1060鋁箔表面白點缺陷的分析
2012-07-28 01:29:08孫付濤程建國
有色金屬加工 2012年5期
韓 晨,孫付濤,程建國
﹙洛陽有色金屬加工設計研究院,河南 洛陽 471039﹚
1060工業純鋁箔材由于具有較高的可塑性、耐腐蝕性、導電性和導熱性,因而廣泛應用于制作墊片及電容器等行業中[1]。目前,1060純鋁箔材的生產一般為:熔煉→鑄造→銑面→加熱→熱軋→坯料退火→粗軋→中間退火→精軋(箔軋)→成品退火→成品剪切→檢查包裝。由于鋁箔產品對組織、性能、板型、厚差及表面質量的要求遠遠高于一般冷軋帶材,所以產品生產工序的各個階段都要進行嚴格控制,以防各類生產缺陷的出現。
某鋁箔生產企業在使用Φ260/Φ630×800mm四輥鋁帶冷軋機、Φ200/Φ480×800mm四輥鋁箔軋機生產1060純鋁箔材時,在一段時間內的生產過程中帶材表面經常出現大量白點的現象,雖然此類白點缺陷對箔材力學性能的影響還未進行試驗分析,但因其大大降低了箔材表面質量,所以必然會對產品的銷售、使用和壽命產生不利影響。所以,確定白點的類別、種類進而從根源上消除此類缺陷就顯得尤為重要。本文通過現場觀察、試軋及實驗分析,對白點缺陷的類別進行了確定,并定性分析了該白點缺陷產生的原因。
1 試軋方案及結果
1.1 1060鋁箔成分
1060為一種不可熱處理強化型的變形純鋁,其耐蝕性、壓力加工性及焊接性能良好,強度不高。某企業生產1060箔材的化學成分及各元素質量分數見表1。

表1 1060純鋁箔的化學成分及其質量分數 (wt%)
1.2 試軋規程
鋁箔的組織、性能、板型及表面質量與設備裝機水平、張力控制、軋制速度、加工率等參數關系極為密切。所以,軋制規程中這些參數的確定也會影響到箔材的表面質量,即生產過程中白點缺陷是否產生。
由于生產過程中的白點缺陷主要出現在冷軋道次及箔軋道次中,所以出現白點缺陷的1060帶材不僅要對箔軋機進行試軋分析,而且要對上一工序的冷軋階段進行試軋分析(由于表面粗糙,現場無法確定熱軋料是否存在小白點缺陷),以便確定白點缺陷出現的原因。冷軋階段及箔軋階段各取3個道次進行試軋,對試軋過程中帶材表面產生的白點缺陷進行分析。試軋3道次規程見表2。

表2 冷軋及箔軋的試軋3道次規程
1.3 坯料選擇及試軋結果
由于每批次進行熔煉、鑄造的生產坯料在合金成分、內部組織的均勻性及熔煉和鑄造工藝參數在控制上無法避免的差別,必然會對加熱、熱軋、冷軋等下游工序產生影響。為了判斷白點缺陷是否源于熔煉、鑄造等上游工序,以及是否由于軋制設備原因所導致表面白點缺陷,在坯料選擇上采用以下方案:選擇近期軋制過程中出現白點缺陷的同一批次熱軋坯料和以往企業所生產的、在冷軋及箔軋過程中都未出現白點的熱軋料分別進行試軋。
依據以上坯料選擇及試軋規程,分別在Φ260/Φ630×800mm四輥鋁帶冷軋機和Φ200/Φ480×800mm四輥鋁箔軋機進行軋制,每個道次軋制前及軋制后都進行白點缺陷的肉眼觀察和記錄。結果表明:以往企業所生產的、冷軋及箔軋過程中都未出現白點缺陷的熱軋料無論是在本冷軋階段、箔軋階段的各個道次都未出現肉眼可以觀察到的白點缺陷;而近期軋制過程中出現白點缺陷的同一批次熱軋坯料在冷軋及箔軋每個道次結束后,都出現了肉眼可明顯觀察到的白點缺陷,而且隨著帶材的減薄及表面光潔度的增加,白點缺陷越來越明顯。箔軋結束后厚度為0.055mm的1060箔材表面白點缺陷低倍像見圖1所示。從圖1a)明場像及圖1b)暗場像中可以用肉眼明顯看出1060箔材表面出現大量的、分散的、不均勻分布的白點缺陷,其大大降低了箔材的表面質量。
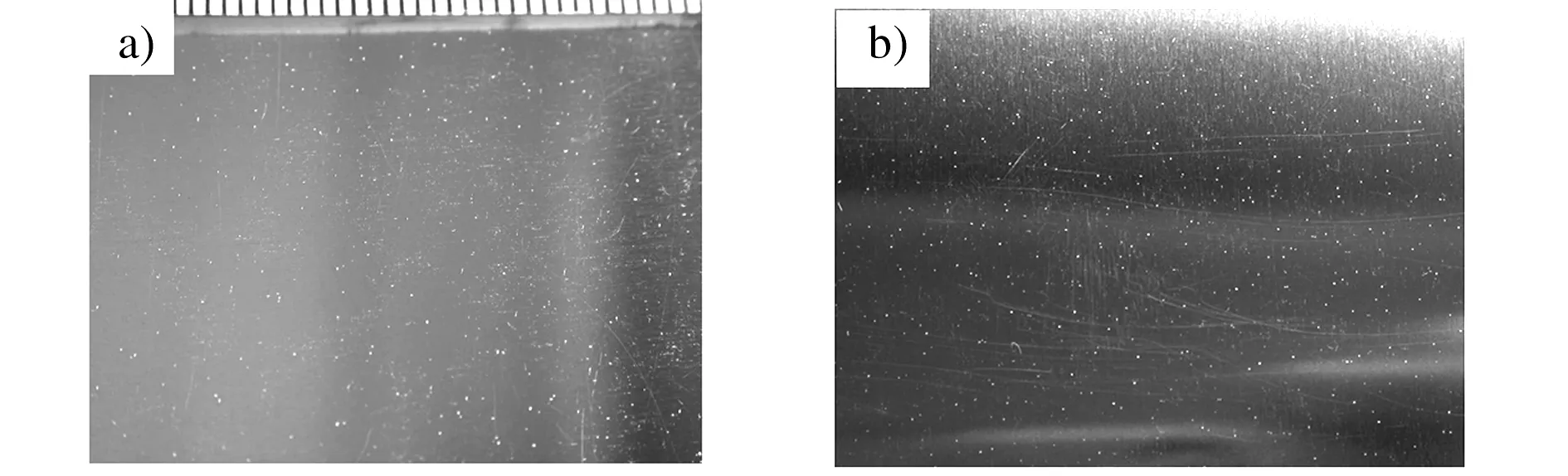
圖1 箔材表面出現的白點缺陷:a)明場像1×;b)暗場像1×
利用不同的軋制設備、不同批次的坯料及軋制規程等方案試軋后,從軋制結果可以得出以下結論:1)1060箔材表面出現的白點缺陷與軋制設備及試軋規程無直接關系,即可以排除軋機和軋制工藝的原因;2)白點缺陷與坯料的批次有關,即只有某批次的坯料經軋制后才會出現肉眼可以觀察到的明顯白點缺陷,因而必須從熔煉或鑄造等工序查找原因;3)該白點缺陷在不利用實驗儀器的條件下是無法確定其類型、大小、形狀及組成的。
所以,利用實驗儀器對白點缺陷進行類別、形貌、大小及成分的確定,進而分析、推斷出導致白點缺陷產生的原因就顯得很有必要。
2 白點缺陷的微觀分析
2.1 微觀組織的觀察分析
利用金相顯微鏡、掃描電鏡及能譜儀對厚度為0.055mm的1060鋁箔表面的白點缺陷進行OM、SEM及化學成分的觀察、分析和確定。其中,OM分析需要對鋁箔表面進行機械拋光、溶液浸蝕,而SEM及能譜分析只需對試樣進行拋光后即可進行。圖2為白點缺陷的金相組織a)及顯微形貌b)。

圖2 白點缺陷的微觀圖像:a)金相組織500×;b)顯微形貌200×
從圖2 a)金相組織圖像中可以看到:大小不等、亮度不盡相同的若干點狀缺陷分散并分布該圖像區域中,其形狀呈不規則狀,大小在幾微米范圍內,未觀察到其它明顯的組織缺陷。進一步觀察圖2 b)白點缺陷的顯微形貌,白點缺陷呈明顯的凹坑狀,并體現出物體擦劃的痕跡。該凹坑寬約50~80μm,長約150μm,深度在箔材厚度范圍內不盡相同。由此可以推斷出,1060箔材表面白點缺陷在微觀上實際為大小不等、形狀不規則的凹坑(在光線及基體顏色的映襯下,宏觀上用肉眼觀察此類凹坑為白點缺陷)。為了進一步確定這些白點的組成,即分析凹坑內部及邊緣的化學成分,就需要利用能譜儀對凹坑的不同部位進行能譜成分分析。圖3所示為利用掃描電鏡及能譜儀對凹坑內部所作的能譜分析結果。

圖3 白點缺陷SEM形貌及能譜成分分析
從圖3白點缺陷SEM形貌及能譜成分分析的結果可以看出,利用掃描電鏡觀察的結果表明白點仍然為明顯的箔材表面凹坑缺陷,對凹坑內部及邊部不同部位進行能譜成分分析,發現其成分基本都為鋁合金基體,在白點凹坑內部未發現夾雜物、第二相粒子等成分的存在。以上試驗研究結果表明1060冷軋及箔軋帶材表面所出現的大量白點缺陷實際為凹坑缺陷,且白點缺陷并非夾雜物或者二相粒子的析出,凹坑內壁及邊緣基本都為完全的鋁合金基體。
2.2 白點缺陷成因的分析
白點缺陷一般在微觀上表現為金屬及非金屬壓入物,劃傷,針孔等缺陷[2]。由于以上試驗的結果排除了冷軋及箔軋設備的原因、軋制工藝技術的原因以及白點本身為夾雜物或第二相粒子的析出等原因(無法排除是否為夾雜物或鋁顆粒擦劃導致凹坑的原因,但從凹坑尺寸看,可以肯定不是第二相粒子導致的擦劃),同時考慮到白點缺陷的產生主要發生于最近某一批次的坯料生產中,所以,其成因應源自于該批次坯料在熔煉、鑄造或加熱熱軋時對1060成分、加工工藝參數控制不當所導致,當然也包括上游工序的加工設備原因。
由于白點缺陷實際為呈明顯擦劃狀的不規則凹坑缺陷,根據以上對白點的分布、形態及成分分析,推測其可能為氣孔缺陷,建議對該批次經常出現冷軋帶材及箔材表面白點缺陷的原材料及前道工序產品進行分析確認。呈明顯擦劃狀形貌的凹坑或氣孔可能來自于熔煉、鑄造、加熱熱軋工序中出現的夾雜物、鋁質等小顆粒對金屬造成損傷。有文獻報道[3],鋁熔體中除含有氣體外還含有夾雜物(一部分為鋁或鋁合金與爐氣發生反應所生成的非金屬夾雜物),夾雜物一般為1~30μm(符合本文一般凹坑缺陷尺寸),如果不利用鋁熔體過濾裝置將這些夾雜物完全去除就不可能生產出完全合格的產品。如鋁和爐氣反應所生產的Al2O3會增加鋁及鋁合金熔體的氫含量,隨著氫含量的增加,鑄錠中就會形成疏松、氣孔、小白點、小尾巴等缺陷。
同時,由于鋁箔的生產必須在高潔凈環境下進行,所以也應該保持良好的環境衛生,并及時檢查及清除坯料表面的粘著物如毛刺、顆粒等異物。
3 結束語
本文通過現場觀察、試軋并結合試驗的方式對某鋁箔生產企業在生產1060時箔材表面所出現的白點缺陷進行了分析和確定,并定性推斷了產生該白點缺陷的原因。結果表明:
(1)1060鋁箔表面的白點缺陷微觀上實際為大小、深度、形貌不盡相同的呈擦劃狀的凹坑(氣孔)缺陷;
(2)通過試軋及試驗分析,可以排除白點缺陷是由于冷軋及箔軋設備、軋制工藝規程等原因所導致,而且白點自身也并非夾雜物或第二相粒子的析出;
(3)白點缺陷和冷軋來料有關,且只出現于某批次坯料中。由于白點缺陷嚴重降低了箔材的表面質量,所以應對冷軋上游工序如熔煉、鑄造等過程中的加工設備運行及生產工藝參數進行嚴格控制,如對可能生成的Al2O3等夾雜物進行完全過濾等,以從根本上消除可能會帶來白點缺陷的原因。
[1] 張玉龍,趙中魁.實用輕金屬材料手冊[M].北京:化學工業出版社,2006.
[2] 陳彥博,趙紅亮,翁康榮.有色金屬軋制技術[M].北京:化學工業出版社,2007.
[3] 袁賀菊.鋁熔體過濾裝置的發展與應用.有色金屬加工,2010;39 (3):19~21.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年18期)2018-11-14 01:48:24
中國軍轉民(2017年6期)2018-01-31 02:22:28
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車零部件(2014年11期)2014-09-18 11:57:16
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
終身教育研究(2014年5期)2014-02-28 01:23:06
