Ni/Ti中間層部分瞬間液相法連接C/C復合材料和GH3044①
2012-07-09 09:12:20張書美李克智宋忻睿郭領軍
固體火箭技術 2012年3期
張書美,李克智,王 杰,宋忻睿,郭領軍
(西北工業大學炭/炭復合材料工程技術研究中心,西安 710072)
Ni/Ti中間層部分瞬間液相法連接C/C復合材料和GH3044①
張書美,李克智,王 杰,宋忻睿,郭領軍
(西北工業大學炭/炭復合材料工程技術研究中心,西安 710072)
采用Ni/Ti中間層,部分瞬間液相法(Partial Transient Liquid-Phase,簡稱PTLP)連接C/C復合材料和GH3044,通過SEM+EDS對接頭的微觀結構和元素分布進行了表征,并分析了接頭形成機理。研究表明,這種方法可實現C/C復合材料與中間層、中間層與GH3044界面處的良好結合;所得接頭截面為GH3044/擴散層/殘余Ni層/Ni-Ti金屬間化合物層/炭化物反應層/C/C復合材料;隨保溫時間的延長,接頭中金屬間化合物Ni3Ti不斷生長,同時兩側的Ni、NiTi被逐漸消耗。另外,因為C/C復合材料和GH3044的熱膨脹系數(Coefficient of Thermal Expansion,CTE)差別很大,所以冷卻過程中產生了較大的熱應力,導致C/C復合材料/中間層界面附近出現了大尺寸裂紋,使接頭性能下降,其剪切強度僅有9.78 MPa。
部分瞬間液相(PTLP)連接;C/C復合材料;GH3044;形成機理;熱應力
0 引言
C/C復合材料是一種有潛力的高溫結構材料,已成功用于航空航天領域,如火箭發動機尾噴管、喉襯、航天飛機的機翼前緣、飛機剎車盤等[1-4]。當C/C復合材料被用作固體火箭噴管、喉襯等熱端部件時,不僅C/C復合材料自身要承受2 000℃以上的高溫,通過熱傳導等作用,要求其周圍的材料也要具有良好的高溫性能[5]。目前,高溫合金被廣泛用于航空航天發動機領域,而鎳基高溫合金在整個高溫合金領域又占有特殊的地位,被譽為發動機的“心臟”[6]。因此,實現C/C復合材料與鎳基高溫合金的有效連接,有利于部件之間的組裝,具有重要的實際意義。然而,C/C復合材料與鎳基高溫合金的物理化學相容性差,導致它們之間的連接非常困難,這一問題已成為各國科學家的研究重點。
目前,主要的連接方法有固相擴散法、釬焊、過渡液相法。由瞬間液相法衍生出的部分瞬間液相法,綜合了釬焊和固相擴散法兩者的優點,在較低溫度下金屬之間能形成共晶或其他低熔點液相,并潤濕連接面,然后通過溶質原子的擴散發生等溫凝固,從而形成焊接接頭[7]。目前,研究較多的體系有 Ni-Ti、Cu-Ti,這些體系中所生成的瞬間液相富含活性成分Ti,又因為Ti能和SiC、Si3N4、炭材料等反應而形成化學結合,所以在陶瓷/金屬連接中被用作中間層材料[8-12]。這些方面的研究還不是很充分,特別是CTE差別較大的炭材料(α=1~2×10-6/K)和鎳基高溫合金(α =12~16×10-6/K)之間的連接,還需進一步的數據積累和理論探索。
1 實驗
由Ni-Ti二元相圖(圖 1)可知,在焊接溫度(>942℃)下,Ni/Ti之間會形成低熔點瞬間液相[13];如果Ti箔完全溶解,則產生的瞬間液相可潤濕C/C復合材料,并與之反應而形成化學結合;通過固相擴散,Ni箔和GH3044之間形成擴散結合。因此,本文采用C/C 復合材料/Ti(30 μm)/Ni(120 μm)/GH3044 復合結構進行連接實驗,研究了保溫時間對接頭組織結構的影響,探討了接頭形成機理。
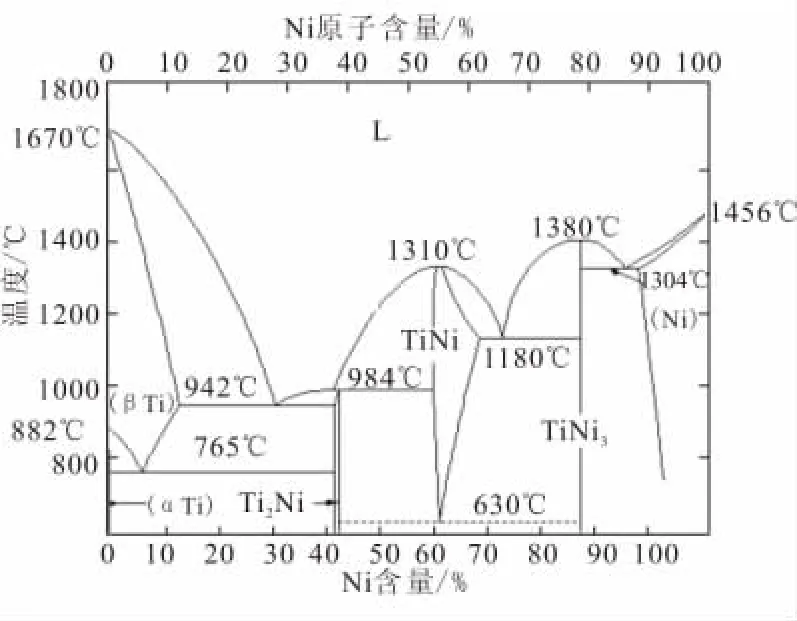
圖1 Ni-Ti二元相圖Fig.1 Phase diagram of Ni-Ti binary system
實驗所用的C/C復合材料是西北工業大學C/C復合材料技術研究中心制備的2D C/C復合材料,密度為1.65~1.70 g/cm3,平行方向的平均剪切強度為24.81 MPa,垂直方向的平均剪切強度為96.30 MPa;鎳基高溫合金為GH3044;中間層材料Ni箔、Ti箔的厚度均為30 μm。試樣尺寸為15 mm×10 mm×4 mm,用砂紙對15 mm×10 mm的連接面進行打磨,并用無水酒精超聲清洗。然后在干燥箱中烘干備用。如圖2所示,將裝配好的試樣放在石墨夾具里,然后,在ZRY-55真空熱壓爐中進行連接實驗。根據上述分析,將實驗過程分成兩個階段(如圖3所示):一是低溫固相擴散連接,在較低溫度下保溫一段時間,希望通過固相擴散實現金屬界面間的連接;二是高溫PTLP連接,在較高溫度(>942℃)下,期望通過中間層局部形成瞬間液相,以實現C/C復合材料與中間層之間的連接。
連接接頭的力學性能測試采用了與文獻[14]相似的模具,在CMT5304-30kN萬能試驗機上進行室溫剪切強度測試,加載速率為0.5 mm/min。通過JSM6360掃描電鏡觀察分析所得接頭的截面組織結構和元素分布,并探討了接頭形成機理。
2 結果與討論
2.1 接頭的SEM形貌
圖4為在連接溫度為1 030℃、保溫時間為30 min、連接壓力為4.5 MPa的條件下所得接頭的微觀結構圖。從圖4(a)可看出,連接過程中所生成的Ni-Ti瞬間液相能很好地潤濕C/C復合材料,并與其發生反應形成化學結合(在局部放大圖中,靠近C/C復合材料處有1層很薄的反應層)。從靠近C/C復合材料/中間層界面附近的放大圖可看出,該區域生成了多種新物質。表1為A區、B區和C區的EDS分析結果。從表1中可看出,3種物質中均含有少量的C,且A區和B區中Ni∶Ti原子含量之比分別為1.04∶1、2.84∶1;結合 Ni-Ti相圖(圖1)可知,所生成的物質A、B分別為NiTi和Ni3Ti金屬間化合物;C區含有大量的Ni,即為殘余Ni層。另外,中間層和GH3044之間并無明顯的界面,即通過固相擴散實現了兩者之間的緊密結合。可見,Ni/Ti中間層PTLP連接C/C復合材料和GH3044,可實現C/C復合材料與中間層、中間層與GH3044的界面結合。
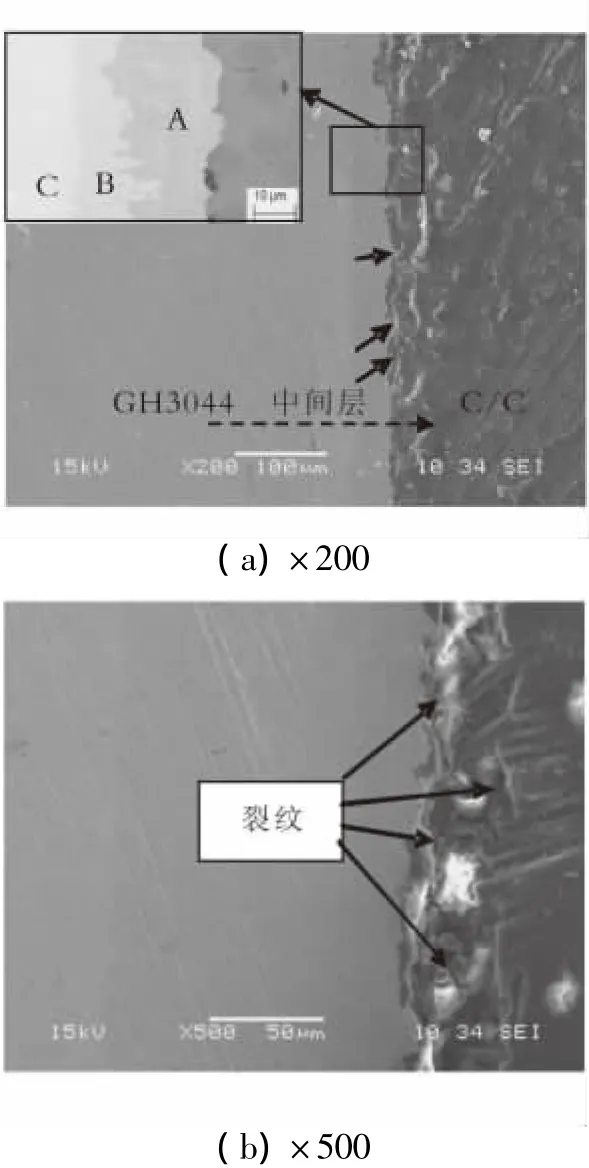
圖4 在1 030℃、連接壓力4.5 MPa、保溫時間30 min下所得接頭截面的SEM圖Fig.4 SEM images of joints obtained at 1 030 ℃ for 30 min under 4.5 MPa pressure
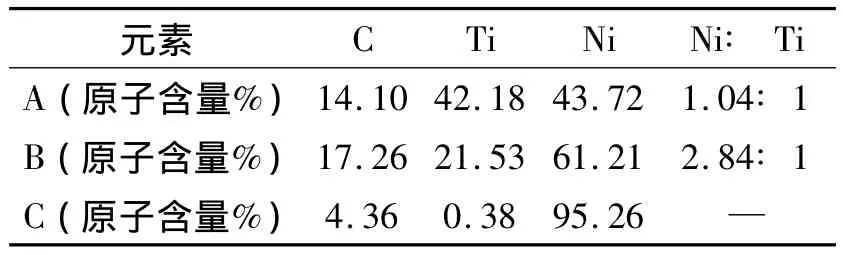
表1 A區、B區和C區的EDS分析結果Table 1 Element scanning results of A region,B region and C region
但從圖4(b)可看出,C/C復合材料/中間層界面附近出現了大尺寸裂紋,該區域是接頭的薄弱區,如表2所示。斷裂發生在該薄弱區,且接頭的剪切強度也不高,僅有9.78 MPa。分析認為,由于C/C復合材料與中間層及GH3044的CTE差別較大,所以冷卻過程中產生了較大的熱應力,又因為C/C復合材料和界面反應產物的彈塑性差,從而導致裂紋的萌生和擴展,嚴重時接頭會直接開裂。因此,還需進一步地研究來緩解連接過程中所產生的熱應力,以提高接頭的性能。
表2 實驗結果統計Table 2 The results of obtained joints under experimental conditions
2.2 保溫時間對接頭微觀結構的影響
圖5為不同保溫時間下所得接頭截面的元素線掃描圖譜,掃描路徑跨越整個中間層,如圖4(a)中虛線箭頭所示。
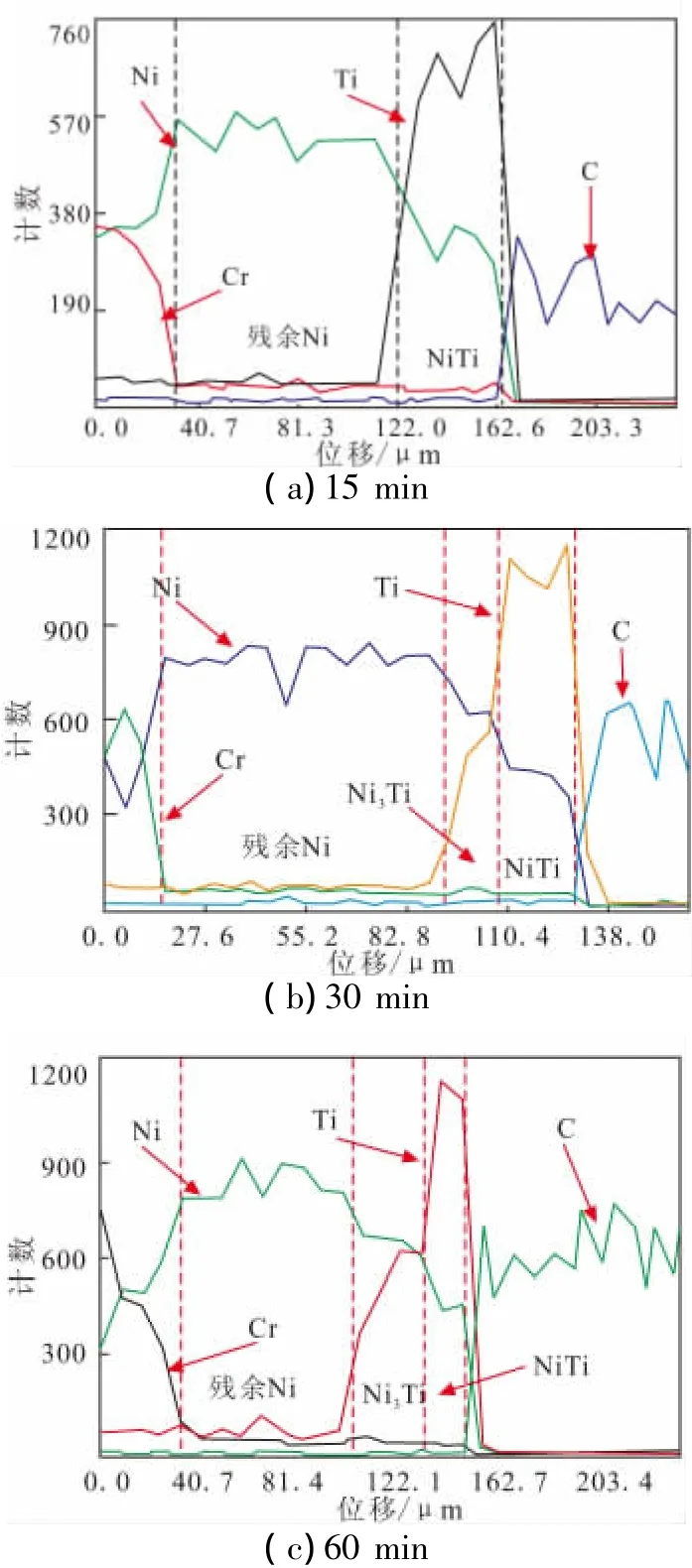
圖5 不同保溫時間下所得接頭截面的元素線掃描圖譜Fig.5 Element line scanning patterns of joints under different holding times
結合圖4的分析結果,從圖5可看出,接頭截面微觀結構相似,均為GH3044/擴散層/殘余Ni層/Ni-Ti金屬間化合物層/炭化物反應層/C/C復合材料。從虛線所標記的區域可發現,改變連接工藝參數,接頭的微觀結構也不斷變化。圖6為不同保溫時間下接頭中殘余Ni層、Ni3Ti、NiTi厚度的變化曲線。
結合圖5和圖6可知,隨保溫時間的延長,通過固相擴散反應,接頭的微觀組織結構在不斷演變。當保溫時間為15 min時,Ni-Ti金屬間化合物只含有NiTi,殘余的Ni層較厚;當保溫時間延長至30 min時,在Ni和NiTi之間出現了Ni3Ti,同時Ni、NiTi被消耗;進一步延長保溫時間,Ni3Ti層的厚度增加;當保溫時間足夠長時,理論分析認為,NiTi會被完全消耗,而轉化成Ni3Ti。Chen Zheng 等[13]研究表明,NiTi轉化為 Ni3Ti有利于提高接頭的高溫性能,但這一過程屬于固相反應,反應受到擴散速率的限制,需很長的保溫時間。因此,在實際應用過程中,要根據需要選擇合適的保溫時間。

圖6 不同保溫時間下接頭中殘余Ni層、Ni3Ti、NiTi厚度的變化(1 030℃、4.5 MPa)Fig.6 Thickness changes of residual Ni,Ni3Ti,NiTi under different temperature-holding times
2.3 接頭形成機理
通過以上分析并結合Ni-Ti相圖可知,Ni/Ti中間層PTLP連接C/C復合材料和GH3044的過程可分成5個階段[7]:低溫固相擴散、液相的形成與成分均勻化、等溫凝固、固相擴散反應、冷卻過程,如圖7所示。圖7中,a-最初狀態;b-固相接觸擴散;c-開始形成共晶液相;d-鈦箔完全熔化;e-液相成分均勻化;f-等溫凝固;g-固相擴散反應;h-冷卻過程。
(1)接觸擴散。在共晶溫度以下(<942℃),CC/Ti、Ti/Ni、Ni/Ni、Ni/GH3044 界面處存在固相接觸擴散,擴散速率受到多種因素的影響,如表面狀態、壓力等。首先,要對連接材料的表面進行處理,如去除油污和表面氧化膜、表面活性處理等;其次,要施加適當的壓力,以保證材料界面之間的良好接觸。與液相擴散相比,盡管固相擴散非常緩慢,但仍可為共晶液相的形成做準備。
(2)液相的形成與成分均勻化。當溫度升至Ni-Ti共晶溫度時,Ni/Ti界面處開始形成低熔點瞬間液相;液相的出現加速了元素的擴散,Ti和Ni迅速熔入液相;當Ti完全被消耗后,所產生的液相就會潤濕C/C復合材料并與其反應,如圖4(a)所示。隨著溫度的進一步升高,Ni繼續熔入液相,并在濃度梯度的作用下向C/C復合材料方向擴散,使液相成分均勻。
實際上,瞬間液相的出現有利于C/C復合材料與中間層界面結合的形成:一方面,所產生的液相能潤濕C/C復合材料,并與之反應,在適當壓力作用下,少量的液相也會進入C/C復合材料空隙中形成釘扎作用;另一方面,從反應動力學角度考慮,液相中元素的擴散極快,有利于反應的進行,從而縮短連接時間。
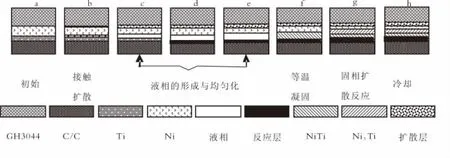
圖7 接頭形成過程的示意圖Fig.7 Schematic diagram of the formation of joints
(3)等溫凝固。由Ti-Ni二元相圖知,Ni的繼續溶入會使液相成分的液相點升高,導致高熔點固相的析出;結合實驗結果可知,1 030℃下等溫凝固會析出NiTi,隨時間的延長,固相NiTi不斷析出,液相會全部消失。所析出固相的熔點比連接溫度高,故所獲得的接頭高溫性能良好,這是部分瞬間液相法的優點之一。
(4)固相擴散反應。液相完全等溫凝固后,所析出的NiTi不穩定,可進一步保溫,通過固相擴散反應使NiTi轉化為更穩定的Ni3Ti。但該反應受到擴散速率的限制,需很長的保溫時間。
(5)冷卻過程。由于C/C復合材料與中間層及GH3044的CTE差別較大,冷卻過程中會產生熱應力。在較高溫度下,母材和中間層材料的塑性好,可通過蠕變、滑移等機制及時地釋放熱應力,達到減小熱應力的目的;隨著溫度的降低,母材和中間層材料的強度和硬度增加,釋放熱應力的能力下降,導致C/C復合材料/中間層界面附近出現了大尺寸裂紋(圖4(b))。可見,適當地降低冷卻速率,可減小熱應力對接頭的性能的影響[9],這是因為緩慢冷卻能保證熱應力得到充分地松弛或轉移。
3 結論
(1)采用Ni/Ti中間層,PTLP連接C/C復合材料和GH3044,可實現C/C復合材料與中間層、中間層與GH3044之間的界面結合;所得接頭截面為GH3044/擴散層/殘余Ni層/Ni-Ti金屬間化合物層/炭化物反應層/C/C復合材料;隨著保溫時間的延長,NiTi和Ni之間的Ni3Ti不斷生長,同時Ni、NiTi被逐漸消耗。
(2)由于C/C復合材料與中間層及GH3044的CTE差別較大,冷卻過程中接頭內部產生較大的熱應力,導致C/C復合材料/中間層界面附近出現大尺寸裂紋,使接頭性能下降,其剪切強度僅有9.78 MPa。
[1]李賀軍,羅瑞盈,楊崢.炭/炭復合材料在航空領域的應用研究現狀[J].材料工程,1997(8):8-10.
[2]Lan Feng-tao,Li Ke-zhi,Li He-jun,et al.Vitreous joining of SiC-coated carbon/carbon composites[J].Materials Letters,2008,62:2347-2350.
[3]林曉秋,李克智,李賀軍,等.表面改性C/C復合材料與LAS玻璃陶瓷的連接[J].航空學報,2009,30(2):380-384.
[4]強琪,李克智,高全明,等.炭納米管增強YAST微晶玻璃連接 C/C復合材料與 LAS陶瓷[J].固體火箭技術,2010,33(4):459-462.
[5]Li Ke-zhi,Shen Xue-tao,Li He-jun,et al.Ablation of the carbon/carbon composite nozzle-throats in a small solid rocket motor[J].Carbon,2011,49:1208-1215.
[6]周瑞發,韓雅芳,李樹索.高溫結構材料[M].北京:國防工業出版社,2004:91-115.
[7]鄒家生.材料連接原理與工藝[M].哈爾濱:哈爾濱工業出版社,2005:362-367.
[8]Li Jing-long,Xiong J T,Zhang F S.Transient liquid-phase diffusion bonding of two-dimensional carbon-carbon composites to niobium alloy[J].Material Science and Engineering,2007,A84:698-700.
[9]秦優瓊.C/C復合材料與TC4釬焊接頭組織及性能研究[D].哈爾濱:哈爾濱工業大學,2007:37-68.
[10]Xiong Hua-ping,Mao Wei,Xie Yong-gui,et al.Brazing of SiC to a wrought nickel-based superalloy using CoFeNi(Si,B)CrTi filler metal[J].Materials Letters,2007,61(25):4662-4665.
[11]孫福.CMCs與金屬的焊接接頭設計與殘余應力分析[D].西安:西北工業大學,2007:1-10.
[12]鄒貴生,吳愛萍,任家烈,等.Ti/Ni/Ti復合層TLP擴散連接Si3N4陶瓷結合機理[J].清華大學學報(自然科學版),2001,41(4/5):51-54.
[13]Chen Zheng,Cao M S,Zhao Q Z,et al.Interfacial microstructure and strength of partial transient liquid-phase bonding of silicon nitride with Ti/Ni multi-interlayer[J].Materials Science and Engineering,2004,A380(1/2):394-401.
[14]席琛,李賀軍,李克智.W鎢酚醛樹脂連接炭/炭復合材料的工藝研究[J].炭素技術,2005,24(2):17-20.
PTLP bonding C/C composites to super-alloy GH3044 with Ni/Ti interlayer
ZHANG Shu-mei,LI Ke-zhi,WANG Jie,SONG Xin-rui,GUO Ling-jun
(C/C Composites Technology Research Center,Northwestern Polytechnical University,Xi'an 710072,China)
C/C composites can be jointed to super-alloy GH3044 with Ni/Ti interlayer by partial transient liquid-phase(PTLP)bonding under vacuum.Microstructures and element distribution were characterized by SEM and EDS.Interfacial structure of Ni/GH3044 diffusion layer+residual Ni layer+Ni-Ti intermetalics+reaction layer was formed under experimental conditions.With the increase of holding time,Ni3Ti intermetalic layer between NiTi and Ni gradually grew,while NiTi and Ni were consumed.However,large-size cracks were observed near the C/C composite/interlyer interface,resulting in unsatisfactory performance of obtained joints,with the shear strength of only 9.78 MPa.
PTLP bonding;C/C composites;GH3044;formation mechanism;thermal stress
TB332
A
1006-2793(2012)03-0414-05
2012-01-16;
2012-03-12。
自然科學基金(50832004)和航天支撐技術基金。
張書美(1985—),女,碩士生,研究方向為異種材料連接。E-mail:zhangfumei2006@126.com
(編輯:薛永利)
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
當代陜西(2020年13期)2020-08-24 08:22:02
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04