浪形保持架沖孔凹模加工工藝改進
2012-06-11 01:55:24周玉華宋明杰
哈爾濱軸承 2012年3期
周玉華,宋明杰
(哈爾濱軸承集團公司 工模裝制造分公司 ,黑龍江 哈爾濱150036)
1 前言
浪形保持架沖孔凹模的主要作用就是通過與沖孔凸模的精密配合,將保持架鉚釘孔加工成形。改進前主要存在的問題是凹模等分小孔精度不理想。中心和等分及孔自身精度要求都非常高,它的精度將直接影響保持架成品的質量。由于電極座和銅電極加工精度要求非常高,加工過程中還存在銅電極消耗情況,因此產品質量無法保證。針對上述情況,改進了原有工藝流程,解決了加工難題,保證了浪形保持架沖孔凹模的精度,從而保證了保持架的質量。
浪形保持架沖孔模凹模裝配圖如圖 1 所示,浪形保持架沖孔模凹模如圖 2 所示。
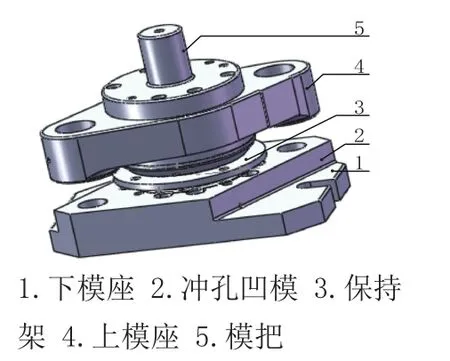
圖1 浪形保持架沖孔凹模裝配圖

圖2 浪形保持架沖孔凹模
2 改進前加工工藝
浪形保持架沖孔凹模改進前工藝如下。
(1) 備 料。
(2) 車 工:除Ra1.6表面留磨量外,其余全車好。兩端面留兩次磨量。
(3) 平 磨:磨平兩端面留精磨量0.4mm以上。
(4) 加工中心 :加工等分小孔留電打量0.25~0.30mm,在加工中心上鏜中心孔。
(5) 鉗 工:劃線,鉆孔,擴孔,攻絲,去毛刺,打字。
(6) 熱處理:淬火,回火58-60HRC,表面發藍(淬火前后需檢查工件實際情況)。
(7) 平 磨:磨平兩端面留0.15~0.2mm磨量。
(8) 鉗 工:清理等分小孔及螺孔(須清理干凈)。
(9) 電 打:上胎具電打好等分小孔。(電打前需檢查工件是否合格)。
(10) 等分磨:以小孔定位磨好導柱孔,對稱差不大于0.02mm。
(11) 徑 磨:以等分小孔找正,磨好外徑。
(12)平磨:磨好兩端面。
改進前主要存在的問題是等分小孔精度保證情況不理想,中心和等分及孔自身精度要求都非常高,因為其主要作用就是通過與凸模配合,將浪形保持架鉚釘孔加工好。它的精度將直接影響保持架的質量。由于是淬火后才能加工成品,以前都采用淬火前留磨量,淬火后再用電火花通過電極座上的銅電極將等分小孔加工好。存在的主要問題是對電極座自身的精度要求非常高,同時對銅電極的精度要求也很高,銅電極又非常細小,加工難度大,很難一次成型,同時要求電極座上的導柱孔與配合后的銅電極要求相互位置好,經過多次配合,很難將沖孔凹模等分孔全部加工合格。加工過程中還存在銅電極消耗情況,還要再配銅電極,加工周期自然會加長,質量也無法保證全部合格。為了解決上述問題,現將浪形保持架沖孔模凹模工藝進行如下改進。
3 改進后加工工藝
浪形保持架沖孔凹模改進后工藝如下。
(1) 備 料。
(2) 車 工:除Ra1.6表面留磨量外,其余全車好。兩端面留兩次磨量。
(3) 平 磨:磨平兩端面留精磨量0.4mm以上。
(4) 加工中心 :等分小孔定位,導柱孔留0.3~0.4磨量,在加工中心上鏜好中心孔。
(5) 鉗 工:劃線,鉆孔,擴孔,等分小孔留0.4~0.5mm切割量,攻絲,去毛刺,打字。
(6) 熱處理:淬火,回火,表面發藍(淬火前后需檢查工件實際情況)。
(7) 平 磨:磨平兩端面留0.15~0.2mm磨量。
(8) 鉗 工:清理等分小孔及螺孔(須清理干凈)。
(9) 等分磨:以小孔定位磨好導柱孔,對稱差不大于0.02mm。
(10)慢走絲:切割好等分小孔,以等分小孔及端面定位。
(11)徑 磨:以等分小孔找正磨好外徑。
(12)平 磨:磨好兩端面。
改進后主要是取消了電極座及銅電極的設計及加工,將原來由加工中心加工的等分小孔,現采用加工中心定位,由鉗工加工等分小孔,提高效率,節約成本。淬火后將等分磨工序調整到慢走絲前,這樣慢走絲可以通過內徑及導柱孔精確定位,加工好等分小孔,從根本上來保證產品質量。
4 結束語
通過這一設計及工藝改進,解決了生產實踐過程中遇到的難題。投入使用后,效果良好,我們將這一設計及工藝改進進行整理,今后還將繼續完善生產實踐中遇到的新問題。