車削工件表面粗糙度在機視覺測量裝置的設計
2012-08-29 12:06:14王中任張振華魏文靜翟張唯
裝備制造技術 2012年7期
關鍵詞:測量
王 翠,王中任,張振華,魏文靜,翟張唯
(湖北文理學院 機械與汽車工程學院,湖北 襄陽 441053)
評價工件表面品質之一的指標,是粗糙度。表面品質的好壞,將直接影響其使用壽命和使用性能。因此,準確地測量工件表面粗糙度,就顯得尤為重要。目前,表面粗糙度的測量,主要通過觸針式輪廓儀和干涉顯微法實現[1,2]。前者雖然能夠實現精確測量,但由于儀器精密、笨重,并不適合現場測量和快速檢測[3],而后者易受人為因素影響,也并不理想[4]。
本文將介紹一種車削工件表面粗糙度在機視覺測量裝置,可以在一定程度上彌補這些缺陷,為表面粗糙度測量提供有效的手段。
1 粗糙度在機測量裝置
1.1 總體設計
初始設計的在機視覺測量裝置,是由CCD 攝像機、背光照明系統、MZDMO745 邁特顯微鏡頭、IEEE1394 圖像采集卡、計算機及相應的軟件組成,如圖1 所示。

圖1 車削工件在機視覺測量示意圖
整個裝置的主體,是一根有足夠強度的支架,起著固定攝像機和背光板的作用;攝像頭和顯微鏡頭作為一個整體,固定在支架的上端,作為圖像的拍攝部分;背光板這一提供光源的部分,則固定在支架的下端;通過USB 與攝像頭相連的計算機部分,則是圖像拍攝和處理部分,這4個部分,可以簡單概括粗糙度的測量裝置。
需要強調的是保證攝像頭、背光板和工件邊緣,處于同一豎直線上,是實驗的關鍵(如圖2 所示)。
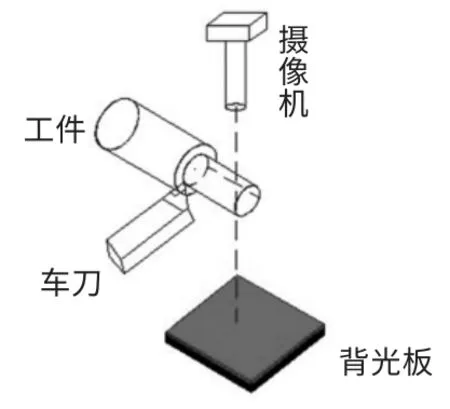
圖2 背光照明系統示意圖
最后將原始圖像經Matlab 軟件處理、分析和計算,就可以得出粗糙度結果。
1.2 視覺系統安裝調節機構
粗糙度的在機視覺測量,需要方便拍攝清晰、精度高的圖像,這就對測量裝置有較高的要求。本實驗選取MZDMO745 邁特顯微鏡頭,凈質量是普通鏡頭的數倍,考慮到要承受住鏡頭自身的重力,排除了使用萬向節,而是采用圖3 所示的夾持機構。
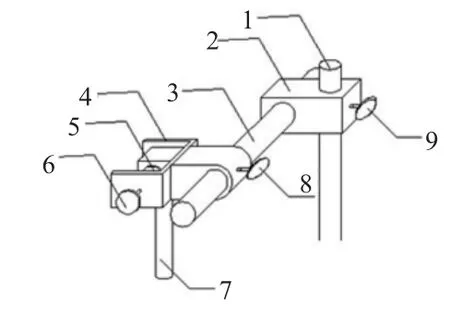
圖3 攝像夾持機構
首先,用一個移動副將一橫杠固定在裝置的支架上,使得支架和橫杠相互垂直,用螺絲釘鎖緊,移動副實現了上下移動和水平面的旋轉;然后將相機夾固定在橫杠上,相機U 形夾頭則實現了左右移動和豎直面的旋轉;最后將相機固定相機U 形夾頭上,相應的調整各機構,使得鏡頭豎直向下。采用這個夾持裝置,可以實現多角度、多方位拍攝,還有足夠的承受能力。
2 測量裝置應用與照明改進
由CW6163B 普通車床裝夾45 號鋼棒料,刀具為YT15 硬質合金焊接式車刀,主軸旋轉,刀具在不同的進給量和切削速度下,進行定量切削工件。用白光背光板作為光源,并將亮度調節到較高,從背面對工件進行照明,保證工件邊緣、相機鏡頭和背光板在同一豎直線的情況下,調節攝像機的高度至拍攝到最清晰的圖像為止,如圖4 所示。

圖4 在機實驗場景
圖像采集裝置由CCD 攝像機、顯微鏡頭、背光光源、采集卡、計算機組成。其中,照明技術最主要的目的,是使測量物體和環境明顯區分,獲得清晰的輪廓,并有強烈的對比度。照明技術直接影響到圖片的品質,進而影響到系統性能,可以說正確的照明,是機器視覺系統最關鍵的一個方面。
采集到工件表面輪廓圖像,如圖5(b)所示。可以看出,白色背景光下拍攝的原始圖像測量物體與環境區分較為明顯,但被測物體表面白色光斑比較多,輪廓較為清晰,但對比度一般。
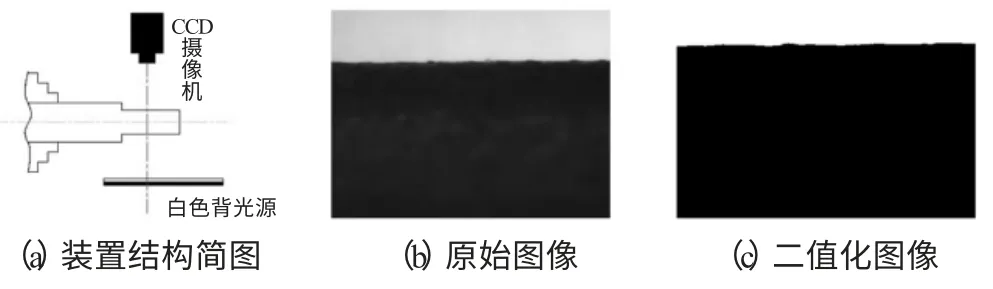
圖5 白色背景光照射的輪廓與二值化圖像
對原始圖像進行二值化處理[5,6],即用閾值將灰度圖像的物工件輪廓區域同圖像其他區域分離出來,可以得到圖5(c)的結果。
二值化處理圖像的邊緣,近乎一條直線,波動不明顯,沒有凸顯紋理和形狀。
由于光照技術對于圖像品質有重要的影響[7]。因此我們進行了一系列的光照改進實驗,包括:紅色背景光,30°紅色角度光和60°紅色角度光,分別給車削工件提供照明,可以發現在這幾種不同的情況下,它們得到的圖像信息,也是明顯不同的,這樣也就造成在邊緣提取時得到紋理和形狀的明顯差異。
試驗結果表明,采用60°度紅光照明下的原始圖像中物體與環境區分度、輪廓清晰度及對比度最為明顯,其二值化圖像的邊緣波動也最為清晰,如圖6 所示。
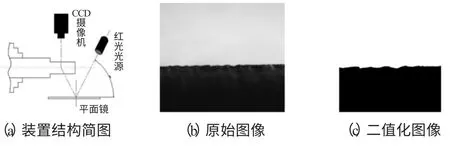
圖6 60°度紅光照射
進一步提取表面輪廓邊緣和峰谷點,即可根據粗糙度公式計算出粗糙度Ra 值。
3 結束語
本文設計的粗糙度在機視覺測量裝置,可以和機床有機結合,方便調節。光照技術對于圖像品質有重要的影響,采60°度紅光照明下的原始圖像中物體與環境區分度、輪廓清晰度及對比度最為明顯。
但研究中也發現,視覺裝置的隔振,是一個有待解決的難題。如能進一步完善實驗裝置,將其成果應用在數控機床上,實現加工過程中邊加工邊測量,將會提升數控機床加工中品質檢測實時性的自動化程度。
[1]毛起廣.表面粗糙度的評定和測量[M].北京:機械工業出版社,1991.
[2]瞿緒圣.表面粗糙度測量[M].北京:中國計量出版社,1989.
[3]陳向偉,張志魁,劉兆會.基于計算機視覺表面粗糙度的自動測量方法[J].機床與液壓,2010,38(10):70-72.
[4] Toh S L,Shang H M,Tay C J . Surface-roughness Study Using Laser Speckle Method[J].Opt Lasers Eng,1998,(29):217-225.
[5] H H Shahabi,M M Ratnam. Noncontact Roughness Measurement of Turned Parts Using Machine Vision[J]. Int J Adv Manuf Technol,2010,(46):275–284.
[6]章毓晉.圖象分割[M].北京:科學出版社,2001.
[7] Zhongren Wang,Yanhua Wu. On-machine Illumination Technique in Industry Machine Vision[J]. Advanced Materials Research Vols.2011,(201-203):1582-1585.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
