機(jī)械壓力機(jī)齒輪斷齒修復(fù)法——快速鑲齒法
2012-08-16 07:52:44恒小朋
鍛壓裝備與制造技術(shù) 2012年6期
恒小朋
(陜西重型汽車有限公司,陜西西安710043)
1 引言
在傳統(tǒng)的齒輪斷齒修理方法中,鑲齒法使用的比較多。其第一種方法為:將齒輪從設(shè)備上拆掉,對斷裂輪齒進(jìn)行機(jī)械加工,在斷齒處加工出燕尾槽,然后鑲嵌齒形塊,并用螺絲、銷子固定,按照樣板手工修改,有條件時也可用機(jī)床加工。對于輪緣較薄的齒輪,加工燕尾槽相對困難,太淺定位作用小,太深可能造成齒輪輪緣局部應(yīng)力集中,降低齒輪使用壽命。第二種方法為:把折斷的齒根部修平,再鉆孔攻螺紋,裁上一排圓柱銷,然后用電焊接在一體,按照樣板手工修改,有條件時也可用機(jī)床加工。對于材質(zhì)較差,齒根部位出現(xiàn)組織疏松的齒輪,修平斷齒根部,進(jìn)行攻螺紋、焊接圓柱銷等操作,顯然不可靠。
2008年9月,我公司一臺老式大型機(jī)械壓力機(jī)大齒輪出現(xiàn)斷齒。該齒輪材質(zhì)為鑄鐵,輪緣較薄,齒根材料組織比較疏松,與其他廠家的不能互換。而原生產(chǎn)廠家已不存在,一時無法購買合適備件,自己制作周期長,無法滿足生產(chǎn)急需。我們使用了一種新型鑲齒法——快速鑲齒法,較好地解決了難題。
2 鑲齒步驟
(1)拆掉齒輪防護(hù)罩,清理干凈斷齒上的油污。
(2)在齒輪斷齒上制作7個圓柱銷孔,注意孔的排列位置,最邊孔距齒輪端面15mm,輻板兩側(cè)的孔距輪輻1mm,最中間銷孔深度為輪齒高的兩倍;加工7個圓柱銷,其長度按照齒高、輪緣厚度、銷孔深度、輪緣內(nèi)側(cè)焊接高度相應(yīng)加工,材料為35鋼。
(3)在圓柱銷之間鑲?cè)肱c正常齒形大小相同的20鋼塊,輪緣內(nèi)側(cè)鑲?cè)腴L方形20鋼塊。
(4)用J422焊條焊接圓柱銷與鋼塊,嚴(yán)格控制溫度,防止齒輪焊接處溫度過高。
(5)修磨所焊接的齒形,并與小齒輪嚙合試驗(yàn),觀察接觸情況。
3 效果
該壓力機(jī)在未拆掉大齒輪的情況下,兩天內(nèi)恢復(fù)正常使用。大小齒輪接觸情況:沿齒長方向80%以上,沿齒高方向30%,且大小齒輪嚙合聲音正常。節(jié)約費(fèi)用預(yù)計(jì)3萬余元。經(jīng)過3年多使用,所鑲的輪齒依舊牢固。
齒輪修復(fù)情況如圖1所示。

圖1 焊接修復(fù)圖
4 理論與計(jì)算
4.1 齒根彎曲強(qiáng)度是保證輪齒不斷裂的指標(biāo)。齒輪輪齒在工作時,其受力狀態(tài)是典型的懸臂梁,其平衡狀態(tài)必須滿足:

4.2 鑄鐵與碳鋼的性能對比如表1所示。
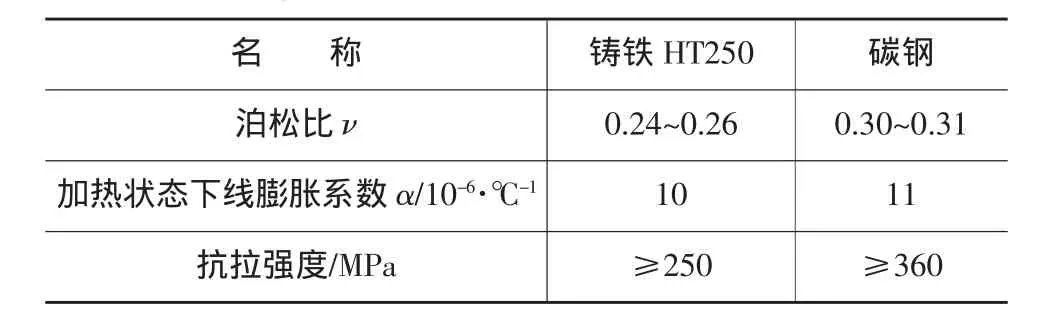
表1 鑄鐵與碳鋼性能對比
因體膨脹幾乎是線膨脹的3倍,過高的溫度會使圓柱銷與齒輪輪緣之間因收縮不同出現(xiàn)間隙,造成銷子松動。
4.3 圓柱銷直徑計(jì)算
4.3.1 齒輪的圓周力F

式中:F——齒輪的圓周力,N;
P——傳遞功率,kW;
Z——齒輪齒數(shù);
M——齒輪模數(shù),mm;
N——齒輪轉(zhuǎn)速,rpm。
4.3.2 齒根承受的彎矩M

式中:M——齒根承受的彎矩,Nm;
hf——齒根高,mm。hf=(+,其中為齒頂高系數(shù)為頂隙系數(shù);mn為法向模數(shù)。
4.3.3 選擇圓柱銷直徑并進(jìn)行校核

式中:∑S——圓柱銷面積之和,mm2;
σs——圓柱銷許用彎曲強(qiáng)度,取其抗拉強(qiáng)度的60%,106Pa。
4.4 在斷齒上制作銷孔時,應(yīng)注意最外邊銷孔與輪緣端面的距離,此距離過小時,容易造成輪緣開裂。
4.5 選擇圓柱銷之間鑲塊及焊條時,需保證其焊接后強(qiáng)度、硬度與原齒相接近,以免造成沖擊。
[1]徐 灝,蔡春源,等.機(jī)械設(shè)計(jì)手冊.北京:機(jī)械工業(yè)出版社,2000-06.
[2][日]安達(dá)勝之.機(jī)械公式活用手冊.北京:科學(xué)出版社,2011-06.
[3]曾正明.實(shí)用工程材料技術(shù)手冊.北京:機(jī)械工業(yè)出版社,2000-12.
[4]成大先,等.機(jī)械設(shè)計(jì)手冊(機(jī)械傳動).北京:化學(xué)工業(yè)出版社,2011-03.
[5]李振石,阮衛(wèi)平.中小型高性能機(jī)械壓力機(jī)齒輪傳動噪聲產(chǎn)生原因及控制[J].鍛壓裝備與制造技術(shù),2008,43(3).
[6]李鵬德,等.降低壓力機(jī)齒輪傳動噪聲的幾種有效方法[J].鍛壓裝備與制造技術(shù),2010,45(4).