3MZ3210外溝精研機改造
2012-06-11 01:55:24石圣娟李洪君欒佳園
哈爾濱軸承 2012年3期
石圣娟,李洪君,欒佳園
(1.哈爾濱軸承集團公司 小型圓錐軸承分廠,黑龍江 哈爾濱 150036;2.哈爾濱軸承集團公司 南直軸承分廠,黑龍江哈爾濱 150036;3.哈爾濱軸承集團公司 精密軸承分公司,黑龍江 哈爾濱 150036)
1 前言
隨著工業發展和科技進步,機械制造業對軸承質量的要求越來越高。為盡快跟上市場要求,軸承企業必須持續開發更具備競爭力的產品。就軸承企業而言,利用現有的設備擴大加工范圍和品種,以3MZ3210為例,將改造的設想及改造過程和大家分享,共同討論觀點與做法。
2 磨加工工藝的改進
調心滾子軸承由內圈、外圈、車制實體黃銅保持架及兩列對稱型圓柱滾子組成,主要應用于能源、交通、礦山、建筑等各行業的機電設備上。因為磨滾道加工是調心滾子軸承滾道加工的最后一道工序,而滾道是軸承的工作表面,所以顯得尤為重要。調心滾子軸承外圈原工藝過程:①磨平面→②粗磨外徑→③細磨外徑→④終磨外溝→⑤修磨外徑。
一般調心滾子軸承內外圈都是用專業機床加工的,制做或外購這種專用設備費用較高,且需較長時間,經調研,我們決定對3MZ1410SA機床進行改造,進行滾道磨加工,然而改造后的機床加工出的產品外滾道圓弧面光度不理想。為滿足工藝要求,我們對工藝過程進行改進,將調心滾子軸承外滾道終磨加工后,增加一道精研工序,改進后的產品外圈工藝過程為:①磨平面→②粗磨外徑→③細磨外徑→④終磨外溝→⑤精研外滾道→⑥修磨外徑。改進后滾道的表面粗糙度有了很大的提高,由原來的Ra 0.63,提高到了Ra0.1。
3 設備改造
由于沒有適合生產調心滾子軸承外圈精研加工的設備,根據實際情況,對原有精研設備3MZ3210進行改造。
3MZ3210外溝道精研機,適合加工深溝球軸承,外圈加工范圍為:外徑:Ф47~100mm,深溝球軸承的特點是,軸承寬度窄,曲率大。而雙列調心滾子軸承的寬度是深溝球軸承的 2 倍,外徑也大于深溝球軸承許多,給產品加工帶來了一定的難度,因此對機床的加工部位進行了改造。深溝球軸承與調心滾子軸承外圈見圖 1、圖 2。

圖1 深溝球軸承
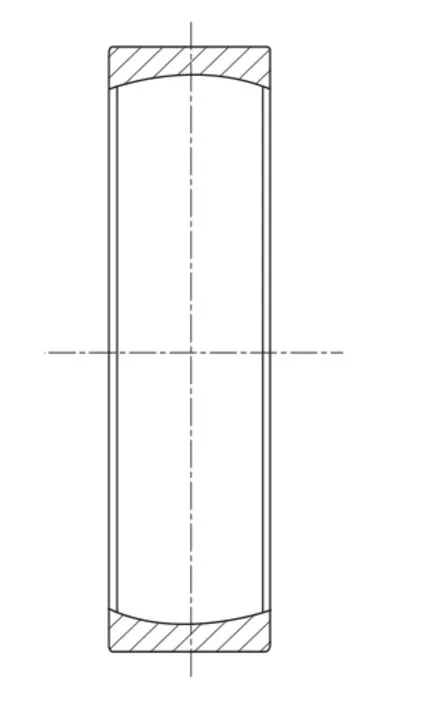
圖2 調心滾子軸承
3.1 油石進給機構和油石夾的改進
調心滾子軸承是雙列滾子軸承,外圈溝道形成了一個大的圓弧面(見圖 2)。此弧面的寬度比一般的深溝球軸承外圈溝道寬許多,已經超出了3MZ3210精研機床的加工范圍。所使用的油石寬度相對較大,給精研加工帶來了一定的難度。原有的油石夾體無法適應加工要求,將油石夾加長、加寬是唯一的解決方法。改造后油石夾子與改造前油石夾子擺角如圖 3所示。將油石裝在改造后的油石夾上(見圖 4),原有的擺動機構則無法擺動,經過分析發現只有將擺動機構(往復)上移,調小擺角時(如圖3所示α2>α1),才能加大油石的回轉半徑,滿足大半徑要求。只有增加油石擺動幅度、油石工作壓力,才能滿足調心滾子軸承外圈的加工要求。因為寬度超出加工范圍,必須加寬料道。

圖3 油石夾擺角示意圖

圖4 油石夾示意圖
3.2 壓輪機構的改造
調心滾子軸承的寬度為深溝球軸承的兩倍多,給軸承裝卡帶來了一定難度。我們在研究后,在壓輪底板外側鉆眼,將整個壓輪外移至合適的加工位置。
3.3 料道的改造
滾道寬度的加寬給自動上下料帶來了難度。為滿足加工要求,利用焊接技術,將料道底板適當加寬,并在相應位置鉆眼,將料道的外擋板安裝在外接板上。如圖 5 所示。

圖5 焊接前后示意圖
4 結束語
將實施技術改造后的3MZ3210精研磨床投產使用,在半年多的時間內,發現其運行可靠,產品加工精度達到工藝規定要求。此項改造節約了購買新機床的資金,改造后的機床可加工深溝球及調心滾子軸承,具有很強的實用性和推廣價值。