鐵路鋪軌工程中的鋁熱焊施工
2012-07-24 09:27:48盧鋮昀
四川建筑 2012年3期
盧鋮昀
(中國土木工程集團有限公司,北京100038)
鋁熱焊反應是一種氧化還原反應。在高溫條件下,鋁熱劑中的鋁粉與鐵的氧化物發生化學反應,將鐵還原出來,并釋放大量熱。鋁熱反應產生的高溫液態金屬填充焊接接頭,同時也將熔化待焊鋼軌表面,冷卻凝固后完成焊接過程。
1 鋁熱焊施工工藝流程
鋁熱焊施工過程可以分為:焊前準備、鋁熱焊焊接、焊后檢測及收尾清理工作。具體施工流程參見圖1。
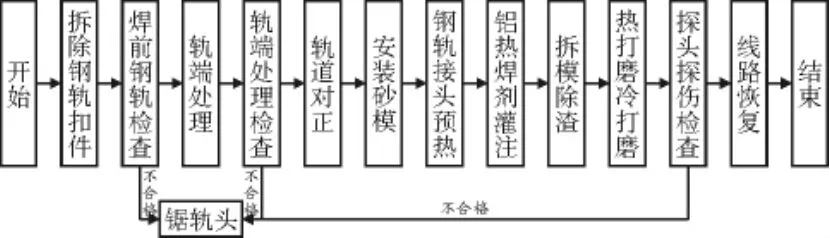
圖1 鋁熱焊施工工藝流程
2 鋁熱焊前期準備
鋁熱焊的前期準備分為三部分,即人員配備、材料準備和機械設備。由于不同的工程項目,施工進度要求不同,所以需要準備的人員、材料及機械會相應不同。以阿爾及利亞94km鐵路更新項目為例,每天工程進度為450m,涉及的軌排為25排,焊頭為50個,滿足進度的前期準備分為以下三個方面。
2.1 人員配備
人員配備可分為以下幾組:對軌小組、焊接小組、打磨小組、螺栓松緊組及檢查小組。具體組數和人數見表1。

表1 鋁熱焊人員配備統計表
2.2 材料準備
鋁熱焊劑、砂模、模具架、坩堝、渣盤、封箱泥、秒表、氧氣、乙炔、高溫火柴等。
2.3 機械設備
螺栓扭動機2臺、打磨機2臺、鋸軌機1臺、起軌器4臺、整體式對軌器1臺、液壓鋼軌拉伸器(包油泵)1臺、雙向手動液壓推瘤機1臺、打磨機2臺、超聲波探傷儀1臺、撬杠10根、1m直尺1把。
3 鋁熱焊施工要點
3.1 焊前準備
在鋁熱焊之前,需要檢查的有:機具是否完好;所選鋁熱劑是否與現有鋼軌一致;鋁熱劑是否受潮;封箱泥濕度是否適宜;氧氣乙炔是否準備就緒。需要控制的有:擰緊焊頭前后15m范圍內鋼軌兩側的扣件;去掉焊頭前后5根軌枕的扣件及墊板;焊頭鋼軌距離軌枕或道碴至少100mm。
3.2 對正鋼軌
對正鋼軌是通過調整鋼軌的水平位置和豎向高度,使鋼軌水平對正和垂直對正,水平軌縫間距為23~27mm,豎向高差控制在1.6mm以內。
3.3 安裝砂模
待鋼軌對正完畢后安裝砂模。將兩側的砂模在鋼軌上輕輕摩擦,使其結合緊密。安裝帶有底砂模的底板,使其與軌縫保持垂直居中。上緊固定螺栓,再用焊工直尺最后一遍檢查鋼軌的對正。最后,將鋁熱焊專用的封箱泥均勻地抹在砂模與鋼軌接觸的各縫隙中。
3.4 接頭焊接
接頭焊接可以分為預熱、澆筑、拆模、除瘤、焊縫打磨五個步驟。
3.4.1 預熱
將預熱器放在預先定位好的預熱支架上,并將預熱器在砂模中迅速居中定位,火焰調節好后,立刻按下秒表計時。加熱6min后,將分流塞放在砂模邊緣上進行加熱,溫度預計達到920℃~1 000℃。在規定的時間結束之后,撤走預熱器,預熱完成。
3.4.2 澆筑
預熱完畢后,將分流塞放入頂部的入口內,將一次性坩堝放置在砂模的正中央,點燃高溫火柴,燃燒焊劑。由自熔塞自動進行澆筑,至廢渣停止流動,按下秒表開始計時。
3.4.3 拆模
當澆筑完畢5min后進行拆模。移走渣盤及一次性坩堝,拆掉砂模夾具、夾板及金屬底板,用熱切除鑿刮去焊頭的頂部,除掉溢出的焊料,將鋼軌表面已烤干的封箱泥和鋁熱焊反應產生的鋼渣進行清理。
3.4.4 除瘤
澆筑完畢6.5min后進行除瘤,采用雙向手動液壓推瘤機除瘤,方向與鋼軌縱向相同,最低處嚴禁凹入鋼軌表面,留茬高度超出原軌表面1~3mm。將多余的焊料切除掉,將軌底處冒出的焊料清除,以便于打磨。
3.4.5 打磨
焊縫打磨采用專用鋼軌仿形打磨機,對軌頂、鋼軌工作面、軌底、兩軌底角進行打磨。打磨時,砂輪沿鋼軌長度方向運動,嚴禁垂直鋼軌長度方向打磨。當焊料頂部表面打磨至距軌面1mm左右時,將鋼軌頭部兩側與軌面過渡的圓弧處打磨至與既有鋼軌齊平,將鋼軌的內外側打磨至與既有鋼軌齊平。澆筑15min后去掉對正架,澆筑30min后去掉起軌器,澆筑完畢1h后進行焊縫冷打磨,目測尖點(垂直對正),對鋼軌表面進行冷打磨使其整體平齊。
3.5 質量驗收和貼標簽
鋼軌焊頭采用超聲波探傷儀對焊縫進行內部質量檢測合格后,采用1m直尺、精密塞尺進行外觀質量檢測,有缺陷的焊頭及時處理。驗收合格的,貼上焊藥標簽,并詳細填寫焊縫探傷記錄、質量檢驗記錄。
3.6 收尾工作
每處焊接完畢后,回收機械設備和工器具,移往下一焊接地點繼續施工,并將施工現場清理干凈。
4 鋁熱焊施工中注意事項
鋁熱焊施工中,值得注意的事項有:施工中相關數值控制、施工中預熱控制、施工人員崗前培訓質量控制等。
4.1 施工中相關數值控制
鋁熱焊施工中,需要重點控制的數值:軌縫間距、溫度和時間,具體數值參見表2。

表2 鋁熱焊施工中需要控制的數值表
4.2 施工中預熱控制
在施工中,預熱是鋁熱焊接工藝中最為關鍵的一個步驟。預熱過度或預熱不足,就會產生鋼軌過燒或氧化物等缺陷。為了保證預熱效果,可采取兩個措施:一是預熱前先將軌底加熱30~40s;二是反應完后拆模時暫不拆底板,延長底板停留時間,以最大限度地保持軌底的溫度。
此外,氣溫較低時,氧氣和液化氣不易揮發,出氣不夠順暢,會影響預熱效果。因此,低溫焊接時必須對氧氣和液化氣進行保溫;現場焊接遇刮風時應搭設帳篷,以保證預熱溫度。
4.3 施工人員崗前培訓質量控制
鋁熱焊的施工人員應進行崗前培訓,并應加強管理和控制培訓質量,從而提高從業人員的素質,以保證培訓人員熟練掌握鋁熱焊施工程序和操作要點,在施工中嚴格按照工藝操作,確保焊接質量。同時,對培訓人員應加強文明施工、安全施工等方面的知識教育。培訓結束后,只有取得鋁熱焊特種施工作業合格證的人員方可持證上崗施工。
5 小結
鋁熱焊因其施工準備時間短、設備簡單、移動便捷、操作簡便等特點,在阿爾及利亞鐵路鋪軌工程中廣泛應用。本文通過對鋁熱焊施工中鋼軌間距、預熱溫度、加熱時間等控制要點的探討和分析,強調現場施工質量控制的關鍵點。
[1]唐曉梅.鋼軌QPCJ鋁熱焊接技術淺析[J].山西建筑,2007,9(27):150
[2]楊云堂.鋼軌鋁熱焊接應注意的要點[J].城市軌道交通研究,2007,5(5):56
[3]陳輝,茍國慶,涂銘旌.鋼軌鋁熱焊工藝及焊接接頭性能研究[J].電焊機,2008,8(8):22
[4]劉多偉.淺談鋁熱焊接鋼軌技術[J].山西建筑,2005,7(12):128
[5]李東俠.鋼軌接頭鋁熱焊接質量控制[J].鐵道建筑,2005,5(5):70
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
辦公室業務(2020年18期)2020-09-29 12:15:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
勞動保護(2019年7期)2019-08-27 00:41:26
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
設備管理與維修(2015年12期)2015-04-09 06:57:24
