加強板翻邊工藝及模具設計
2012-08-16 07:52:56李慶富
鍛壓裝備與制造技術 2012年6期
李慶富
(濟南軌道交通裝備有限責任公司,山東 濟南 250022)
1 零件工藝分析
如圖1所示為某加強板零件,材料Q235-A,料厚10mm,是鐵路貨車零件,主要起車箱的端墻與側墻連接作用。該零件屬于內凹外緣伸長類孔翻邊,翻邊部分為1/4圓,圓形兩側的材料屬于彎曲。工件凸緣較大,屬于大凸緣孔翻邊。由于翻邊部分在變形過程中,受到兩側直線部分材料的補充,因而翻孔系數允許小于圓孔的翻孔系數。因翻邊時會產生較大的偏心壓形力和側向力不平衡,難于成形,經工藝分析后,采用了一次翻邊成形2個工件的工藝方案,2個工件對稱布置,使壓形力不產生偏心,2個側向力方向相反而相互抵消。
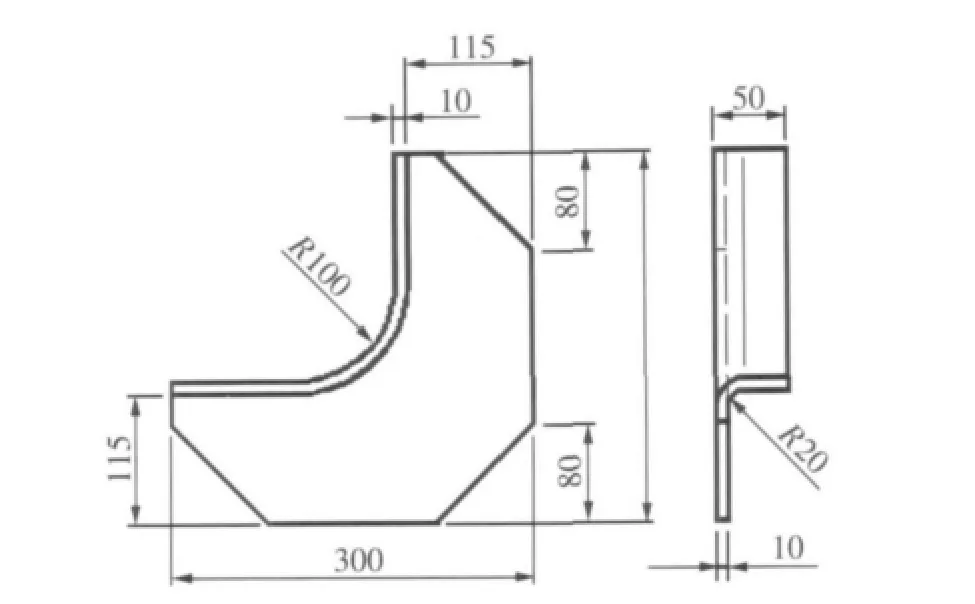
圖1 零件尺寸
2 模具結構及工作原理
模具結構如圖2所示。上模座和下模座材料為鑄鋼,采用ZG230-450,凸模和凹模材料為Cr12。模具采用導柱導套導向,下頂料板的作用是在壓形時與凸模夾緊工件并且在滑塊回程時向上頂出工件,夾緊工件是為了在翻邊過程中坯料不致產生移動,保證2個工件受力和變形均等,下頂料板的推力來自液壓機的下頂出缸。下頂料板上下移動用兩個凹模作導向,保證下頂料板不發生水平方向移動。由于2個凹模不是一體的,在工作時受到側向力較大,設計時應將凹模降到下模座上平面以下15mm~20mm固定,用凹模與下模座的端側接觸面傳遞側向力。
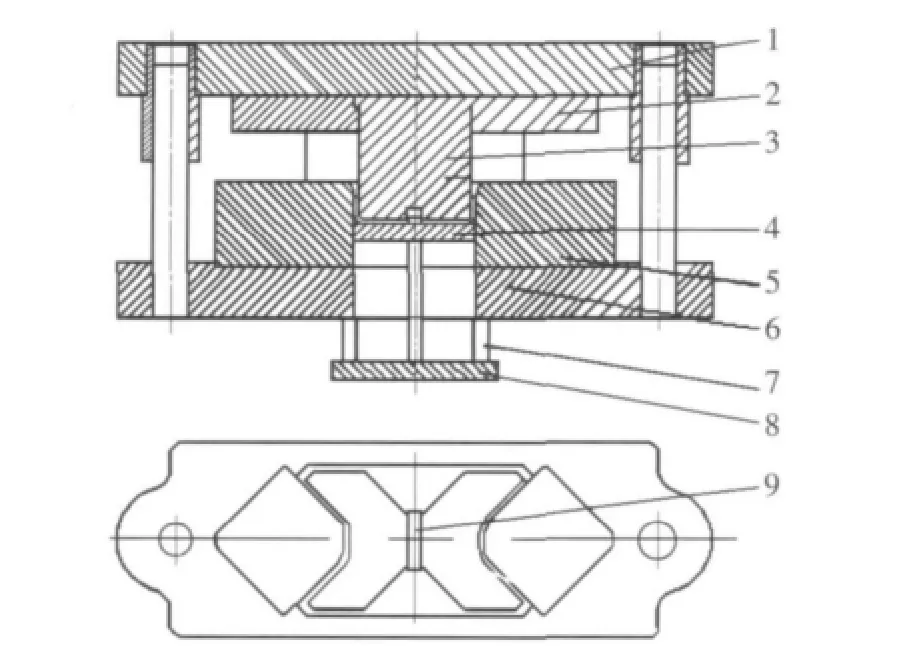
圖2 翻邊模具
工作原理:將2個工件坯料分別放在下頂料板4上的定位塊9兩側,此時下頂料板4與凹模5的上平面平齊,調正坯料對準模具橫向中心線并靠緊定位塊,開動壓力機,壓力機滑塊帶動模具上部下降,凸模3接觸坯料并將坯料夾緊在下頂料板4之間,模具上部繼續下行,坯料在凸模3與凹模5的作用下向上翻邊,下頂料板4在凸模3的推動下隨凸模下降,凸模下行至翻邊工件的直邊部分全部進入凹模圓角以下時,下行結束,此時工件已成形完畢。壓力機回程,凸模上行從凹模中退出,工件在下頂料板的推力作用下,頂出凹模,取出工件。
3 坯料尺寸及力的計算
3.1 翻邊部分坯料展開尺寸
如圖3所示,預沖孔直徑d的計算,據資料[1]按照翻邊前與翻邊后材料體積相等的原則采用如下計算公式:

代入數據計算得:d=122.4mm
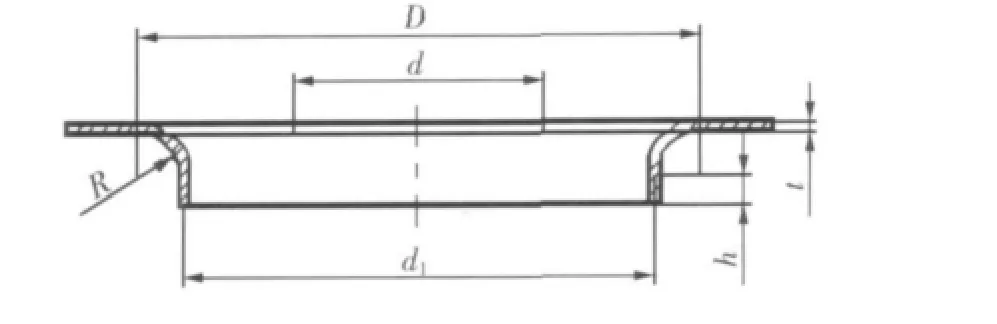
圖3 預沖孔直徑計算
3.2 彎曲部分坯料展開尺寸(圖4)
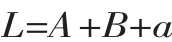
式中:L——坯料展開長度,mm;
A——長直邊,mm;
B——短直邊,mm;
a——修正值,mm;
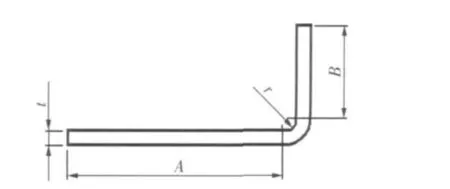
圖4 彎曲坯料展開計算
計算得:L=142.3mm
按計算尺寸繪制零件展開圖,用圓弧R15將彎曲與翻孔展開的各段平滑過渡連接。坯料展開如圖5所示。
3.3 按照預沖孔直徑校核翻孔系數
式中:K——翻邊系數;
D——預沖孔直徑,mm;
d1——翻邊后直邊的平均直徑,mm。
計算得:K=0.583
極限翻邊系數K極為0.54,K>K極,能夠一次翻邊成形。
3.4 翻孔力與彎曲力的計算
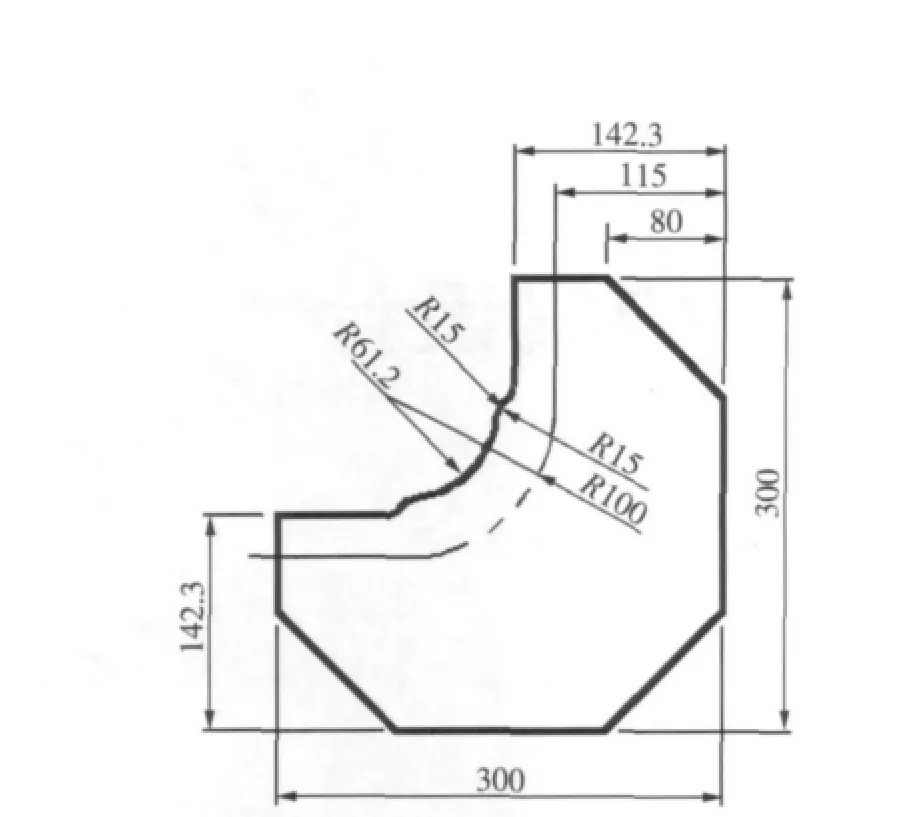
圖5 坯料展開計算圖
翻孔力Fc=1.1πtσs(d1-d)
代入計算得:Fc=711040.44N
彎曲力F彎=0.6kBt2σb/(r+t)
式中:F彎——彎曲力,N;
K——安全系數,一般取k=1.3;
B——彎曲件的寬度,mm;
T——彎曲件的厚度,mm;
σb——材料抗拉強度,N/mm2;
r——彎曲件的內彎曲半徑,mm。
代入計算得:

總成形力計算:F總=2(Fc+F彎)
代入計算得:F總=1829604.88N
選用3000kN四柱萬能液壓機,下頂出缸的頂出力為300kN。
4 需要注意的幾個問題
(1)凸、凹模間隙的選取。工件的彎曲變形部分板厚沒有發生變化,而翻孔變形部分豎邊口部板厚變薄嚴重,考慮變薄因素和為減小彎曲回彈,故取單邊間隙值為0.95t。
(2)凹模圓角半徑的選取。凹模圓角半徑與翻邊后的工件表面質量有很大關系,凹模圓角半徑大不但會降低翻邊力,而且工件表面質量會相應提高,故選取凹模圓角半徑為R30。
(3)下頂料板與凹模的單邊間隙值為0.1mm,此間隙值的太大會影響坯料定位精度和2個坯料變形過程的對稱程度,會使產品質量變差。
(4)為增加凸模和下頂料板與坯料之間的摩擦力,提高夾料效果,應提高凸模和下頂料板與坯料接觸面的粗糙度,取該表面粗糙度為Ra=12.5~25。
5 結束語
模具制造完成后,經過驗證,工作尺寸完全滿足質量要求,生產效率高,性能可靠,沖件質量穩定,本工件的模具和工藝對于類似的翻邊零件,具有一定的參考作用。
[1]沖模設計手冊編寫組.模具手冊之四.北京:機械工業出版社,1988.
[2]虞傳寶.冷沖壓及塑料成型工藝與模具設計資料.北京:機械工業出版社,1992.
[3]王孝培.沖壓設計資料.北京:機械工業出版社,1983.
[4]中國機械工程學會鍛壓學會.鍛壓手冊(第2卷 沖壓).北京:機械工業出版社,1993.