深溝球軸承內滾道測量儀改進
2012-06-11 01:55:24許曉霞李曉東
哈爾濱軸承 2012年3期
許曉霞,李曉東
(1.哈爾濱軸承集團公司 精密軸承分公司,黑龍江 哈爾濱150036;2. 哈爾濱軸承集團公司 通用軸承公司,黑龍江 哈爾濱150036)
1 前言
近幾年來,隨著軸承工業的不斷發展,各個行業所需軸承的質量要求越來越高,軸承的壽命及性能在軸承質量中的地位也越來越重要。為了適應這一發展的需要,必須對軸承檢測儀器作相應的改進。
2 D022儀器的工作原理和結構
D022 軸承內溝測量儀是以比較法測量的機械式檢測儀器,是軸承生產廠家大量使用的常規檢測儀器。
(1)測量項目:該儀器主要用于檢測軸承內溝直徑、單一徑向平面內內溝直徑變動量、溝位置、溝道對基準端面平行度等。
(2)測量范圍:溝徑在15mm~125mm;寬度小于等于60mm。
(3)D022軸承測量儀的主要結構:儀器的底座由鑄鐵制成,帶槽的鑄鐵板以鉸鏈固定在底架上,所有部件均裝置在鑄鐵板的槽中,并能做到前后調整;平板的上部帶支點的杠桿在彈簧的作用下與溝道靠緊,并將軸承內圈始終壓在支點上。在槽板下部有兩個滑槽,套圈溝道的球面定位支點通過螺紋與滑槽中的滑塊連接在一起,在槽板上面有杠桿的壓緊支點,促使套圈緊靠下面的兩個定位支點,通過儀表進行溝道直徑,溝擺和溝位置的測量,其結構和工作原理如圖 1 、圖2 所示。
3 存在問題
以6204產品為例,軸承成品在清洗后手感有70%不好,旋轉時有明顯的振感。經過長時間的調查分析,并對成品進行拆套檢查后發現,內套有嚴重的劃傷。我們對套圈生產過程中的每一個環節進行了排查,發現內圈在游隙分選過程中有劃傷的現象,即內溝道有明顯的劃傷。
經過反復分析,發現內圈分選儀器D022壓點和表點出現了問題,如圖 3 所示,D022測量儀器的壓點是一個半徑很大的曲面,表點是一個半徑很小的曲面,壓點和表點的曲面與溝道的曲面相差很多,使測量時表點和壓點對內滾道的單位壓力很大。更關鍵的是壓點與表點材質是硬質合金,它的硬度比軸承鋼高,所以用硬質合金壓點、表點測量溝道時一定會出現劃傷,而且這種劃傷是有深度的,如果用這樣的套圈合套,成品手感一定不好,將直接影響產品的質量。

圖1 D022儀器
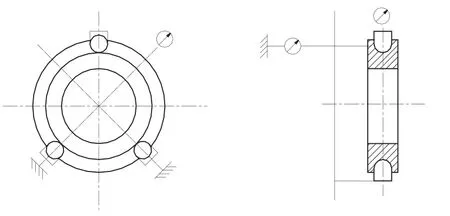
圖2 D022儀器測量原理圖
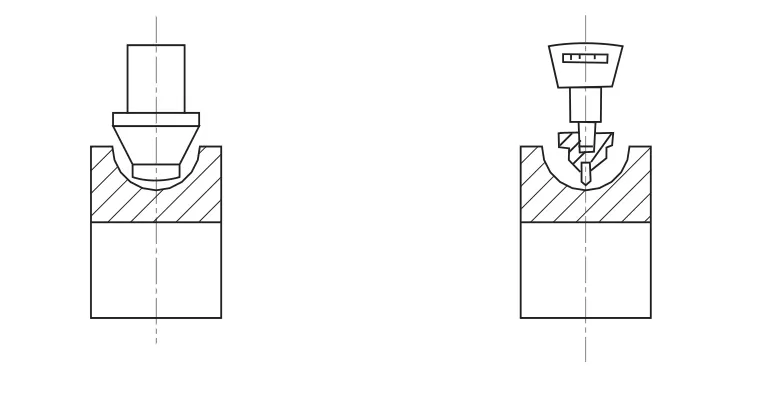
圖3 改進前的壓點和表點示意圖
4 解決問題
要想解決目前存在的問題,我們必須從測量儀器入手。
4.1 儀器壓點和表點的改進
軸承套圈在加工過程或裝配過程中會產生碰傷和劃傷。這里雖然有人為因素,也與工夾量具的使用不當有很大關系。如:工人在分選內套時由于生產任務重、個人的責任心差;裝配分選內圈尺寸所使用的儀器大部分是D022儀器,改進前由于原壓點和表點采用的是硬質合金壓點,在裝配分選過程中易造成溝道的劃傷,產生碰傷和劃傷的深度約為5μm~10μm,使軸承成品振動波動值大,產生異常聲音,造成了成品振動合格率低,達不到產品的出廠要求。人為因素在這里不作討論,主要討論測量儀器對產品質量的影響。
為了提高軸承質量,降低軸承振動值,我們對壓點及表點作了改進,即壓點采用對應型號的成品球壓點,表點也改為小于成品內圈溝曲率R的成品球表點,避免了點與面接觸的劃傷問題。改進后的壓點和表點示意圖如圖 4 所示。
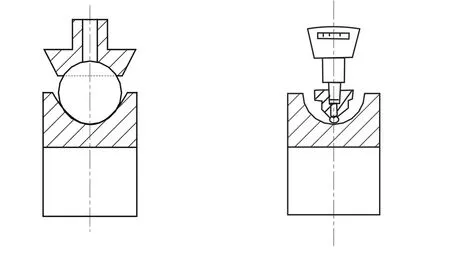
圖4 改進后的壓點和表點示意圖
4.2 改進后的效果
使用改進后的D022測量儀器表點分選出來的套圈,消除了劃傷。用這些套圈合出的成品,手感和振動都達到了理想的效果。現以6204產品為例,公司內控標準為41dB,分別抽取20件同一球差成品,改進壓點、表點前后振動值對比如圖5所示。
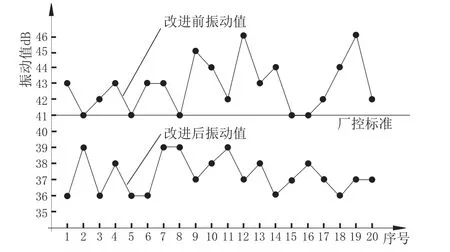
圖5 改進前后振動值的對比
5 結束語
從改進前后的測量結果來看,改進后的軸承振動值較改進前大大降低,且示值穩定,合格率達到100%,提高了軸承的質量;另外由于壓點采用了成品球,其在對表過程中找中心位置既方便又準確,分選效率高,不僅降低了成本,而且使使用者操作簡便,測量誤差小且穩定,極大地方便了儀表操作調整。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21