在數控銑床加工中二次裝夾找正工件的技巧
2012-07-05 06:06:28劉大維
科技傳播 2012年12期
劉大維
廣東技術師范學院,廣東 廣州 510635
在數控銑床的操作過程中往往會出現零件內部結構位置移動、尺寸精度不滿足設計要求等等問題,經過總結發現這往往是二次裝夾找正精度不高造成的,普通的對刀儀器不能直接接觸到精基準面,而且操作也相對煩瑣,往往浪費時間但精度卻不能保證。二次裝夾找正工件相對一次裝夾找正要難很多,因為這時對刀面是精基準面而非粗基準面,究其原因,首要解決的問題就是準確選取精基準來找正。
1 二次裝夾找正選取精基準常用的方法
在數控銑床上加工方形工件,使用平口虎鉗裝夾工件。
1.1 墊塊法
此方法需要使用標準墊塊等輔助工具平移出精基準面。在對刀儀和工件之間放入標準墊塊(如圖1所示),在主軸上裝上光電尋邊器,低速旋轉主軸,光電尋邊器直接碰左右側墊塊,將刀具移到工件X方向中間點,同理可測得Y方向中間點。墊塊與工件的接觸縫隙存在二次誤差,所以這種找正精度不高。
1.2 杠桿百分表法
把杠桿百分表吸在主軸上,讓百分表處于接近水平位置(如圖2所示),將百分表下降至要校正的精基準面,通過手輪移動工作臺X軸方向,同時手動轉動主軸,使百分表壓到精基準面并呈現出最大值,調節X方向,使百分表壓表1~2圈再調零,同時將X軸相對坐標值清零。通過手輪移動百分表至工件X方向另一側,下降百分表至精基準 面,同理操作使百分表壓表最大值讀數與在工件左邊的讀數一致,壓表1~2圈后讀數都為零,這時記下坐標值Xo。抬起主軸,找正到工件X軸方向中間點:X=Xo/2,同理找正Y軸方向。
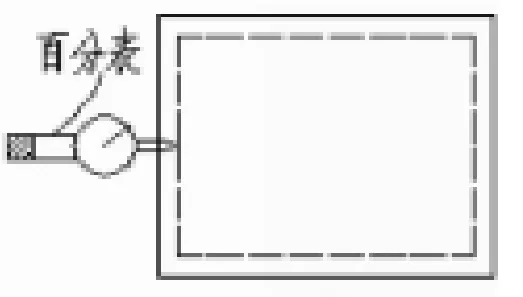
圖2
2 二次裝夾找正技巧
如圖3所示,此圖要求雙面加工,并且加工兩個通孔,孔的坐標位置偏差都在正負兩個絲以內。加工坯料的大小為150mm×80mm×40mm,材料為45#鋼,使用的設備為江蘇南通數控銑床V600。如果使用墊塊找正精度不高,如果使用杠杠百分表法就增加拆刀和裝百分表的時間,操作也繁瑣,而且讀取Y軸負方向精基準面時百分表離開視線較遠不好讀數。通過多次實踐加工,本人總結出一種二次裝夾找正選取精基準的方法,稱為“試切粗基準法”,它是在試切法的基礎上延伸出來的一種新方法,使粗精準在試切后轉變為輔助精基準,這種方法可以減少一次換刀時間(直接用精加工第一面的刀具試切找正二次裝夾面),減少大量的輔助時間,并且誤差完全可以控制在2個絲以內。
仔細研究圖紙,頂面的凸臺的高度是10mm,周邊輪廓表面的高度為28mm,考慮一次性加工周邊28mm高度的輪廓,先加工A面,將工件裝夾突出虎鉗一定的距離(考慮夾緊力不可突出太多,大于加工刀具直徑4mm~5mm即可,如選用直徑為16mm的刀具加工可突出20mm,如圖4所示),在虎鉗上方精加工28mm高的周邊輪廓面后,將直徑16mm刀具下降到低于工件處,試切相鄰兩邊,背吃刀量為ap(可小于周邊輪廓表面余量1mm),防止刀具切到虎鉗,兩個相鄰邊切削長度都為8mm,將加工出來的兩個相鄰面作為二次裝夾找正的精基準面,也是所謂輔助精基準面。

圖3

圖4
加工完A面以后,將工件翻面裝在虎鉗上,將輔助精基準面處在靠近操作者的地方,方便觀看對刀找正。低速旋轉主軸,移動工作臺和主軸,讓刀具快速移動到靠近工件左側,距離輔助精基準面有一定安全距離的位置,然后降低速度移動至接近輔助精基準面,靠近工件時改用微調操作(一般用0.01mm來靠近),讓刀具慢慢接近工件左側對刀面,使刀具恰好接觸到工件左側表面(觀察,聽切削聲音,只要發出摩擦的聲音即表示刀具接觸到工件),再回退0.01mm,將機床相對坐標系中顯示的X坐標值清零。抬刀至工件表面以上,將刀具移動到相對坐標系中顯示的X坐標值為(刀具半徑+工件長度中間值+工件單邊余量-背吃刀量ap),此時刀具移動到工件X方向中間點。同理可測得工件Y方向中間點,至此完成二次裝夾找正操作。
綜上所述,在機械制造業中,加工零件的找正方法、找正的儀器有很多種,有較先進的,也有較傳統的,不論采用哪種找正方法,找正目的均是一致的——使機床明確刀具與工件的相對位置,即使每把刀的加工原點與編程原點重合。在加工過程中,我們也應該根據具體的實際零件、具體的條件,合理的選擇正確操作方法,采用在實際操作中保證精度、方便、快捷地選用二次裝夾找正精基準的方法。
[1]黃素品.數控機床的對刀原理及常用操作.廣西機電工程學校[J].廣西:裝備制造技術,2007(7).
[2]周建穎.反面、二次裝夾的精準對刀方法初探[J].職業與教育,2008,8.
[3]王建平,黃登紅.數控加工中的對刀方法[J].工程技術,2005,39.
