010(10).
