彈簧外夾頭胎體結構的改進
2012-06-11 01:55:24李炳君劉麗敏
哈爾濱軸承 2012年3期
關鍵詞:結構
李炳君, 劉麗敏
(哈爾濱軸承集團公司 工模裝制造分公司,黑龍江 哈爾濱150036)
1 前言
在對軸承套圈進行車加工時,要使用彈簧夾頭夾緊套圈進行加工,彈簧夾頭胎體整體結構如圖1所示。此零件加工難度大,材料利用率低,加工周期長,使用時主要是前部錐面磨損,磨損后就整體報廢,造成了材料上的浪費,按當時的生產能力很難保證急需。如何縮短加工周期,降低成本,成為要解決的難題。

圖1 整體彈簧夾頭胎體
2 彈簧外夾頭的結構及工作原理
彈簧夾頭的前端是錐度為12°的錐面,后端為M48×1.5螺紋,使用時彈簧卡頭靠胎體使其夾緊軸承套圈,后面為引導而,使其夾緊時定心。由于套圈與前錐面長期磨擦,造成前錐面磨損嚴重而無法保證其正常工作,胎體就整體報廢扔掉,而其后部基本沒有消耗,所以比較浪費材料。
3 結構改進
經過反復分析研究,把其頭部和后部采用鑲嵌形式,孔部配合后采用螺釘固定結構,即將胎由一體改為兩體結構。根據其工作原理,對其材料應用及工藝做了相應的設計,頭部磨損大,所以采用GCr15材質,淬火61HRC-63HRC,尾部磨損小,可采用45號鋼,其材料價格低于GCr15,可節約資金,淬火42HRC~45HRC,把其配合軸與孔標準化,使其達到通用效果,任意互換。這樣既不改變其基本結構形式而且還能減少了消耗,后部可反復利用(如圖 3 所示)。為保證其原有的精度要求,設計其配合軸孔采用h6/H7配合,配合端面保證其垂直度在0.01以內,前端保證外徑和配合內孔同心 ,后端面垂直內孔,后部保證其配合軸與前端同心,端面垂直于配合軸,其前端按彈簧外夾頭需要設計(如圖 2 所示)。
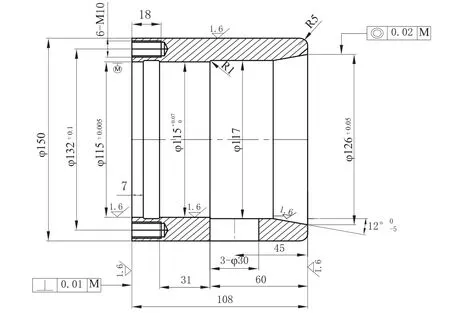
圖2 分體彈簧夾頭胎體(前端胎體頭)
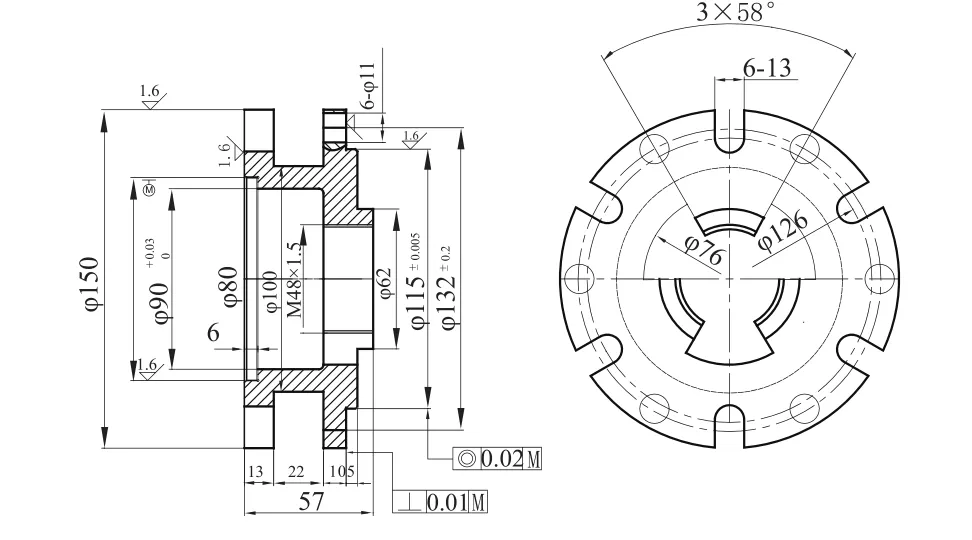
圖3 分體彈簧夾頭胎體(后端胎體座)
這樣改裝后,我們加工了一批產品,操作者反映其使用精度完全達到要求,安裝也很方便,只是后面安裝結構配合間隙過大,使用中有振動,我們采取了使用者的意見對其結構進行了進一步改進,重新進行了配合尺寸的改進,使其后端鑲嵌后為過盈,即在后端零件座前端加上一個止口,安裝時后端的臺階壓入止口中,用螺釘把住,其使用效果和原有效果一樣,進行這樣改進后,裝配后就沒有了松動問題,其裝配后和原有彈簧外夾頭胎體一樣,使用者對此十分滿意,改進達到了預期效果。
4 改進后效果分析
4.1 加工難易程度
原先一體結構因其總體長,材料去除量大,加工難度相對大,而改裝后分為二體,其加工相對容易。
4.2 材料利用
原結構為整體結構,采用GCr15,比改進后材材料價格要高,改進后前端為GCr15,后端為45號鋼相對價格低,而且后部可重復使用,只要加工一批后部就可以了,其節約材料上顯而易見。
4.3 經濟效益
原先加工一件整體式夾具胎體,其加工工期長,工時費用相對較高,而改為鑲嵌結構后只加工頭部,其工時費用和材料費用也相對降低,使夾具總體價格降低。
5 結束語
此類改進后彈簧外夾頭胎體經過幾年的應用,已形成了固定加工工藝,在使用中深受操作者歡迎。這種改進的方法可作為類似結構工裝改進及設計新工裝時的參考,使其既節省材料又易加工并縮短加工工期。通過對該胎體結構的改進,使我們認識到,只有在實踐中運用科學的方法,不斷探索,大膽想象,才能更好地服務于生產,為工廠的發展做出貢獻。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50