天鐵1750mm熱軋帶鋼減薄軋制試驗
2012-05-16 06:09:00趙麗萍
天津冶金 2012年6期
趙麗萍
(天津天鐵冶金集團(tuán)熱軋板有限公司,河北涉縣 056404)
天鐵1750mm熱軋帶鋼減薄軋制試驗
趙麗萍
(天津天鐵冶金集團(tuán)熱軋板有限公司,河北涉縣 056404)
通過天鐵熱軋1 750mm平整分卷機(jī)組減薄軋制試驗,施加一定的壓下量消除屈服平臺降低屈服極限值,改變帶鋼延伸率,使帶鋼厚度減薄0.2~0.3 mm,改善了鋼板的板形及性能,消除了局部的厚度超差、輕微輥印及疤坑等板卷原料缺陷,提高了產(chǎn)品質(zhì)量,提升了產(chǎn)品附加值及市場競爭力。
熱軋 帶鋼 平整 分卷 減薄 板形 清除 缺陷
1 引言
天鐵冶金集團(tuán)熱軋板公司1 750mm熱軋帶鋼平整分卷機(jī)組與主軋線在2007年同期建成投產(chǎn)。該機(jī)組采用先進(jìn)和實用的技術(shù)及設(shè)備,對溫度小于80℃的碳素鋼及低合金薄規(guī)格鋼板進(jìn)行平整,使鋼板具有良好的板形和較好的表面質(zhì)量,基本屬于冷軋帶鋼范疇。由于主軋線2.0mm以下薄規(guī)格鋼卷軋制水平不成熟,失去了部分訂單,根據(jù)平整分卷機(jī)組的功能及特點,決定通過減薄軋制試驗來拓展市場。
2 試驗方案
2.1 試軋目標(biāo)
將厚度為2.0mm鋼卷減薄軋制到1.8 mm。
2.2 試軋溫度
20~30℃。
2.3 原料卷基本參數(shù)
SPHC,2.0×1 250。
2.4 確定減薄軋制參數(shù)
根據(jù)理論計算結(jié)果并結(jié)合現(xiàn)場實際應(yīng)用情況,考慮鋼卷在線時間,提高軋制效率,最終擬定實際效果最佳板形控制的工藝參數(shù),實行兩道次軋制,第一道次軋制實現(xiàn)減薄,第二道次進(jìn)行正常平整改善板形,主要性能參數(shù)如表1所示。
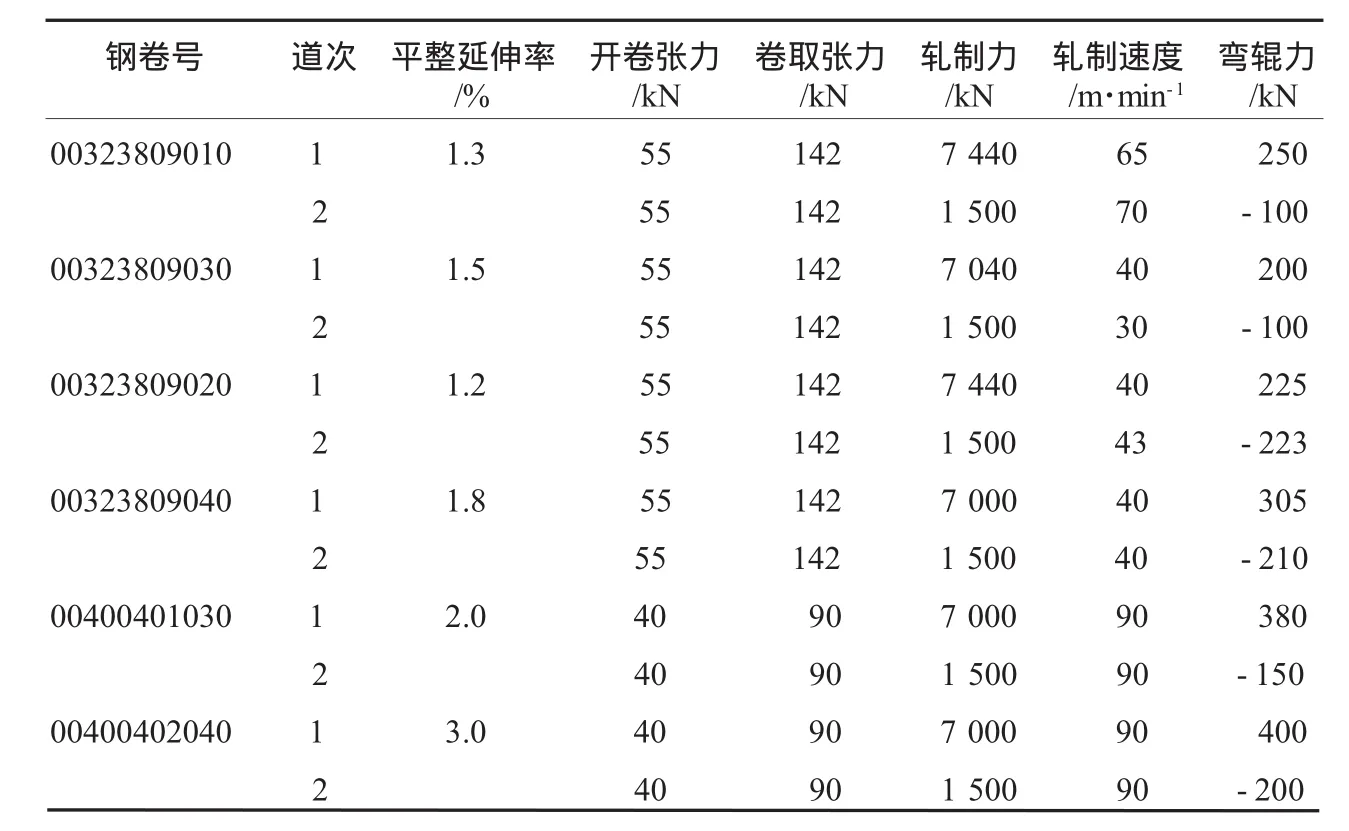
表1 軋制參數(shù)調(diào)整表
2.5 取樣要求
由于變形條件及溫度控制不完全一致,帶鋼在通長方向上的性能是有波動的,為保證帶鋼減薄軋制前后的性能具有可比較性,為此將取樣點選在每卷距頭尾各10~15 m范圍內(nèi)取樣2塊。
3 減薄軋制效果
3.1 減薄軋制厚度變化
首先,對原料卷進(jìn)行重卷模式下開卷,即不施加壓下量,對整個鋼卷進(jìn)行每隔10m通卷厚度測量,并在測量點做標(biāo)記。減薄生產(chǎn)時的每道次,分別對標(biāo)記點進(jìn)行厚度測量。
由表2可知,經(jīng)過減薄軋制,板卷厚度滿足目標(biāo)厚度的公差要求,實現(xiàn)帶鋼減薄。
3.2 減薄軋制力學(xué)性能變化
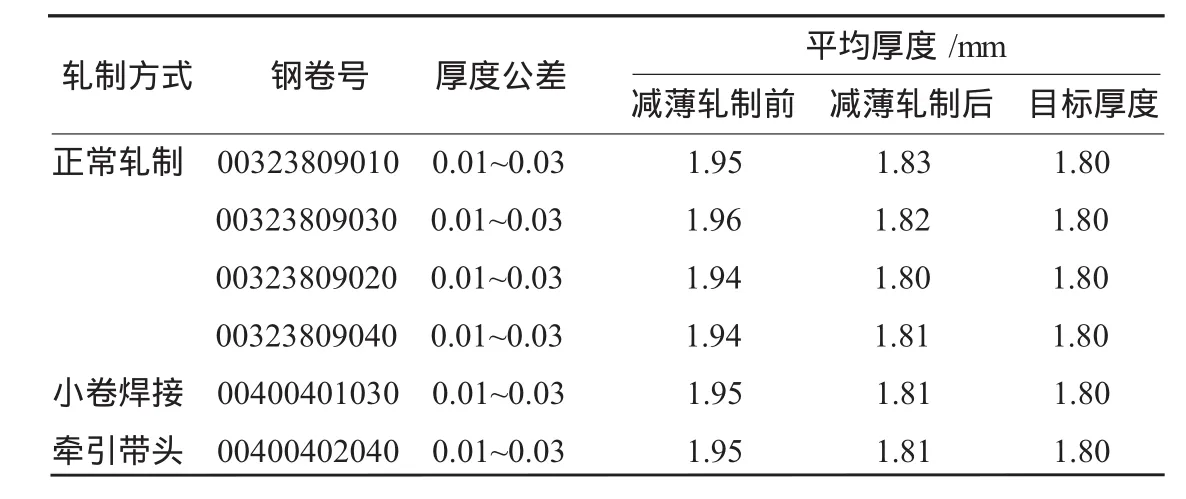
表2 減薄軋制后厚度變化值
將所截取試樣進(jìn)行拉伸試驗,測試其上屈服點Reh(MPa)、下屈服點Rel(MPa)、抗拉強(qiáng)度Rm、延伸率A,并計算減薄前后的屈服點差值、抗拉強(qiáng)度和延伸率的變化情況,具體結(jié)果如表3所示。
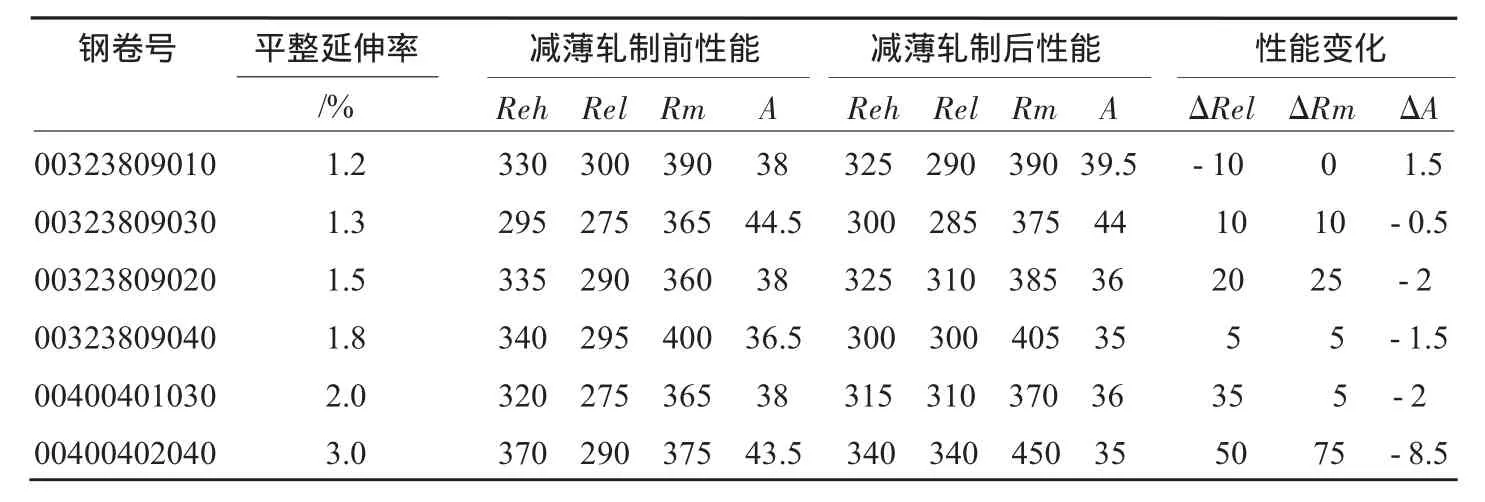
表3 減薄軋制前后力學(xué)性能對比表
由表3可知,經(jīng)過減薄軋制,板卷機(jī)械性能滿足目標(biāo)厚度的性能要求,通過一定的平整延伸率控制,使板卷性能得到一定的調(diào)控。當(dāng)平整延伸率控制在1.2%~3.0%時,帶鋼減薄后,上下屈服點波動范圍減小,基本可以消除屈服點伸長,帶鋼的抗拉強(qiáng)度略有增加,延伸率略有降低,幅度均不大。從實際生產(chǎn)過程中可以發(fā)現(xiàn),結(jié)合工藝參數(shù)調(diào)整,當(dāng)平整延伸率一定時,卷取張力越小,軋制力越大,帶鋼的屈服延伸越小,即越容易消除帶鋼的屈服延伸。
3.3 減薄軋制平直度變化
對原料卷進(jìn)行重卷模式下開卷,即不施加壓下量,對整個鋼卷進(jìn)行每隔10m通卷平直度測量,分板卷頭部、中部、尾部,細(xì)分傳動側(cè)、操作側(cè),并在測量點做標(biāo)記。減薄生產(chǎn)后的第二道次,分別對標(biāo)記點進(jìn)行平直度測量,結(jié)果見表4。
由表4可知,主軋線生產(chǎn)的低碳鋼薄規(guī)格鋼卷在平整前均存在不同程度的浪形,經(jīng)過減薄軋制,板面平直度較平整前有很明顯的減小,基本消除了浪形,帶鋼表面板形質(zhì)量光滑平直,完全滿足客戶對板形的質(zhì)量要求。
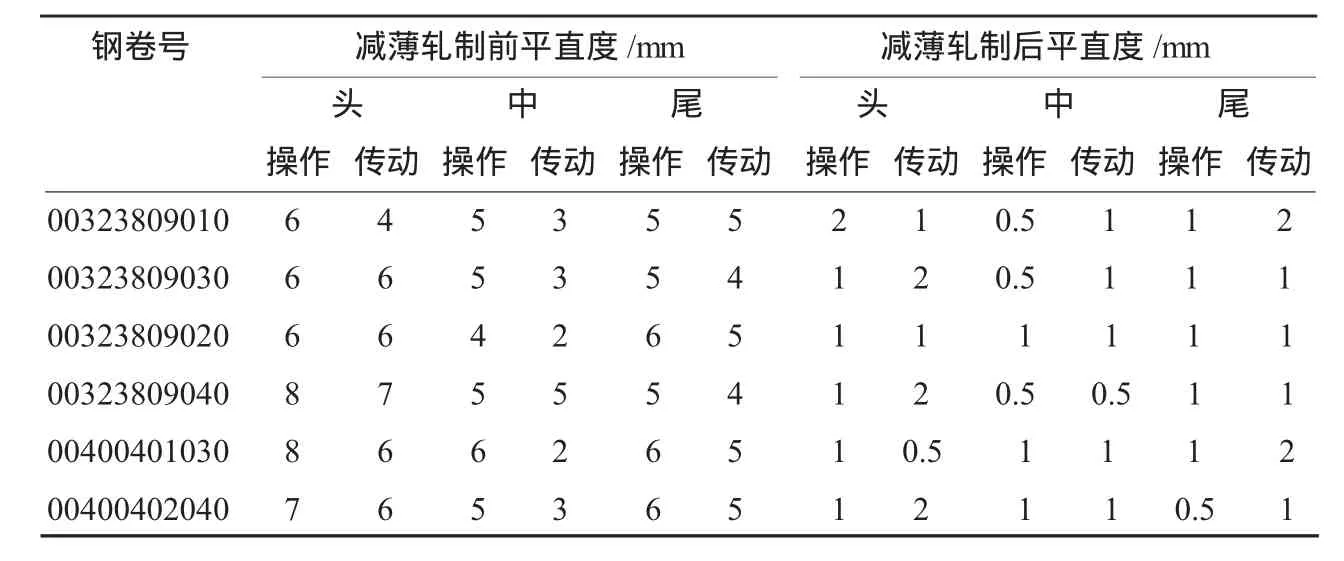
表4 減薄軋制前后平直度對比表
3.4 客戶對減薄軋制板卷信息反饋
減薄軋制鋼卷經(jīng)客戶開卷后表面質(zhì)量良好,經(jīng)酸洗后的性能反饋見表5。
由表5可知,經(jīng)過減薄軋制的板卷酸洗后,板卷機(jī)械性能完全滿足客戶性能要求,也說明了小張力大軋制力的平整橫延伸率控制模式使帶鋼的抗自然失效性較強(qiáng),從而使帶鋼的沿軋制方向的性能穩(wěn)定性得到保證,進(jìn)而保證了客戶進(jìn)行深加工的性能需求。
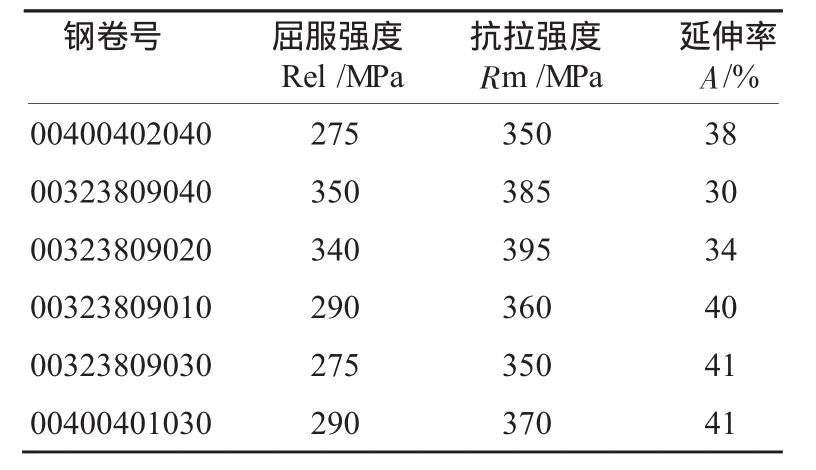
表5 力學(xué)性能檢驗結(jié)果
4 結(jié)束語
通過天鐵熱軋1 750mm平整分卷機(jī)組減薄軋制試驗,施加一定的壓下量消除屈服平臺降低屈服極限值,改變帶鋼延伸率實現(xiàn)帶鋼厚度減薄,從而改善鋼板的板形、性能及消除局部的厚度不均,并能夠消除輕微輥印及疤坑等缺陷,提高產(chǎn)品質(zhì)量并實現(xiàn)小批量生產(chǎn)。但此次試驗涉及的鋼種、規(guī)格單一,在今后的生產(chǎn)過程中,會逐步拓展鋼種、規(guī)格,完善最小軋制厚度理論,優(yōu)化生產(chǎn)工藝參數(shù),提升熱軋產(chǎn)品附加值和市場競爭力。
[1] 王占學(xué).塑性加工金屬學(xué) [M].北京:冶金工業(yè)出版社,2003:154-155.
[2] 趙志業(yè).金屬塑性變形與軋制理論[M].北京:冶金工業(yè)出版社,1980:101-102
趙麗萍,女,工程師,畢業(yè)于內(nèi)蒙古工業(yè)大學(xué)材料成型及控制工程專業(yè),現(xiàn)于天鐵熱軋板公司從事平整線質(zhì)量管理工作。
Tiantie 1 750mm Strip Thinning Rolling Trial
ZHAO Li-ping
Hot Rolling Plate Company Limited,Tianjin Tiantie Metallurgy Group,She County,Hebei Province056404,China
A series of thinning rolling tests were conducted at Tiantie hot rolling 1 750mm leveling separator,to exert certain draught so as to avoid yield point elongation and lower yield limit,change strip elongation,reduce strip thickness by0.2~0.3 mm,improve plate shape and performance,eliminate local thickness out-of-tolerance and raw material defects such as slight roll mark,scab and pit,improve product quality and lift product added value and market competitiveness.
hot rolling,strip,level,separating,thinning,plate shape,elimination,defect
(收稿 2012-09-28 編輯 崔建華)