汽車發(fā)動(dòng)機(jī)前支架球化澆注工藝的優(yōu)化設(shè)計(jì)
2012-09-04 09:26:28劉德仲劉兆晶王建勛焦黎明戴云婷
中國(guó)鑄造裝備與技術(shù) 2012年6期
劉德仲,劉兆晶,王建勛,焦黎明,戴云婷
(1.哈爾濱北環(huán)機(jī)械制造有限公司,哈爾濱 150060;2.哈爾濱理工大學(xué)材料科學(xué)與工程學(xué)院,哈爾濱 150040)
球墨鑄鐵自上世紀(jì)40年代末問(wèn)世以來(lái),其發(fā)展十分迅速[1-2]。球墨鑄鐵生產(chǎn)工藝簡(jiǎn)單,成本低廉,球墨鑄鐵在鑄鐵件中所占的比例在逐步增大[3]。作為新型的工程材料和良好的結(jié)構(gòu)材料,球鐵在汽車制造及零部件生產(chǎn)方面的應(yīng)用也越來(lái)越廣泛[4-5]。
鑄件的質(zhì)量及控制,對(duì)工業(yè)化生產(chǎn)是非常重要的[6]。由于汽車上零部件的鑄造生產(chǎn)產(chǎn)量大,其質(zhì)量控制要求更加精準(zhǔn)和規(guī)范。由于各種條件因素的變化都能使得鑄件的性能產(chǎn)生波動(dòng),如在實(shí)際生產(chǎn)中發(fā)現(xiàn)鐵液的出爐溫度、球化處理時(shí)間以及澆注溫度等因素的波動(dòng)對(duì)鑄件的產(chǎn)品質(zhì)量都有一定的影響。結(jié)合生產(chǎn)實(shí)際情況,對(duì)產(chǎn)生性能波動(dòng)的工藝參數(shù),鐵液出爐溫度、球化處理時(shí)間及澆注溫度等進(jìn)行正交設(shè)計(jì)試驗(yàn),對(duì)其球化效果和性能進(jìn)行分析,得出最佳的球化工藝參數(shù)。
1 試驗(yàn)用材料及制備和試驗(yàn)測(cè)試分析方法
1.1 試驗(yàn)材料及熔煉制備
本試驗(yàn)是在生產(chǎn)汽車發(fā)動(dòng)機(jī)前支架的實(shí)際條件下進(jìn)行的。生產(chǎn)及試驗(yàn)爐料成分如表1。
表1 生產(chǎn)及試驗(yàn)爐料的化學(xué)成分(w%)
用樹脂砂造型,Y型試塊澆鑄;采用感應(yīng)電爐熔煉,設(shè)備為250kW、220kg的KGYSC-250[FLH]高周波感應(yīng)電爐;熔煉過(guò)程測(cè)溫使用數(shù)字顯示快速測(cè)溫儀,儀表型號(hào)為:XMTⅡ-101型,精度為0.5級(jí),測(cè)溫范圍0℃~1800℃。
1.2 球鐵球化工藝參數(shù)
選取出爐溫度為1500℃、1525℃、1550℃,球化保溫時(shí)間為2min、3min、4min,澆注溫度為1350℃、1400℃、1450℃,進(jìn)行試樣澆鑄制備。
1.3 組織觀察及力學(xué)性能測(cè)試方法
(1)金相組織觀察:采用OLYMPUS GX71倒置式金相顯微鏡對(duì)材料的金相組織進(jìn)行觀察并對(duì)相應(yīng)區(qū)域進(jìn)行照相記錄。
(2)硬度、沖擊韌性和拉伸試驗(yàn)的測(cè)定方法:布氏硬度在HB3000型布氏硬度計(jì)上進(jìn)行,沖擊韌性在JBN-300B型沖擊試驗(yàn)機(jī)上進(jìn)行。梅氏試樣U型缺口,尺寸為10mm×10mm×55mm。拉伸試驗(yàn)在SSC-44300型電子萬(wàn)能試驗(yàn)機(jī)上進(jìn)行,采用10倍圓柱拉伸試樣。
2 球化澆注工藝的正交試驗(yàn)設(shè)計(jì)
2.1 試驗(yàn)方案的確定
球化工藝正交L9(34)試驗(yàn)[7]考慮的因素及水平如表2。A因素為鐵液出爐溫度,B因素為球化處理時(shí)間,C因素為澆注溫度。選擇的性能指標(biāo)為布氏硬度、沖擊韌性、抗拉強(qiáng)度、延伸率和斷面收縮率。熔煉制備試樣方案如表3。

表2 球化工藝正交試驗(yàn)考慮的因素及水平

表3 熔煉制備試驗(yàn)方案
2.2 正交試驗(yàn)的結(jié)果
(1)性能測(cè)試結(jié)果
根據(jù)表3制定的試驗(yàn)方案,進(jìn)行了9爐次的熔煉及材料的制備,對(duì)所得到的試樣分別進(jìn)行力學(xué)性能測(cè)試。其數(shù)據(jù)見(jiàn)表4。
(2)金相組織觀察

表4 材料的性能數(shù)據(jù)表
圖 1 為 1500℃出爐,(a)球化處理 2min,1350℃澆注、(b)球化處理 3min,澆注 1400℃、(c)球化處理4min,1450℃澆注的試驗(yàn)材料的金相組織照片;
圖2 為 1525℃出爐,(a)球化處理 2min,1400℃澆注、(b)球化處理 3min,澆注 1450℃、(c)球化處理4min,1350℃澆注的試驗(yàn)材料的金相組織照片;
圖3 為 1550℃出爐,(a)球化處理 2min,1450℃澆注、(b)球化處理 3min,澆注 1350℃、(c)球化處理4min,1400℃澆注的試驗(yàn)材料的金相組織照片;
2.3 計(jì)算及優(yōu)化過(guò)程
根據(jù)L9(34)正交設(shè)計(jì)方案的離差R的計(jì)算,其公式如下:

R為離差(極差),反應(yīng)各因素對(duì)性能影響的大小。
(1)各因素對(duì)抗拉強(qiáng)度指標(biāo)影響大小的評(píng)定
表5為正交試驗(yàn)抗拉強(qiáng)度指標(biāo)分析列表,由式(1)得到各因素對(duì)抗拉強(qiáng)度指標(biāo)的離差數(shù)據(jù),如圖4所示。
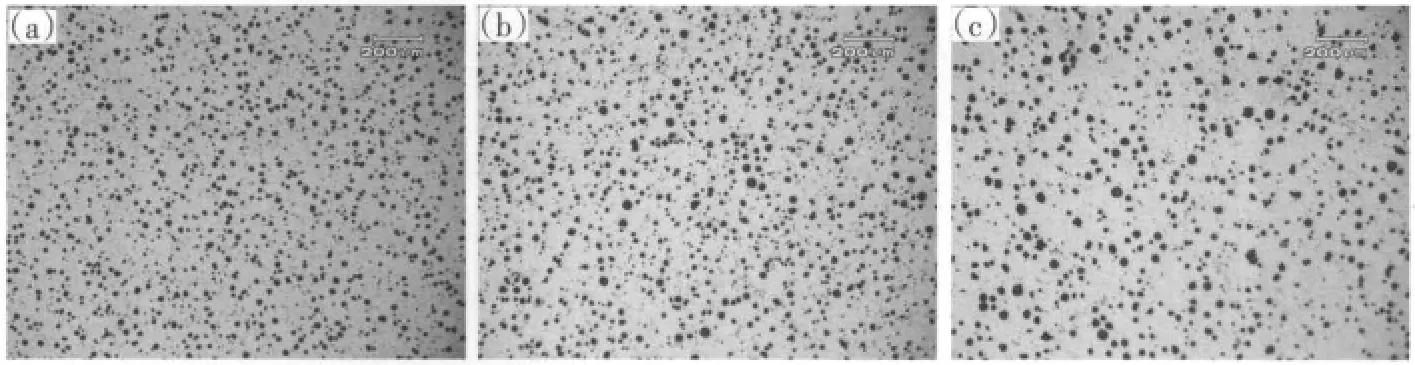
圖1 鐵液出爐溫度1500℃的試驗(yàn)材料的金相組織照片

圖2 鐵液出爐溫度1525℃的試驗(yàn)材料的金相組織照片

圖3 鐵液出爐溫度1550℃的試驗(yàn)材料的金相組織照片

表5 正交設(shè)計(jì)試驗(yàn)抗拉強(qiáng)度指標(biāo)分析列表
(2)各因素對(duì)布氏硬度指標(biāo)影響大小的評(píng)定
表6為正交試驗(yàn)硬度指標(biāo)分析列表,由式(1)得到各因素對(duì)硬度指標(biāo)的離差數(shù)據(jù),如圖5所示。
(3)各因素對(duì)斷面收縮率指標(biāo)影響大小的評(píng)定
表7為正交試驗(yàn)斷面收縮率指標(biāo)分析列表,由式(1)得到各因素對(duì)斷面收縮率指標(biāo)的離差數(shù)據(jù),如圖6所示。
(4)各因素對(duì)延伸率指標(biāo)影響大小的評(píng)定
表8為正交試驗(yàn)延伸率指標(biāo)分析列表,由式(1)得到各因素對(duì)延伸率指標(biāo)的離差數(shù)據(jù),如圖7所示。
(5)各因素對(duì)沖擊韌性指標(biāo)影響大小的評(píng)定
表9為正交試驗(yàn)延伸率指標(biāo)分析列表,由式(1)得到各因素對(duì)延伸率指標(biāo)的離差數(shù)據(jù),如圖8所示。
3 試驗(yàn)結(jié)果及工藝優(yōu)化分析
3.1 石墨球的變化與性能
從圖 1(a)(b)(c)、圖 2(a)(b)(c)和圖 3(a)(b)(c)的對(duì)比可以看出,在相同的鐵液出爐條件下,球化處理時(shí)間延長(zhǎng),石墨球長(zhǎng)大且數(shù)量減少;在相同的球化處理時(shí)間條件下,出爐溫度的提高,也使石墨球長(zhǎng)大且數(shù)量減少;在相同的澆注條件下,出爐溫度高,球化處理時(shí)間長(zhǎng),同樣使石墨球長(zhǎng)大且數(shù)量減少。

圖4 各因素對(duì)抗拉強(qiáng)度指標(biāo)的離差數(shù)據(jù)

表6 正交設(shè)計(jì)試驗(yàn)硬度指標(biāo)分析列表

圖5 各因素對(duì)布氏硬度指標(biāo)的離差數(shù)據(jù)

表7 正交設(shè)計(jì)試驗(yàn)斷面收縮率指標(biāo)分析列表

圖6 各因素對(duì)斷面收縮率指標(biāo)的離差數(shù)據(jù)

表8 正交設(shè)計(jì)試驗(yàn)延伸率指標(biāo)分析列表

圖7 各因素對(duì)延伸率指標(biāo)的離差數(shù)據(jù)

表9 正交設(shè)計(jì)試驗(yàn)沖擊韌性指標(biāo)分析列表

圖8 各因素對(duì)沖擊韌性指標(biāo)的離差數(shù)據(jù)
由圖1~圖3結(jié)合表4的性能測(cè)試結(jié)果分析可以得出,石墨球的長(zhǎng)大且數(shù)量減少,對(duì)硬度和強(qiáng)度的變化不明顯,而沖擊韌性、斷面收縮率和延伸率有所下降。
反應(yīng)硬度指標(biāo)的主要是材料成分和基體組織狀態(tài)。在本試驗(yàn)條件下,材料成分是一致的,組織狀態(tài)是相同的,石墨球的大小不能影響試驗(yàn)材料的硬度。強(qiáng)度指標(biāo)與硬度指標(biāo)相似,由于石墨球的尺寸變化是在有限的尺寸變化范圍內(nèi),因此在本試驗(yàn)條件下,石墨球的長(zhǎng)大不能引起強(qiáng)度的明顯變化。
韌性和塑性指標(biāo)在材料受力變形及破壞時(shí),由于石墨球尺寸小、數(shù)量多,在材料變形過(guò)程中其均勻程度較一致,使塑性和沖擊韌性較高;而石墨球的尺寸大、數(shù)量少時(shí),材料受力變形時(shí)很容易產(chǎn)生不均勻變形導(dǎo)致破壞,使沖擊韌性、延伸率和斷面收縮率降低。
3.2 球化工藝優(yōu)化分析
由圖4可以看出,各因素對(duì)球鐵材料抗拉強(qiáng)度指標(biāo)的重要性次序?yàn)椋篈>B>C。即出爐溫度對(duì)抗拉強(qiáng)度的影響最大,球化處理時(shí)間次之,澆注溫度對(duì)抗拉強(qiáng)度的影響最小。從表5中可以看出,較優(yōu)水平為A2B1C1。即對(duì)于抗拉強(qiáng)度指標(biāo),初步確定最優(yōu)工藝方案①為:出鐵液爐溫度為1525℃,球化處理時(shí)間為2min,澆注溫度為1350℃。
從圖5中可以看出,各因素對(duì)球鐵材料布氏硬度指標(biāo)的重要性次序?yàn)椋築>A>C。即球化處理時(shí)間對(duì)布氏硬度影響最大,鐵液出爐溫度次之,澆注溫度對(duì)布氏硬度的影響最小。由表6可以看出,較優(yōu)水平為:A2B1C1。即對(duì)于布氏硬度指標(biāo),初步確定最優(yōu)工藝方案②為:鐵液出爐溫度為1525℃,球化處理時(shí)間為2min,澆注溫度為1350℃。
從圖6中可以看出,各因素對(duì)球鐵材料斷面收縮率指標(biāo)的重要性次序?yàn)椋篈>C>B。即出爐溫度對(duì)斷面收縮率影響最大,澆注溫度次之,球化處理時(shí)間對(duì)斷面收縮率的影響最小。由表7可以看出,較優(yōu)水平為:A3B2C1。即對(duì)于斷面收縮率指標(biāo),初步確定最優(yōu)工藝方案③為:鐵液出爐溫度為1550℃,球化處理時(shí)間為3min,澆注溫度為1350℃。
從圖7中可以看出,各因素對(duì)球鐵材料延伸率指標(biāo)的重要性次序?yàn)椋篈>C>B。即鐵液出爐溫度對(duì)延伸率影響最大,澆注溫度次之,球化處理時(shí)間對(duì)延伸率的影響最小。由表8可以看出,較優(yōu)水平為:A1B2C1。即對(duì)于延伸率指標(biāo),初步確定最優(yōu)工藝方案④為:鐵液出爐溫度為1500℃,球化處理時(shí)間為3min,澆注溫度為1350℃。
從圖8中可以看出,各因素對(duì)球鐵材料沖擊韌性指標(biāo)的重要性次序?yàn)椋篊>B>A。即澆注溫度對(duì)沖擊韌性影響最大,球化處理時(shí)間次之,出爐溫度對(duì)沖擊韌性的影響最小。由表9可以看出,較優(yōu)水平為:A2B1C3。即對(duì)于沖擊韌性指標(biāo),初步確定最優(yōu)工藝方案⑤為:鐵液出爐溫度為1525℃,球化處理時(shí)間為2min,澆注溫度為1500℃。
從正交設(shè)計(jì)結(jié)果可知,因子A、B的對(duì)比絕對(duì)值比較大,說(shuō)明A、B是對(duì)球鑄件性能起較大影響的主要因子,因子C次之,因子C的對(duì)比絕對(duì)值比較小,它對(duì)球鐵鑄件性能的影響是次要的。而且A、B、C的對(duì)比都是正數(shù),可見(jiàn)它們的水平A2、B1、C2對(duì)球鐵的性能提高有利。
綜上,根據(jù)正交設(shè)計(jì)試驗(yàn)確定的最佳工藝方案:A2B1C2。即最佳因子參數(shù)為:鐵液出爐溫度為1525℃,球化處理時(shí)間為2min,澆注溫度為1400℃。
3.3 結(jié)論
(1)鐵液在相同的出爐溫度條件下,球化保溫時(shí)間延長(zhǎng),石墨球長(zhǎng)大且數(shù)量減少;在相同的球化保溫時(shí)間條件下,鐵液出爐溫度的提高,也使石墨球變大數(shù)量減少;在相同的澆注條件下,鐵液出爐溫度高,保溫時(shí)間長(zhǎng),同樣使石墨球長(zhǎng)大且數(shù)量減少。
(2)石墨球的長(zhǎng)大且數(shù)量減少,對(duì)強(qiáng)度和硬度變化不明顯,而沖擊韌性、斷面收縮率和延伸率有所下降。
(3)在本生產(chǎn)試驗(yàn)條件下確定最佳的工藝參數(shù)為:鐵液出爐溫度為1525℃,球化處理時(shí)間為2min,澆注溫度為1400℃。
[1]房貴如,王云昭.現(xiàn)代球墨鑄鐵的誕生、應(yīng)用及技術(shù)發(fā)展趨勢(shì)[J].現(xiàn)代鑄造,2000(1):3~11.
[2]C.Labrecque,M.Gagné.Ductile Iron:Fifty YearsofContinuous Development[J].Canadian Metallurgical Quarterly.1998,37(5):343-378.
[3]D.M.Stefanescu.Modeling of Cast Iron Solidification-The Defining Moments[J].Metallurgical and Materials Transactions A.2007,38A(7):1433-1447.
[4]馬順龍.為汽車提供優(yōu)質(zhì)的球鐵鑄件[J].現(xiàn)代鑄造,2005(6):21~23.
[5]趙書城.球墨鑄鐵在東風(fēng)汽車公司的發(fā)展回顧[J].中國(guó)鑄造設(shè)備與技術(shù),2006(3):21-25.
[6]陳琦,彭兆第.我國(guó)鑄造質(zhì)量控制的回顧與展望[J].中國(guó)鑄造設(shè)備與技術(shù),2007(1):6-9.
[7]北京大學(xué)數(shù)學(xué)力學(xué)系概率統(tǒng)計(jì)組.正交設(shè)計(jì)法[M].北京:石油化學(xué)工業(yè)出版社,1975:7-16.
