高精度圓柱滾子倒角磨削工藝
2012-07-21 03:34:12楊會超何萌褚翠霞王濤
軸承 2012年9期
關鍵詞:工藝
楊會超,何萌,褚翠霞,王濤
(洛陽LYC軸承有限公司 a.031軸承廠;b.特大型軸承廠,河南 洛陽 471039)
圓柱滾子軸承因其摩擦因數小,適合高速運轉而廣泛應用于大中型航空發動機、車輛及機床主軸等。滾子作為軸承的關鍵零件,其制造精度和質量的好壞直接影響軸承的動態性能和使用壽命。按精度分類滾子可分為4級:0級、Ⅰ級、Ⅱ級和Ⅲ級,精度由高到低。一般工業用軸承要求滾子精度達到Ⅱ,Ⅲ級即可,隨著我國航空業的快速發展,其對軸承制造精度的要求越來越高。如:某航空軸承設計轉速達到106r/min,要求滾子精度達到0,Ⅰ級。因此,開展對高精度圓柱滾子加工工藝的研究顯得尤為迫切。
軸承滾子的倒角,傳統加工工藝是車削或沖壓加工,成形后不再進行磨削加工,加工質量不高,容易產生很多問題。而國外知名品牌高速軸承(特別是航空軸承)精度普遍達到P4,甚至P2,使用的滾子對應Ⅰ級,甚至0級,滾子倒角均經過磨削,并需通過動平衡檢測,滾子加工設備和工藝技術較為先進,國內針對圓柱滾子倒角磨削加工的研究才剛剛起步。
1 傳統工藝存在的問題
滾子傳統加工工藝流程為:車削加工(車倒角、切斷)→軟磨端面→淬火→粗磨滾動面1→粗磨端面1→酸洗→竄軟點檢查→探傷→附加回火→粗磨滾動面2→粗磨端面2→細磨滾動面→終磨端面→終磨滾動面→精磨端面→超精滾動面。
傳統工藝方法加工的滾子主要存在問題有:軸向和徑向坐標不對稱,倒角偏斜;表面粗糙度差、倒角圓弧面跳動超差;遺留車刀紋等。存在的諸多問題易造成滾子歪斜、滑動、偏心、邊緣應力集中、端面磨損而使軸承失效。滾子倒角形狀不好或有缺陷時,在高速運轉情況下,倒角會像泵一樣,周期性地壓縮軸承內的潤滑油,使滾子的運轉阻力增大,潤滑油溫升過快、過高,造成軸承失效。因此,增加對高精度滾子倒角的磨削工藝顯得尤為必要。
2 改進后工藝方案
某軸間軸承用Φ9 mm×9 mm的滾子,倒角精度要求高,滾子工藝參數如圖1所示。

圖1 滾子倒角幾何精度
采取在滾子熱處理后進行倒角的磨削加工。設計的滾子加工工藝流程為:車削加工→軟磨端面→淬火→粗磨滾動面1→粗磨端面1→酸洗→竄軟點檢查→探傷→附加回火→粗磨滾動面2→粗磨端面2→修磨倒角→細磨滾動面→終磨端面→終磨滾動面→精磨端面→超精滾動面。
利用M8804K(溝道磨床)機床,采用切入式磨削(將砂輪修整成與倒角形狀一致)或擺頭法進行漸次加工,單粒磨削,并采用專用支承,利用磁極吸附端面,對滾子倒角進行磨削,如圖2所示。采用3mm厚粒度為80~100目的混合剛玉砂輪;磨削量不大于0.2 mm;砂輪修整方式為對稱中心開槽方法;采用L形尼龍(聚酰胺)支撐,寬度選取為滾子長度的0.3~0.5倍,對于加工小尺寸滾子,由于空間有限,選用一體式支承;砂輪轉動中心與倒角圓弧中心必須重合,以保證倒角圓弧R(0.9~0.95) mm的成形輪廓。
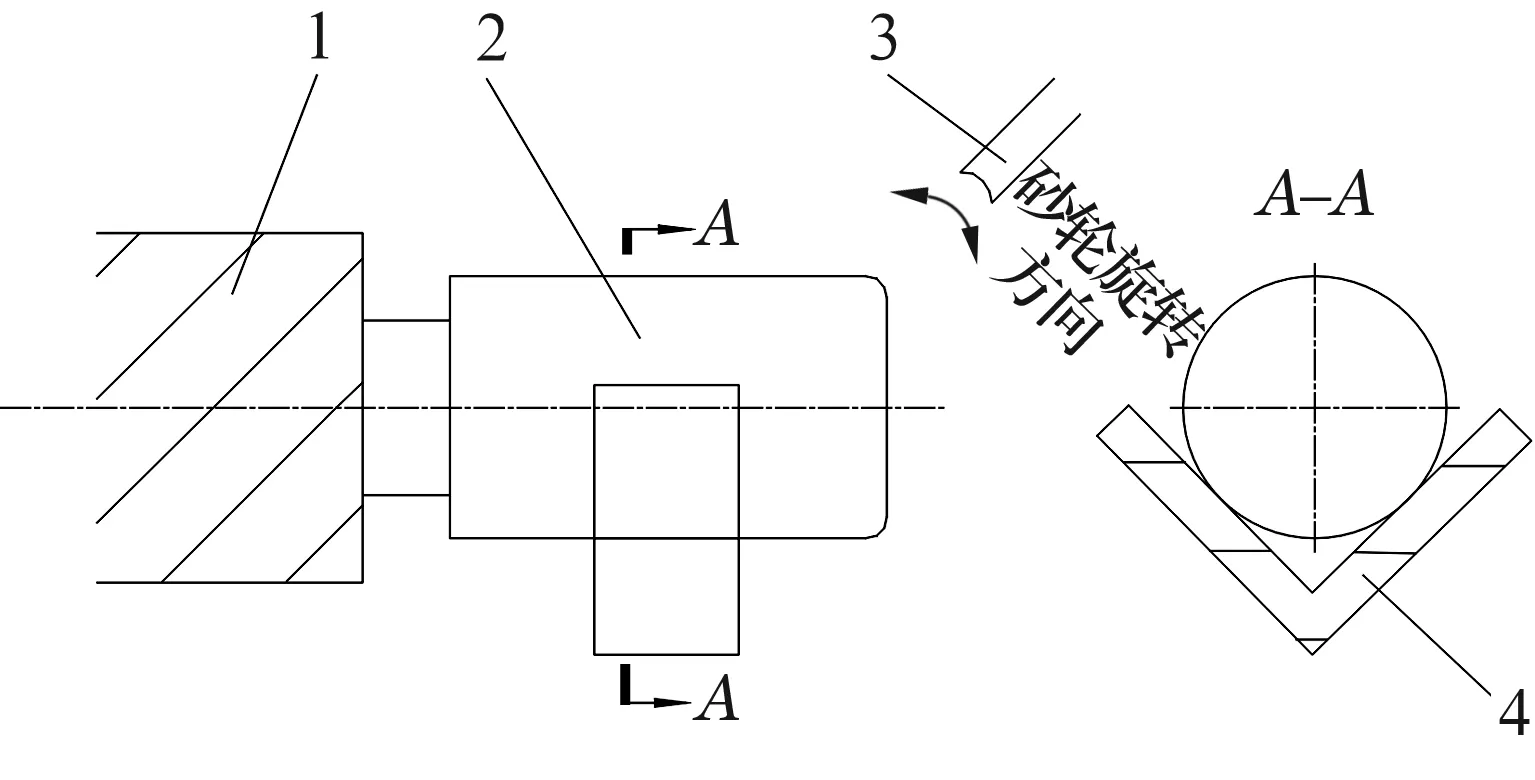
1—M8804K機床主軸;2—滾子;3—砂輪;4—L形支承
3 檢測
采用Taylor輪廓儀和Taylor粗糙度儀對倒角坐標尺寸和表面粗糙度進行檢測。本次試制首次測量了倒角圓弧對基準中心圓的跳動,在C742圓柱滾子端面側擺測量儀上加裝磁力表架,表尖處于圓弧倒角中心線與水平線成45°夾角的方向,滾子在壓輪帶動下勻速旋轉一周,千分表上顯示數值即為倒角圓弧對基準中心圓跳動。
工藝改進前、后檢測數據對比見表1。由表1可知,改進后滾子各項指標均達到產品設計要求。

表1 滾子倒角加工工藝改進前、后檢測數據對比
4 結束語
對于高精度圓柱滾子軸承滾子倒角的加工,增加磨削工序,可以更加有效地保證滾子倒角的尺寸和幾何精度,對于提高圓柱滾子軸承的精度和使用壽命非常有益。但是由于其加工方式為單粒切入磨削加工,加工效率不高,加工范圍為Φ20×20 mm之內的圓柱滾子。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
