核電主管道用鋼316LN高溫變形性能研究
2012-07-25 04:00:54潘品李鐘約先馬慶賢袁朝龍朱思陽
中國機械工程 2012年11期
潘品李 鐘約先 馬慶賢 袁朝龍 朱思陽
清華大學先進成形制造教育部重點實驗室,北京,100084
0 引言
核電站主管道是核電蒸汽供應系統輸出堆芯熱能的“大動脈”,是核電站的核一級關鍵部件之一。AP1000技術為第三代核電技術,其設計壽命提高到60年,核電站安全性能指標也大幅度提升,其主管道要求整體制造,難度很大。主管道用鋼為316LN超低碳控氮奧氏體不銹鋼,該鋼種塑性差、變形抗力大,無法通過熱處理細化晶粒,而其最終產品晶粒度要求應達到ASTM2級或者更細(ASTM4級)[1-2]。因此,主管道實心軸坯的鍛造過程對細化晶粒有著至關重要的影響。
低層錯能的金屬材料在熱塑性變形過程中,動態再結晶是其主要的軟化機制。動態再結晶是以無畸變的晶核生成、長大形成再結晶晶粒代替含有高位錯密度的形變晶粒的過程,在消除大量位錯的同時達到晶粒細化的目的。20世紀60年代以來,以加拿大的McQueen和英國的Sellars為代表的各國學者研究了高溫塑性變形中的軟化機制,采用Zener-Hollomon參數來描述金屬的流動行為,對工藝參數和軟化機制之間的關系進行了研究,并研究了動態再結晶和靜態再結晶的晶粒變化模式。在此基礎上,Sellars、Yada、Roberts等學者對熱加工過程的組織演化規律進行了研究,通過實驗建立了一些特定金屬的動態再結晶、靜態再結晶模型和晶粒長大模型[3-4]。
本文通過熱模擬實驗,研究并建立了316LN鋼的動態再結晶模型,為制定合理的工藝,控制產品性能提供了理論依據,為建立316LN鋼鍛造生產過程的數值模擬模型提供了重要基礎。本實驗用鋼取自電渣重熔鋼錠,與真空澆鑄鋼錠相比,具有以下優點:鋼中夾雜物細小、彌散,氧、硫含量極低;鋼的均勻性高,鍛件縱橫向性能差異很小,鍛件熱塑性高[5]。
1 熱模擬實驗方案
實驗所用316LN鋼主要化學成分(質量分數)如表1所示,符合ASME SA-376中對于該材料化學成分的規定。實驗設備為Gleeble1500熱模擬實驗機。實驗采用平面壓縮法,試樣為φ6mm×10mm的圓柱。實驗工藝流程如下:先將試樣以5℃/s的速度加熱至1100℃并保溫3min,使得試樣的初始晶粒度一致,再以10℃/s的速度將溫度調整至變形溫度t,保溫1min,然后壓縮試樣變形至真實應變ε=0.7(變形程度為50%),最后水冷淬火以保留試樣高溫變形下的顯微組織。工藝參數如表2所示。
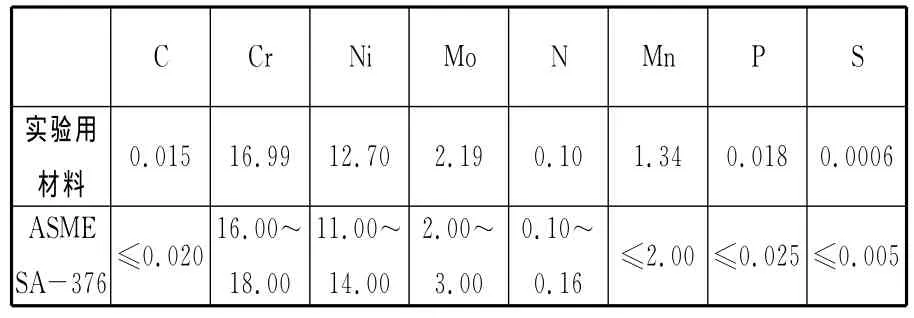
表1 316LN鋼主要化學成分(質量分數) %
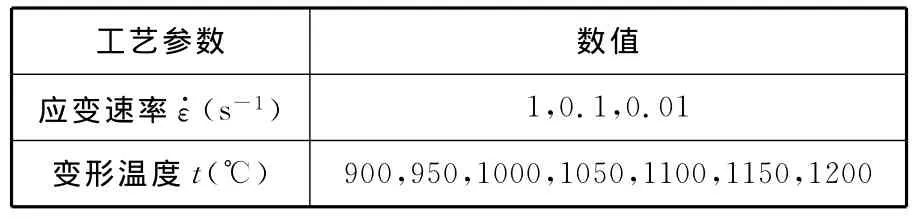
表2 實驗工藝參數設計
2 實驗數據處理和分析
2.1 316LN鋼高溫流動應力曲線
316 LN鋼在變形溫度為900~1200℃,變形速率為0.01~1s-1條件下的流動應力曲線如圖1所示。
由圖1可見,應變速率較低且溫度較高時,316LN鋼發生了連續動態再結晶,隨應變增加應力值基本恒定。應變速率較高時,316LN鋼只有在較高溫度下變形才能發生動態再結晶;溫度較高時,各應變速率下都很容易發生動態再結晶。在鍛造工藝參數內,提高變形溫度和降低應變速率,均有利于減小316LN鋼的峰值應力,使之發生動態再結晶。應變速率為0.01s-1,變形溫度從1200℃降至950℃時,峰值應力穩步增大;而當溫度降至900℃時,峰值應力明顯增大,如圖1c。這和工廠實際生產情況相當吻合,即當溫度降至900℃時,鍛造時變形抗力很大,水壓機幾乎鍛不動。因此建議在進行大型核電主管道鍛造時,鍛造溫度控制在900℃以上(建議950℃)為宜。大型核電主管道鍛造時應變速率可達0.01s-1數量級,所以得到的數據對工廠實際生產有很大的參考價值。
2.2 動態再結晶熱激活過程模型
變形溫度和變形速率對金屬的動態再結晶都起作用,兩者共同決定了材料變形過程中是否發生動態再結晶。二者之間的等效關系可以用溫度補償應變速率Zener-Hollomon參數來表述:


圖1 316LN鋼流動應力曲線
式中,為應變速率;QDRX為變形激活能;R為氣體常數;T為絕對溫度;A和n為只與材料自身相關的常系數;σp為第一個流動應力峰值。
將實驗數據代入式(1)進行多元線性回歸,可得316LN鋼動態再結晶熱激活模型(相關系數R=0.985 34):

參數Z可以作為判定是否發生動態再結晶的依據,其上限Zmax為應變速率較大、變形溫度較低時,材料中由于變形積聚了一定數量位錯,但是由于發生動態再結晶的形核需要一定的時間,過快的變形速率使得孕育時間不夠;其下限Zmin為應變速率很低、變形溫度較高時,過高的變形溫度導致不能積聚起足夠數量的變形儲能結果。參數Z在兩個極值之間時,隨著變形量的增大將會依次發生動態回復、部分動態再結晶和完全動態再結晶。
將熱模擬試樣淬火,以保留高溫變形結束瞬間的奧氏體晶粒組織。通過對熱模擬試樣顯微組織的觀察,可知應變速率為1s-1、溫度未達到1000℃時,完全不發生動態再結晶,此時動態回復是其主要的軟化機制,其典型的顯微組織為沿變形方向拉長的晶粒,如圖2a所示。當溫度達到或超過1000℃時,發生部分動態再結晶,其典型的顯微組織為原奧氏體周圍沿晶界產生了許多細小等軸晶粒,1200℃條件下的試樣顯微組織如圖2b所示。該應變速率下沒有發生完全動態再結晶。應變速率為0.1s-1、溫度為900℃時發生動態再結晶,1100℃可達穩態,即發生完全動態再結晶,其典型的顯微組織為細小的等軸晶粒,如圖2c所示。應變速率為0.01s-1、溫度達到900℃時發生動態再結晶,1050℃可達穩態。
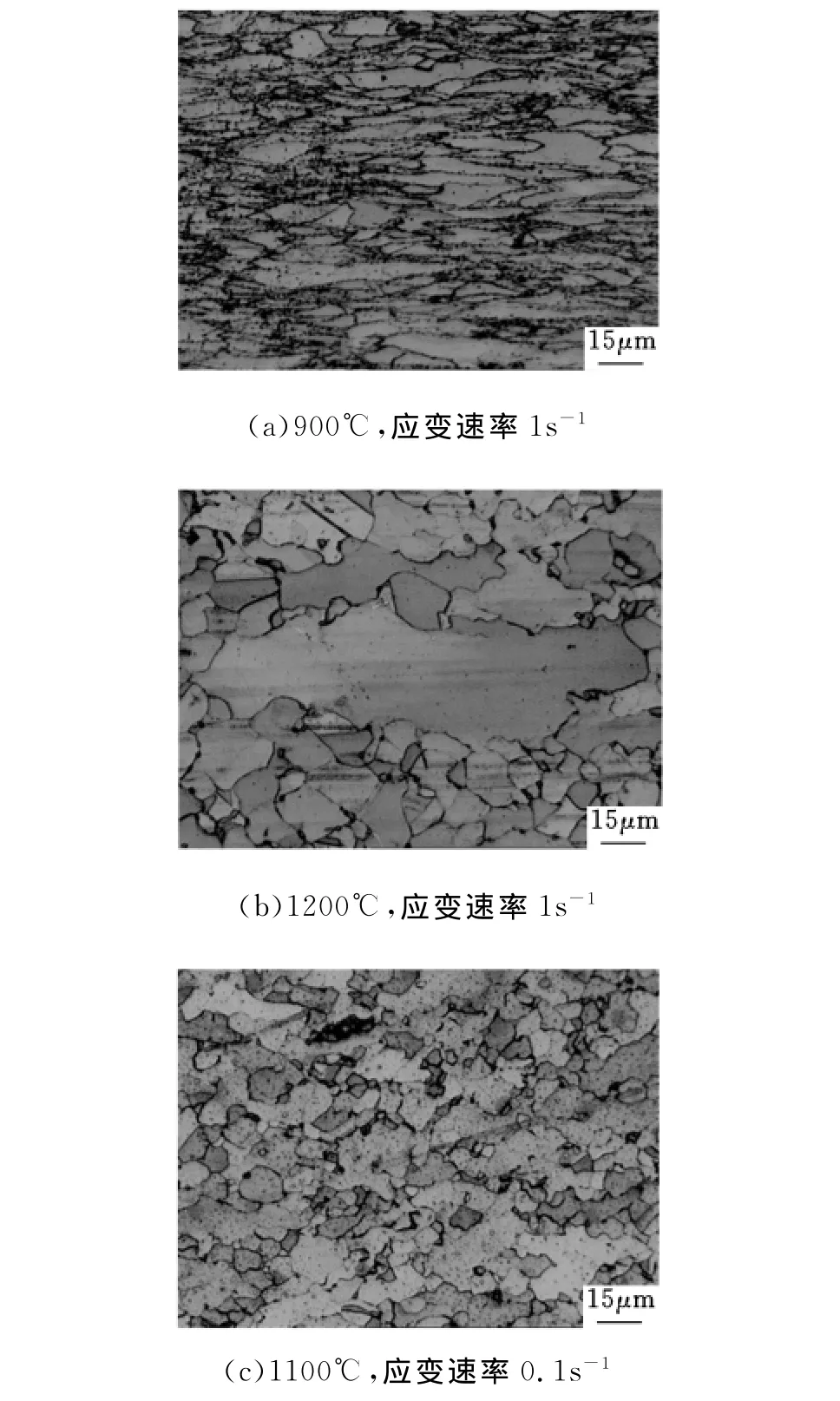
圖2 不同變形溫度和變形速率條件下的試樣顯微組織
根據316LN鋼動態再結晶熱激活模型,計算各個工藝參數下的參數Z,可得圖3所示的變形溫度、變形速率與參數Z的關系,其中橫坐標的物理意義如表3所示,表中1~21為不同工藝參數所對應的序號。
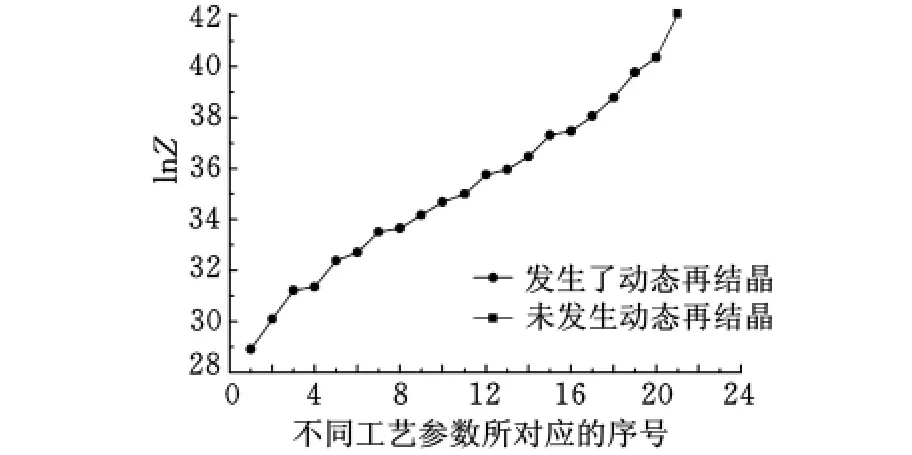
圖3 變形溫度、變形速率與參數Z的關系

表3 不同變形溫度和變形速率所對應的序號
由圖3可知,lnZ的走勢以及所對應的各個工藝參數完全吻合顯微組織的結論,即在給定的變形量條件下(本文實驗為真應變0.7),存在一個動態再結晶發生與否的分界點Zmax,參數Z大于Zmax時,變形過程中材料不能發生動態再結晶,如序號20、21;小于Zmax時,變形過程中材料可以發生動態再結晶,如序號1~19。但由于實驗條件的限制,未能測出參數Z的下限值Zmin。
2.3 動態再結晶動力學模型
應變量ε決定了材料在變形過程中處于哪個階段(動態回復、部分動態再結晶和完全動態再結晶)。金屬材料發生動態再結晶時,其特征應變(峰值應變εp、穩態應變εs、臨界應變εc)和參數Z之間存在的關系,以及動態再結晶發生的初始臨界應變εc與峰值應變εp之間存在的關系分別為

式中,Bi和m為只與材料自身相關的常系數,i∈(p,s,c)。
將實驗數據代入式(2)、式(3)進行多元線性回歸,可得316LN鋼動態再結晶動力學模型:εp=0.0519Z0.0442,相關系數R=0.984 12;εc= 0.8εp;εs= 0.1532Z0.0444, 相 關 系 數R=0.984 44。
結果表明,lnεc、lnεs與lnZ之間分別存在圖4所示的線性關系。圖4中的lnεc與lnZ關系直線和lnεs與lnZ關系直線將參數Z和應變ε組成的平面分為3個部分:Ⅰ區域應變小于εc,該區域的參數Z及應變條件不足以積累足夠的位錯密度,達到動態再結晶所需的應變能,不能發生動態再結晶;Ⅲ區域應變大于εs,可發生完全動態再結晶;位于兩者之間的Ⅱ區域,可發生部分動態再結晶。相同參數Z條件下,可增大應變量誘使動態再結晶發生;相同應變量條件下,可調整參數Z來控制動態再結晶的發生。

圖4 316LN鋼臨界應變、穩態應變與Z參數的關系
由金相顯微組織分析可知,工藝序號1~6和8分別發生了完全動態再結晶。根據316LN鋼動態再結晶動力學模型,計算的7~14各個工藝參數下的εs值如表4所示。

表4 不同工藝參數條件下的穩態應變值
由表4可看出,工藝序號7~9下發生了完全動態再結晶,工藝序號10~14下為部分再結晶,而由于實際實驗設備的限制,工藝序號7~9下實際完成的真應變分別為0.676、0.699和0.697,從另一方面印證了動力學模型的正確性。
2.4 動態再結晶運動學模型
為了定量地描述金屬材料發生動態再結晶的程度,一般采用Avrami型表達式描述其動態再結晶體積比例XDRX,即

式中,k和l為只與材料自身相關的常系數。
實驗中為避免視場選擇和金相腐蝕等人為因素影響,選用Beynon等[6]提出的基于高溫流動應力曲線的金屬材料動態再結晶體積比例測量方法計算XDRX。將實驗數據代入式(4)進行多元線性回歸,可得316LN鋼動態再結晶運動學模型(相關系數R=0.983 17):

一定變形溫度和應變速率條件下,當變形達到初始臨界應變εc時發生動態再結晶,達到穩態應變εs時發生完全動態再結晶,介于兩者之間發生部分動態再結晶。圖5所示為不同變形溫度和變形速率條件下試樣顯微組織,圖5a和圖5b分別為典型的部分動態再結晶組織,即在較大的原奧氏體晶界處形成再結晶核心,長大成為細小等軸晶粒。根據體視學和定量金相學,用截線法對圖5a和圖5b的動態再結晶體積比例XDRX進行測量,所得結果分別為73.94%和86.21%,根據動態再結晶運動學模型得到圖5a和圖5b的計算值分別為74.22%和86.78%,誤差分別為0.38%和0.66%。圖5c為完全動態再結晶組織,根據動態再結晶運動學模型得到的計算值為97.04%。上述圖例足以驗證動態再結晶運動學模型的準確性。

圖5 不同變形溫度和變形速率條件下的試樣顯微組織
2.5 動態再結晶晶粒尺寸模型
研究認為,動態再結晶發生后的晶粒尺寸dDRX與Z參數之間存在如下關系:

式中,D和j為只與材料自身相關的常系數。
將實驗取得的結果試樣腐蝕得到原奧氏體晶界,測量發生動態再結晶試樣的晶粒平均尺寸,將結果和實驗條件代入式(5)進行多元回歸,可得316LN鋼動態再結晶晶粒尺寸模型,相關系數R=0.983 88,dDRX= 6.108×106Z-0.392。 由動態再結晶晶粒尺寸模型可知,參數Z越小,也即應變速率越低,溫度越高,再結晶后的晶粒尺寸越大。
金屬熱塑性變形機理主要有晶內滑移、晶內孿生、晶界滑移和擴散蠕變。在通常情況下,晶內滑移是熱變形的主要機理。高溫時原子間距加大,原子的熱振動和擴散速度加快,位錯活躍,滑移、攀移、交滑移和位錯結點脫錨比低溫時容易;滑移系增多,交叉滑移靈便性提高,改善了各晶粒之間的變形協調性;同時在熱變形狀態下,晶界對位錯運動的阻礙作用相對減弱,位錯有可能進入晶界[7]。這樣就使得高溫時,雜亂分布的位錯逐漸集中或按規律排列,動態回復的程度增大,從而減小了變形后的畸變能,使晶粒粗化。如圖6所示,應變速率一定時,溫度越高,發生完全動態再結晶后的晶粒尺寸越大。
同樣地,變形速度很低時,金屬在熱塑性變形過程中產生的位錯有足夠的時間進行滑移、攀移、交滑移以及位錯結點的脫錨,從而使得位錯消失或者重新排列,位錯以動態回復等其他軟化方式消耗,從而由高能態的混亂排列向低能態的規則排列變化,減小了變形后的畸變能,使晶粒粗化。如圖7所示,溫度一定時,應變速率越小,發生完全動態再結晶后的晶粒尺寸越大。
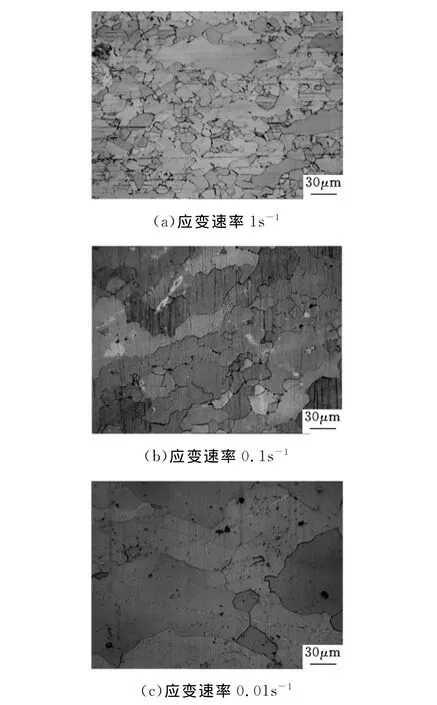
圖7 1200℃不同變形速率條件下的試樣顯微組織
當然,動態再結晶后的晶粒尺寸大小最終取決于變形溫度和變形速率兩個方面的因素。不同變形溫度和變形速度下的動態再結晶后的尺寸大小可以相當(圖8)。
用截線法分別計算出發生了完全動態再結晶后的晶粒尺寸,結果如表5所示。由表5可知,應變速率為0.01s-1時,在變形溫度1050~1150℃范圍內,再結晶后的晶粒尺寸維持在一個相對穩定的范圍內;當溫度上升為1200℃時,再結晶后的晶粒尺寸二倍于1150℃的晶粒尺寸,已經低于ASTM晶粒度4級(約為80.0μm)。當所用材料取自真空澆鑄鋼錠時,其在應變速率為0.01s-1、真應變為0.7時,發生完全動態再結晶后的晶粒尺寸如表6[8]所示(其中d0為原始晶粒尺寸)。對比表5和表6數據可以發現,在1050℃和1100℃條件下再結晶后的晶粒尺寸基本一致;但在1150℃條件下的動態再結晶對電渣重熔鋼錠晶粒細化效果更好;而在1200℃下卻得出相反的結論。建議在進行大型核電主管道鍛造時(使用鋼錠為電渣重熔鋼錠),鍛造溫度控制在1200℃以下(建議1150℃)為宜。

圖8 不同變形溫度和變形速率條件下的試樣顯微組織
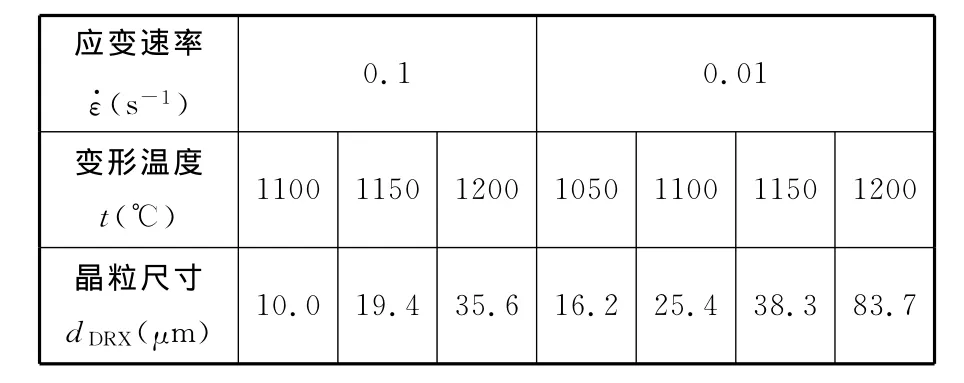
表5 不同工藝條件下的316LN鋼發生完全動態再結晶后的晶粒尺寸
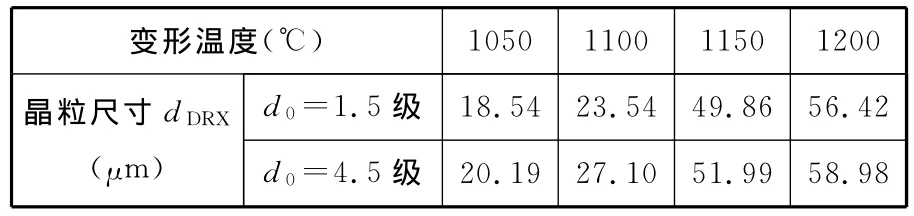
表6 應變速率為0.01s-1、真應變為0.7時的穩態晶粒尺寸
當動態再結晶完成后,積累的位錯畸變能隨之得以釋放,但隨著變形的繼續,動態再結晶形成的晶粒又承受新的變形,產生新的加工硬化,從而積累位錯畸變能,開始新的軟化過程,動態再結晶持續進行。故在奧氏體動態再結晶中晶粒尺寸不是完全均勻的(圖6b、圖6c)。大型鍛件鍛造加工比較費時,并且鍛造成形后都要停放一定的時間,使新晶粒可以通過逐步相互合并長大而達到一個穩定的尺寸,出現均勻化。
3 結論
本文針對大型核電主管道晶粒細化問題,系統研究了主管道用鋼316LN的動態再結晶行為,為通過鍛造工藝解決大型核電主管道晶粒細化問題提供了模型依據,主要結論如下:
(1)316LN鋼為典型低層錯能鋼,在再結晶溫度線以上可以發生連續動態再結晶。提高變形溫度和減小應變速率有利于降低316LN鋼的峰值應力,使之發生動態再結晶。
(2)建立了316LN鋼完整的動態再結晶數學模型,定量地描述了316LN鋼動態再結晶行為的全過程。
(3)在動態再結晶參數范圍內,降低變形溫度和增大應變速率均有利于細化動態再結晶晶粒尺寸。
(4)綜合鍛造過程中的變形抗力及再結晶細化晶粒等影響因素,初步建議316LN電渣重熔鋼錠在鍛造過程中的應變速率控制在0.01s-1以下,溫度控制在950~1150℃。
[1]潘品李,鐘約先,馬慶賢,等.大型核電主管道制造技術的發展[J].鍛壓裝備與制造技術,2011(1):13-17.
[2]Klanica F,Rao G.APP-PL01-Z0-200Rev.3-2010Reactor Coolant Loop Seamless Forged and Formed Pipe Fabrication Specification[S].Pittsburgh:Westinghouse Electric Company LLC,2010.
[3]McQueen H J.Development of Dynamic Recrystallization Theory[J].Materials Science and Engineering,2004,387/389:203-208.
[4]McQueen H J,Imbert C A C.Dynamic Recrystallization:Plasticity Enhancing Structural Development[J].Journal of Alloys and Compounds,2004,378(1/2):35-43.
[5]向大林.大型電渣重熔值得注意的幾個問題[J].大型鑄鍛件,2011(1):26-35.
[6]Beynon J H,Sellars C M.Modeling Microstructure and Its Effects During Multi-pass Hot Rolling[J].ISIJ International,1992,32(3):359-367.
[7]劉全坤.材料成形基本原理[M].北京:機械工業出版社,2004.
[8]陳明明.316LN不銹鋼鍛造過程晶粒演變規律實驗與模擬研究[D].太原:太原科技大學,2010.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03