幕墻設計質量與生產施工控制
2012-08-24 04:51:30李德生
中國建筑金屬結構 2012年3期
李德生
建筑幕墻是建筑的外維護結構,承擔建筑表皮的作用,具備防雨、采光、隔熱保溫、建筑藝術的功能,是綜合了建筑設計、材料運用、結構設計、機械設計、機械制造、安裝施工等多學科集成化的系統產品。筆者根據多年的設計、生產、施工的實際經驗,分別從以下幾點簡略闡述與分析如何完成高性能高質量的幕墻產品。
一、管理隊伍與流程的建立
1.建立一支高效精煉的組織管理隊伍
組織管理隊伍包括:施工設計組、項目調度、生產工廠、安裝隊伍、產品檢驗、質量管理等。這些管理隊伍與人員需具備足夠的項目經驗、職業道德及技術能力,具備足夠的項目執行能力及解決實際問題的能力,一支高效精煉的人才隊伍建立是完成優質產品及實現企業目標的前提。
2.建立有效的管理流程

上圖是一個全程的幕墻產品設計生產施工運作的流程圖,基本反映了各職能部門的工作運作方式。
工作開展前,設計部、調度、材料部、項目部、加工廠根據施工總進度制定設計出圖計劃、材料供應計劃、生產計劃、安裝計劃,并根據企業制度制定各種獎懲措施,各部門按照計劃執行各自工作。
通過流程管理制度的建立,使各職能部門工作目標明確、相關職責明確、獎懲措施明確,協調溝通暢通,可以確保各項工作的有序可控。
二、項目總調度的作用

1.幕墻工程是涉及到多學科、多工種、多職能部門的集成化系統。在大型幕墻企業里,由于項目部、計劃部、設計部、材料供應部、倉庫、生產工廠、質量檢測部等各部門管理相對的獨立性、工作的特殊性等等,帶來各工作的銜接、交接、協調較差。綜觀某些大型幕墻工程項目運作以來,大多數的管理混亂、管理真空、問題扯皮、計劃目標缺失、權責不明、協作不力導致的工期漫延、質量低下、效率低下、材料損失、資源浪費等基本都源于此。因此,針對具體的大型項目,建立一個項目總調度制度,對于掌控項目實施進度,安排生產計劃、調度計劃、采購計劃、質量掌控等對于實際工作的意義非常之重大。
2.項目總調度與項目部、設計部、材料部、生產部在項目開展前制定設計出圖計劃、采購計劃、生產計劃、檢測重點等,并跟蹤工作的執行情況、工作質量情況,對于工作之間的銜接溝通、問題的提出處理、計劃調運等負責。
3.項目總調度進行各專業工作之間的銜接、溝通、計劃實施完成、文件控制、協調等,并促進工作進度、工作質量;聯合檢測部進行進度檢查、質量檢查工作等。
4.項目總調度全面掌握各職能部門的工作動態及進度,特別是質量與進度的掌控情況,發現與分析存在的各種問題,在調度會上討論分析問題產生的原因及解決方法,并形成文件上報企業監察部,為企業領導層決策提供可靠的實際資料。
三、設計質量的控制
1.方案設計的準確性、幕墻分格、線條尺寸大小、幕墻用材、物理性能、與其他各專業的銜接處理與建筑設計的溝通確定。
2.幕墻系統設計的針對性、適應性、可操作性,是否滿足規范要求?是否滿足安全性能、經濟要求?
3.設計須保證施工圖紙的完整性全面性,結構計算書的準確性。
4.幕墻生產用圖的準確性、工藝操作性、合理性、完整性。
5.幕墻現場用圖的準確性、工藝操作性、合理性、完整性。
6.幕墻設計出圖的進度、出圖計劃的控制。
四、材料采購的控制
1.材料采購的計劃應該符合項目進度的要求。
2.材料質量標準需滿足國家規范要求及設計要求。
3.做好材料檢測工作,拒絕任何不合格材料入庫。
4.做好入庫與出庫的管理工作。
5.做好材料清點工作。
6.根據國家規范、企業標準制定各材料檢測標準。
五、幕墻生產工藝部的工藝管理與控制
1.在幕墻設計階段,工藝部需要與幕墻設計師一起評審幕墻產品的機加可行性,連接牢固性,設備刀具的磨損性,經濟性、安全性及工藝流程合理性。
2.對于一般構件的機加工藝與裝配工藝,編制通用的工藝流程與工藝質量檢查制度,并考慮刀具、設備、工裝、量具、效率的影響。
3.對于復雜構造的機加工藝與裝配工藝,編輯專用的工藝流程與工藝質量檢查制度。
4.需要制作工裝夾具、模具的,由工藝人員負責設計、由生產部門按計劃進行生產。
5.需要外協廠家生產的,由項目調度安排外協廠家供應生產,并對外協廠家的工藝、質量控制情況進行真實的調研工作。
6.對于生產批量較大的產品,盡量采用專用工裝、模具加工,以保證產品質量的穩定性和提高生產效率。
7.工藝部與檢測部共同制定質量檢查制度、工藝紀律檢查制度,對產生的質量問題進行收集統計與處理。
8.工藝質量的控制須形成完整的系統的控制流程與檢測方式,針對單元體幕墻的生產,工藝質量控制的重點應當在機加精度與裝配流程上。
六、生產流程控制
1.生產流程的控制是單元體幕墻企業最重要的控制階段,幕墻工程的成敗與否均由此階段決定。
2.單元體幕墻作為一個多材料多工種集成化的建筑產品,須用現代企業的管理運作方式方能夠適應目前的工期計劃、日益復雜的產品設計,才可以完成高質量高性能的產品。
3.產品的生產質量控制是完成高質量高性能幕墻產品的最關鍵因素。
4.生產過程應合理選擇定位基準、裝配基準、測量基準。
5.嚴格控制加工過程中的尺寸公差、保證最終裝配的尺寸及公差要求。
6.幕墻生產流程主要包括以下幾條:鐵件生產流程、鋁型材加工流程、板材生產流程、打膠生產流程、裝配生產流程。
7.建立工藝流程管理工序卡制度,每一步工序均需要進行自檢與專檢,對于關鍵工序進行重復抽樣檢測,只有進行每一步工序質量的控制,最終的產品質量方能夠得到有效的控制。
8.工廠進行流程管理試點后,應當將各工藝流程、生產流程、質量控制常態化,可以保證批量幕墻產品生產的效率及質量。
七、質量控制制度
1.產品檢測部專門進行檢查產品質量與工藝質量的工作。
2.加工質量標準:根據國家規范及行業標準、企業要求制定實用可行的各種幕墻構件、面材的質量標準。
(1)幕墻構件尺寸符合以下偏差要求:

項目 允許偏差 檢驗工具優等品 合格品立柱 ±0.5 ±1.0直角截料長度尺寸L鋼卷尺橫梁及0.0-1.0端頭角度a-10'-15' 角度尺副框鋁型材 ±0.3 ±0.5金屬板軋制型材0.0-0.5立柱 ±0.5 ±1.0斜載角料長度尺寸L鋼卷尺橫梁及0.0-1.0端頭角度a-10'-15' 角度尺副框鋁型材 ±0.3 ±0.5金屬板軋制型材0.0-0.5型材弧形截料弧長尺寸L L≤2000 ±0.5 ±1.0鋼卷尺L>2000 ±1.0 ±1.5端頭角度a-10'-15' 角度尺圓弧曲率 與樣線偏差2 樣板或樣線
(2)截料端頭不應有加工變形,毛刺不應大于0.2mm。組角用角片、結構裝配用角片下料后,應達到無毛刺后,再組裝。
(3)孔位孔距的允許偏差及累計偏差需符合技術要求。
(4)構件中槽豁、榫的加工精度應符合下列要求。
①構件銑槽尺寸允許偏差應符合表的規定:

項目 A B C偏差 +0.50.0+0.50.0 ±0.5檢驗工具 卡尺或鋼板尺
②構件銑豁尺寸允許偏差應符合表的規定:

項目 A B C偏差 +0.50.0+0.50.0 ±0.5檢驗工具 卡尺或鋼板尺
③構件銑榫尺寸允許偏差應符合下表:

項目 A B C偏差 +0.50.0+0.50.0 ±0.5檢驗工具 卡尺或鋼板尺
3.同上面的構件加工要求,制定玻璃、金屬板、石材、鐵件的尺寸誤差控制。
4.建筑幕墻構件的裝配尺寸應符合下列要求。
(1)鋁型材裝配組件尺寸允許偏差應符合下表:

序號 項目 允許偏差 測量工具1組件長度尺寸 ±1.0鋼卷尺2 鋁框內側對角線差及組件對角線差≤2000 ≤1.5>2000 ≤2.0
(2)鋁型材裝配間隙及同一平面度的允許偏差應符合下表:

項目 裝配間隙 同一平面度差允許偏差 ≤0.4 ≤0.3
(3)單元框架組裝裝配允許尺寸偏差根據GGBT21086-2007第10.3.1.3條:
10.3.1.3 單元主框架和單板副框架組件裝配尺寸允許偏差應符合表68的要求。
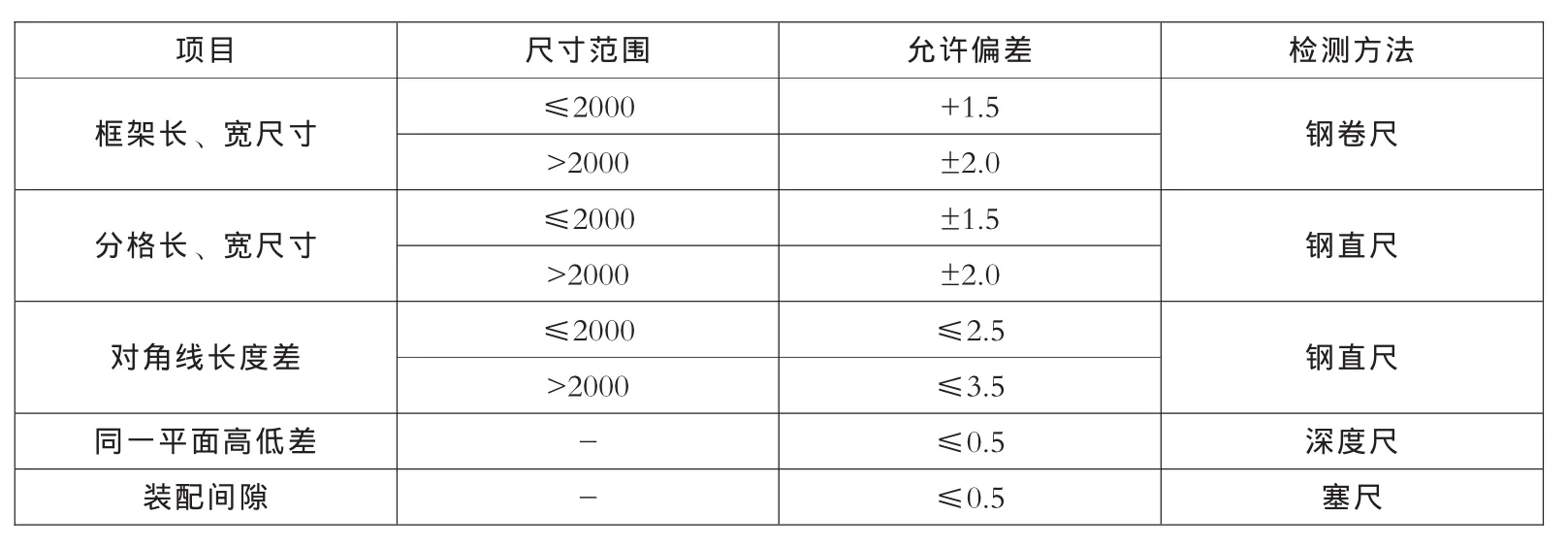
表6 8單元框架組件裝配尺寸允許偏差 (毫米)
(4)結構膠幕墻組合尺寸偏差應符合下表:

序號 項目 尺寸范圍 允許范圍 檢測工具1 框長寬尺寸 ±1.0 鋼卷尺2 組件長寬尺寸 ±1.5 鋼卷尺3 框接縫高度差 0.5 深度尺4 框內側對角線及組件對角線差當長邊≤2000 ≤2.5鋼卷尺當長邊>2000 ≤3.55 框組裝間隙 0.5 塞尺6 膠縫寬度 ±1.00.0 卡尺或鋼板尺7 膠縫厚度 ±0.50.0 卡尺或鋼板尺8 組件周邊玻璃與鋁框位置差 1 深度尺9 結構組件平面度 3 1m靠尺10 板塊厚度 ±0.5
幕墻結構膠應充滿空腔,粘結牢固,膠縫應平整光滑,避免出現氣泡,膠縫以外不能有殘膠、污跡。
5.制定其他各種金屬板、幕墻連接件、窗單元、材料保護等等質量標準與尺寸誤差控制。
6.質量等級評級:加工制作質量等級分為優等品、合格品、超差回用品、廢品四個等級。工藝部、檢測部會同設計部、項目部、加工廠共同制定質量評級的方法與制度。
八、施工安裝控制制度
1.施工當嚴格按照設計圖紙進行,完成現場的放線測量、連接件安裝、吊裝板塊、收口處理工作。
2.根據各項目特點、幕墻系統特點制定合適的安裝方案流程,制定安裝計劃。
3.建立現場工序質量檢查控制制度,使每一關鍵工序能夠得到有效的控制。
4.單元式幕墻的允許偏差應符合下表的規定。
單元式幕墻允許偏差及檢查方法:

序號項 目 允許偏差(mm)檢測方法高度≤30m ≤101 豎縫及墻面垂直度30m<高度≤60m ≤1560m<高度≤90m ≤2090m<高度≤150m ≤25高度>150m ≤302 幕墻水平度 幕墻幅寬≤35m ≤5用全站儀或經緯儀或激光儀用水平儀幕墻幅寬≥35m ≤73幕墻平面度 ≤2.5 用2m靠尺4拼縫直線度 ≤2.5 用2m靠尺5 單元間接縫寬度 (與設計值相比)±2.0 用鋼直尺6 相鄰兩單元接縫面板高低差 ≤1.0 用深度尺7單元對插配合間隙(與設計值相比)+1.00 用鋼直尺8單元對插搭接長度 ≤1.0 用鋼直尺
以上,分別從設計、調度、生產、管理等角度簡述了如何完成高性能高質量的幕墻。可以看出:設計是龍頭、生產質量是關鍵、質量控制是重點。作為一個多學科的集成化的幕墻產品,質量的控制尤為重要,只有保證了設計質量、生產過程質量、安裝質量,才能夠確保最終幕墻的高性能高質量。
建筑幕墻不僅僅是建筑外裝飾,更是建筑的重要組成部分。幕墻的質量與性能關系到建筑用戶的生命財產安全,并直接影響幕墻企業的市場美譽度,幕墻質量的控制、幕墻性能的實現應當引起企業、行業的高度重視。嚴格按照國家規范、質量要求進行幕墻的設計、生產、施工,確保每一個幕墻項目都是精品工程。
[1]《建筑幕墻》GBT21086-2007
[2]《鋁合金建筑型材》GB 5237-2004
[3]《玻璃幕墻工程技術規范》JGJ102-2003
[4]李德生. 《幕墻設計流程與生產施工》.蘇州柯利達公司幕墻培訓講義
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39