銅包鋁銅帶生產(chǎn)實(shí)踐
2012-07-28 01:29:10劉巧榮王金亮
有色金屬加工 2012年5期
關(guān)鍵詞:生產(chǎn)
劉巧榮,王金亮
(煙臺(tái)三環(huán)銅材有限公司, 山東 煙臺(tái) 265500)
隨著現(xiàn)代化工業(yè)進(jìn)程的不斷加快,尤其是電子、通訊行業(yè)的高速發(fā)展,對(duì)銅的需求迅猛增加。當(dāng)前銅價(jià)高、銅資源緊缺推動(dòng)了銅包鋁線產(chǎn)業(yè)的快速發(fā)展。由于銅包鋁線利用高頻信號(hào)傳遞時(shí)的“趨膚效應(yīng)”保證了信號(hào)傳遞的效果,因此為降低生產(chǎn)成本,各電子、通訊行業(yè)紛紛使用銅包鋁線替代純銅線。銅包鋁線因其具有良好的導(dǎo)電性、可焊性及相對(duì)低廉的價(jià)格,被廣泛應(yīng)用于各種線圈中,如音響、電視機(jī)偏轉(zhuǎn)線圈等各種電子設(shè)備,同時(shí)也被應(yīng)用于信號(hào)傳輸、通訊網(wǎng)絡(luò)信號(hào)傳輸及各種微電子設(shè)備等各領(lǐng)域。銅包鋁線所需要的紫銅帶市場(chǎng)也隨之迅速擴(kuò)大,給銅板帶加工行業(yè)發(fā)展提供了良好的機(jī)遇。我公司從2008年開(kāi)始試制銅包鋁用的純銅帶,到現(xiàn)在已成為膠東部分電纜、電線公司的主要供應(yīng)商。本文主要探討了采用水平連鑄生產(chǎn)銅包鋁用T2 M 0.26×305mm純銅帶的生產(chǎn)工藝,以及分析了生產(chǎn)中容易出現(xiàn)影響銅帶表面質(zhì)量的主要缺陷,并提出了相應(yīng)的改進(jìn)措施。
1 銅包鋁用純銅帶技術(shù)、特性及生產(chǎn)工藝流程
1.1 銅包鋁線的銅層
采用含銅量99.90%以上的純銅,要求銅層致密,導(dǎo)電性能好;銅層與鋁芯線在拉線過(guò)程中實(shí)現(xiàn)金屬的冶金結(jié)合,銅層沿圓周方向和縱向分布要均勻[1]。因此,在生產(chǎn)銅包鋁用銅帶時(shí),對(duì)帶材的化學(xué)成分和工藝要嚴(yán)格控制,以保證帶材獲得良好的延展性能和加工性能。
1.2 合金化學(xué)成分控制
按國(guó)標(biāo)GB /T5231 - 2001進(jìn)行控制。
1.3 主要力學(xué)性能、導(dǎo)電率及規(guī)格要求如表1

表1 銅包鋁用銅帶技術(shù)要求(銅帶厚度、寬度是我公司實(shí)際生產(chǎn)的數(shù)據(jù))
1.4 表面要求
該產(chǎn)品要求有良好的延伸率、焊接性和導(dǎo)電性,所以帶材表面不能有氧化、壓入物、殘留油水、及起皮、劃傷、黑線等缺陷存在。
1.5 生產(chǎn)工藝流程
我公司采用標(biāo)準(zhǔn)陰極銅為原材料,通過(guò)連體爐水平連鑄拉制帶坯。工藝流程如下:
配料→熔煉→水平連鑄→雙面銑→粗軋→退火→酸洗→中軋→脫脂→剪邊→退火→酸洗→精軋→脫脂→成品退火→清洗→剪切→檢驗(yàn)→包裝入庫(kù)
2 水平連鑄及銑面
2.1 水平連鑄
三環(huán)銅材水平連鑄帶坯為16x330mm,水平連鑄拉制的帶坯經(jīng)銑面后可以直接進(jìn)行冷軋加工,省掉了半連續(xù)法生產(chǎn)中的鑄錠加熱和熱軋工序,提高了生產(chǎn)效率,降低了成本。為了保證成品的導(dǎo)電率和延伸率,生產(chǎn)時(shí)要嚴(yán)格控制原材料及帶坯的化學(xué)成分。原材料要嚴(yán)格選用質(zhì)量?jī)?yōu)良的陰極銅,陰極銅表面要光潔沒(méi)有銅豆和色斑,使用前要去掉兩端的掛耳并進(jìn)行徹底烘干。熔煉時(shí)鑄造溫度要嚴(yán)格控制在1180-1200℃,并在熔煉爐和保溫爐內(nèi)覆蓋10cm以上的木炭,以防止銅液吸氣和氧化。水平連鑄的具體參數(shù)可根據(jù)各廠家的經(jīng)驗(yàn)和設(shè)備的不同自行掌控。水平連鑄拉鑄的帶坯表面應(yīng)平整,不應(yīng)有裂紋、拉鉤、凹坑等缺陷。鑄坯低倍組織應(yīng)是比較均勻的柱狀晶組織,有利于后續(xù)的加工生產(chǎn)。
2.2 銑面
銑面可以去除掉鑄坯表面的氧化皮和一些表皮鑄造缺陷,為后續(xù)的冷加工打下良好的基礎(chǔ),銑面量一般單面在0.5-0.8mm左右。銑面前檢查銑刀是否完好,防止銑刀不鋒利啃傷帶面。檢查乳液的質(zhì)量,確認(rèn)是否需更換或添加。檢查與帶坯接觸的各輥表面和各傳動(dòng)位是否存在磕傷帶面的隱患。銑面后帶材表面應(yīng)光滑平整、無(wú)氧化皮和其它雜質(zhì),刀花應(yīng)均勻帶面呈魚(yú)鱗狀,并圓滑過(guò)渡,不能有漏銑和沾屑等現(xiàn)象。銑面時(shí)要隨時(shí)注意觀察帶坯的表面質(zhì)量情況。
3 帶材的冷加工及表面質(zhì)量
3.1 冷加工
冷軋是銅板帶材生產(chǎn)中最基本也是最重要的環(huán)節(jié),是保證產(chǎn)品品質(zhì)的關(guān)鍵工序。冷軋階段我們制定了詳細(xì)的加工工藝,粗軋經(jīng)多道次軋至3.0mm,中軋軋至0.8mm,最后精軋至0.26mm成品。冷軋階段要合理分配好每一道次的壓下量,選擇合適的軋制冷卻潤(rùn)滑液,以便軋后帶材獲得良好的加工組織和板形。
3.2 表面質(zhì)量
在試制銅包鋁軋制過(guò)程中遇到的主要問(wèn)題是帶材的表面質(zhì)量,主要表現(xiàn)是帶面有黑色條狀或線狀的壓入物,通常稱(chēng)為黑道或者黑線,經(jīng)清洗也去除不凈(有時(shí)甚至一點(diǎn)也清除不掉)。經(jīng)過(guò)對(duì)生產(chǎn)過(guò)程的跟蹤觀察發(fā)現(xiàn),先是在粗軋時(shí)發(fā)現(xiàn)帶面出現(xiàn)黑色斑點(diǎn),隨著中軋和精軋的進(jìn)行,帶面的黑色斑點(diǎn)逐漸被拉長(zhǎng)變細(xì)形成黑道(在中軋和精軋過(guò)程中也存在上述現(xiàn)象,但是比粗軋少)。帶面上出現(xiàn)的黑色斑點(diǎn)經(jīng)仔細(xì)觀察疑似乳液中的一些雜質(zhì)和雜油,雜質(zhì)主要是乳液從帶材上沖洗下的灰塵及金屬粉末等,雜油主要是設(shè)備的液壓油和機(jī)械油等。這些雜質(zhì)通過(guò)乳液帶到帶材表面,經(jīng)高壓軋制最終壓入帶材表面形成黑道。為了改善帶材表面質(zhì)量減少黑道,同時(shí)也為了驗(yàn)證觀察的結(jié)果,我們更換了乳液并對(duì)乳液箱進(jìn)行了徹底清洗。更換后生產(chǎn)時(shí)發(fā)現(xiàn)黑道明顯減少,帶面質(zhì)量明顯好轉(zhuǎn),也驗(yàn)證了上面的猜想。
4 退火和成品性能
4.1 退火
銅包鋁復(fù)合線材是經(jīng)拉拔制成,要求銅帶具有良好的延伸率。合理的退火工藝可以幫助獲得合適的晶粒組織,得到良好的延伸率、抗拉強(qiáng)度和硬度。我公司所生產(chǎn)的銅包鋁帶材經(jīng)過(guò)兩次退火。第一次退火在粗軋后,是為了消除加工硬化進(jìn)行的中間退火,后一次是成品退火,是為了獲得目標(biāo)組織和性能。退火溫度為410~430℃,保溫5~6h。爐內(nèi)采用含氫1-2%的保護(hù)性氣氛,以防止產(chǎn)生氫脆。
4.2 成品性能
經(jīng)過(guò)上述工藝流程,最終生產(chǎn)出達(dá)到技術(shù)要求的紫銅帶。成品帶材的化學(xué)成分見(jiàn)表2,性能見(jiàn)表3,成品高倍組織見(jiàn)圖1和圖2。

表2 主要化學(xué)成分
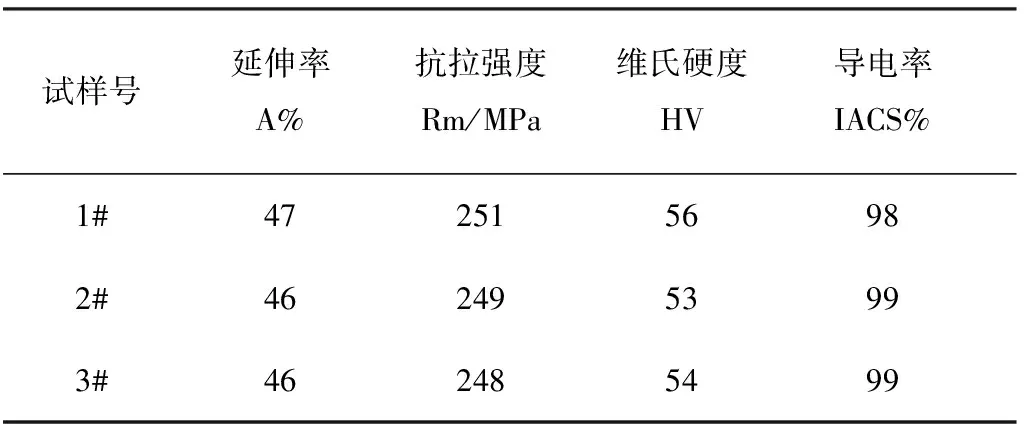
表3 三個(gè)試樣的物理性能
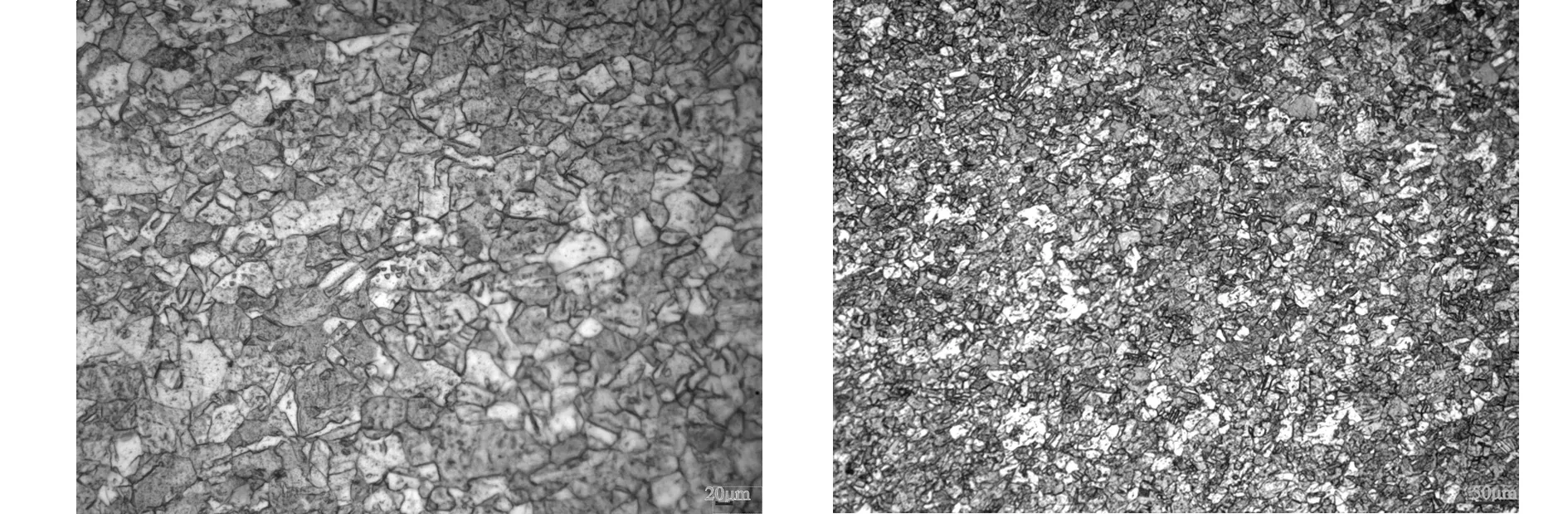
圖1 蔡司顯微鏡500倍下的組織 圖2 蔡司顯微鏡200倍下的組織
由以上數(shù)據(jù)和高倍圖片觀察可知,我公司生產(chǎn)的銅包鋁用純銅帶性能穩(wěn)定,晶粒組織均勻,延伸率、抗拉強(qiáng)度和導(dǎo)電率等各項(xiàng)性能指標(biāo)均達(dá)到相關(guān)要求。
5 結(jié)束語(yǔ)
通過(guò)銅包鋁帶材的實(shí)際生產(chǎn),我們發(fā)現(xiàn)并解決了一些影響帶材表面質(zhì)量的問(wèn)題。隨著生產(chǎn)經(jīng)驗(yàn)的不斷地積累,通過(guò)改進(jìn)生產(chǎn)工藝,加強(qiáng)生產(chǎn)管理,產(chǎn)品質(zhì)量必將越來(lái)越好。由于銅資源的日益減少,隨著電子通訊等行業(yè)對(duì)銅包鋁線材的需求日益增大,所以相信銅包鋁用銅帶的需求量將越來(lái)越大。
[1] 陳杜.銅包鋁紫銅帶的生產(chǎn)工藝與質(zhì)量分析.金屬世界.2007
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國(guó)化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費(fèi)導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國(guó)制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車(chē)零部件(2014年11期)2014-09-18 11:57:16
