FGH96、FGH97粉末盤的無損檢測
2012-05-14 06:45:20,,
無損檢測 2012年5期
,,
(黎明航空發動機集團公司,沈陽 110043)
粉末高溫合金特點為晶粒細小、組織均勻、無宏觀偏析、合金化程度高、屈服強度高、疲勞性能好,是制造高推比新型發動機渦輪盤、篦齒盤等最佳材料,我國某型號發動機就用到了粉末材料(FGH96、FGH97)。渦輪盤、篦齒盤是飛機發動機的關鍵件,在高溫工作環境下承受更高的載荷,工作條件十分苛刻,同時粉末盤的缺點是導致疲勞斷裂的臨界缺陷尺寸微小,也就是說微小缺陷也將嚴重影響零件的使用性能,甚至造成災難性的后果[1]。因此采用先進的無損檢測技術對粉末渦輪盤、篦齒盤進行質量控制,保證零件的安全使用,具有非常重要的意義。
1 粉末盤的無損檢測標準
資料表明,粉末高溫合金中的缺陷有三種,即原始顆粒邊界、熱誘導孔洞和非金屬夾雜物,其中原始顆粒邊界和熱誘導孔洞可通過改進工藝得到解決,但夾雜物通過現有的粉末制造和處理工藝不能完全消除[2],因此需要采用無損檢測方法進行控制,即要求無損檢測技術將驗收標準規定的缺陷可靠地檢測出來。驗收標準是建立在損傷容限理論基礎上,損傷容限理論認為任何結構都存在缺陷,只要這些缺陷不超過某一容許尺寸,結構就是安全的[1]。文中的FGH96粉末渦輪盤按設計規定,超聲檢測標準φ0.4 mm-15 dB當量(約φ0.2 mm),熒光檢測標準不允許任何缺陷;對于FGH97粉末篦齒盤,超聲檢測標準為φ0.8 mm當量平底孔,熒光檢測標準為夾雜物缺陷尺寸0.2 mm,數量不超過3個。
2 粉末盤的超聲檢測方案
粉末零件缺陷特點是尺寸小。為了檢測粉末零件中的微小缺陷,關鍵是提高小缺陷超聲反射信號幅度和信噪比。如何實現既能提高小缺陷反射幅度,同時又能提高信噪比?采用水浸聚焦探頭、高的檢測頻率是途徑之一。這是因為聚焦聲束在焦區能量高度集中,聲壓明顯提高,因而小缺陷反射幅度高;聲束穿過的基體材料體積較小,相應引起的散射噪聲也較小,使得信噪比較好。但不同聚焦探頭參數不同,為了保證零件全厚度范圍的檢測靈敏度,超聲檢測工藝參數的制訂至關重要。
2.1 對比樣件的選擇與制作
超聲波檢測對比樣件是指檢測特定試件用的試塊,是調整儀器的靈敏度、評定缺陷大小的重要依據。按照超聲檢測標準的要求,超聲波檢測對比樣件的透聲性、聲速和聲阻抗應與被檢查件相同或相近。FGH97粉末篦齒盤對比樣件的材料及制造工藝與ЭП741-НП粉末盤相近,因此FGH97粉末篦齒盤對比樣件的材料從成品ЭП741-НП粉末盤上切取。對比樣件平底孔直徑φ0.8 mm,其加工制作和鑒定由北京航空材料研究院完成;FGH96粉末渦輪盤的對比樣件材料及制造工藝與Rene88粉末材料相近,故FGH96粉末高渦盤采用Rene88材料1號平底孔試塊,平底孔直徑為φ0.4 mm。
2.2 超聲檢測系統
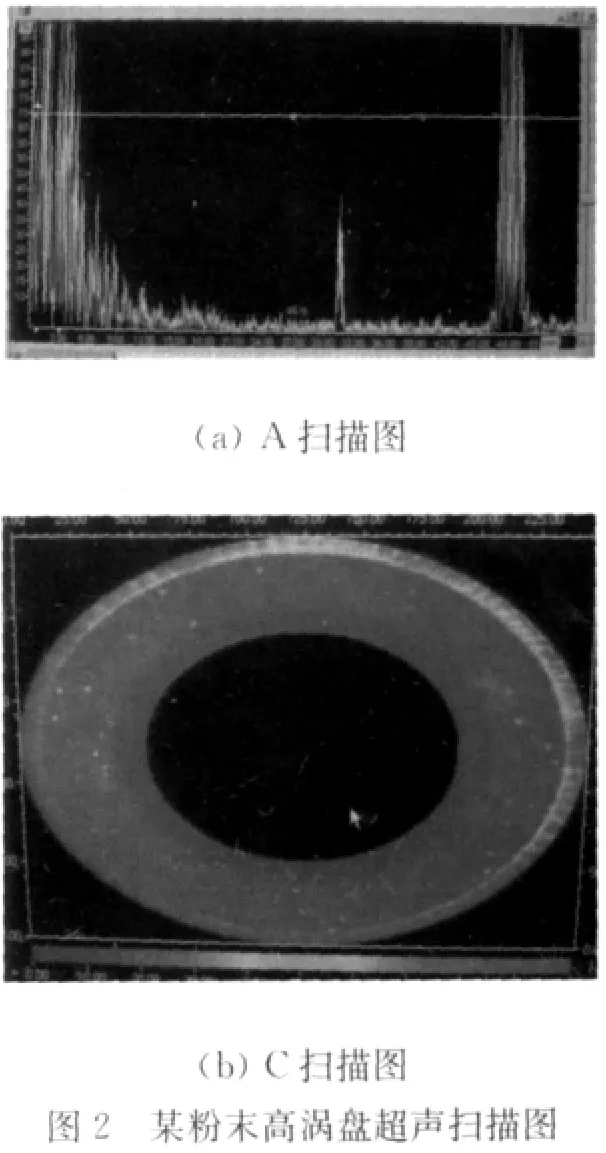
為了提高粉末盤超聲檢測精度及穩定性,課題組采用目前世界上最先進的LS200超聲水浸檢測系統,如圖1所示。該系統檢測過程完全由計算機程序控制,檢測可同時給出超聲A,B和C掃描數據,這三種記錄方式均可存儲,隨時調用。圖2為某粉末渦輪盤的超聲A,C掃描圖。從圖中可以清晰、直觀地看到缺陷在整個渦輪盤上的分布情況,通過超聲A掃描可精確地給出缺陷埋深和當量尺寸。
圖1 LS200水浸超聲檢測系統
2.3 探頭的選擇
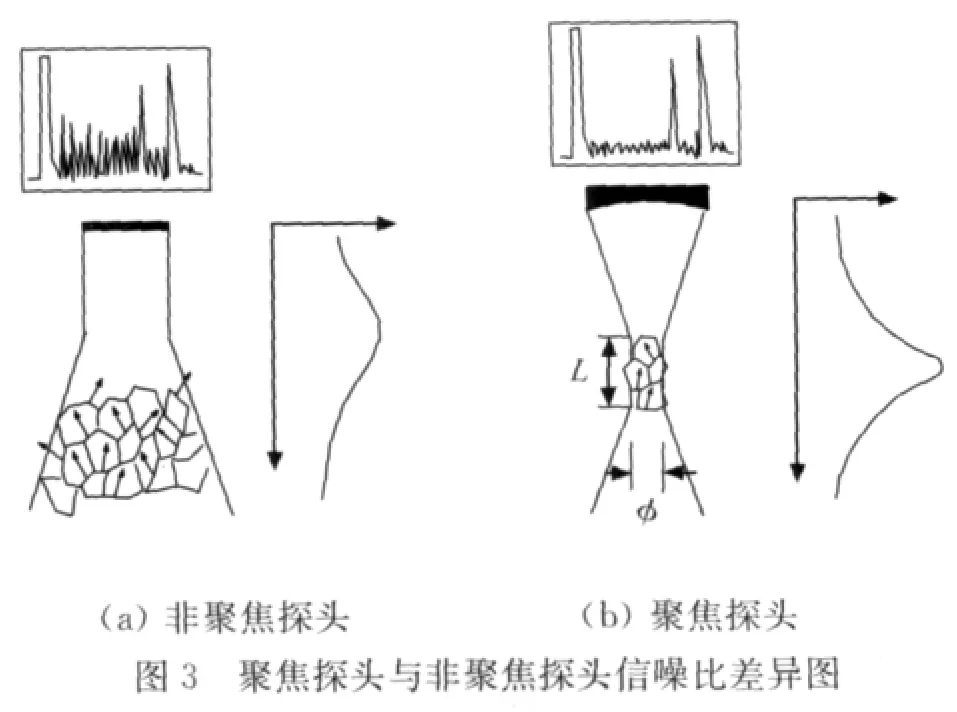
FGH96渦輪盤成形工藝為熱等靜壓+包套鍛造,盤件的組織特點晶粒細小,晶粒度約為ASTM10級;FGH97篦齒盤采用熱等靜壓直接成形,組織特點相對FGH96渦輪盤粗,晶粒度約為ASTM6~8級。為了檢出粉末盤中微小缺陷,可提高探頭的檢測頻率,但對于給定的零件,選擇檢測用頻率應是穿透力和分辨力的最佳折衷。由于粉末材料較貴重,粉末零件余量相對較小,考慮探頭近表面分辨力及厚大部位零件的穿透力,探頭晶片直徑選擇10 mm和25 mm;考慮FGH96渦輪盤較厚,最厚部位尺寸為155 mm,FGH97篦齒盤晶粒組織相對較粗,故探頭頻率選擇10 MHz;由于聚焦探頭比非聚焦探頭有更好的信噪比和檢測小缺陷的能力(圖3),因此選擇聚焦探頭;水浸檢測一次底波應在二次界面波之前,且探頭焦點放在零件的不同深度,因此應選擇不同焦距的探頭。具體參數見表1。
2.4 檢測面的選擇
為了提高粉末盤超聲檢測缺陷檢出幾率,將FGH96渦輪盤、FGH97篦齒盤的軸向及徑向均作為超聲檢測面。
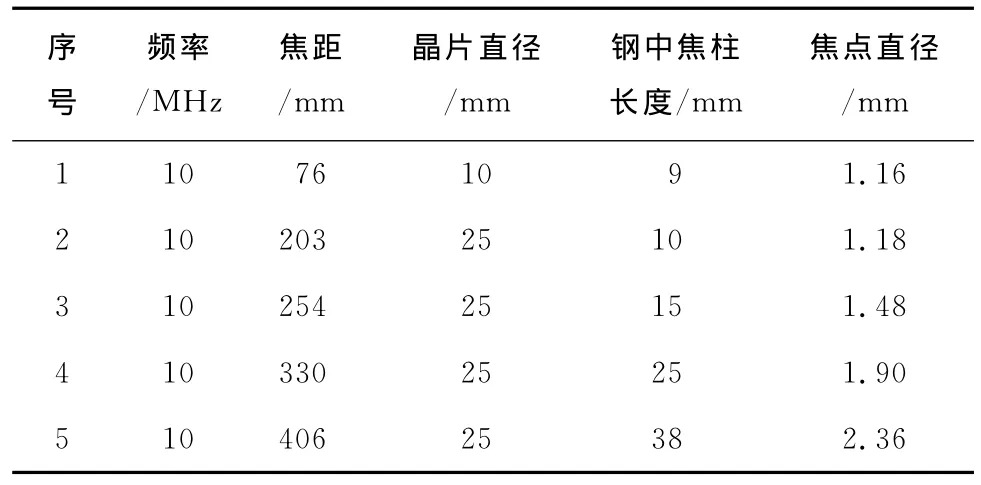
表1 超聲波探頭參數
2.5 超聲波檢測區域的確定
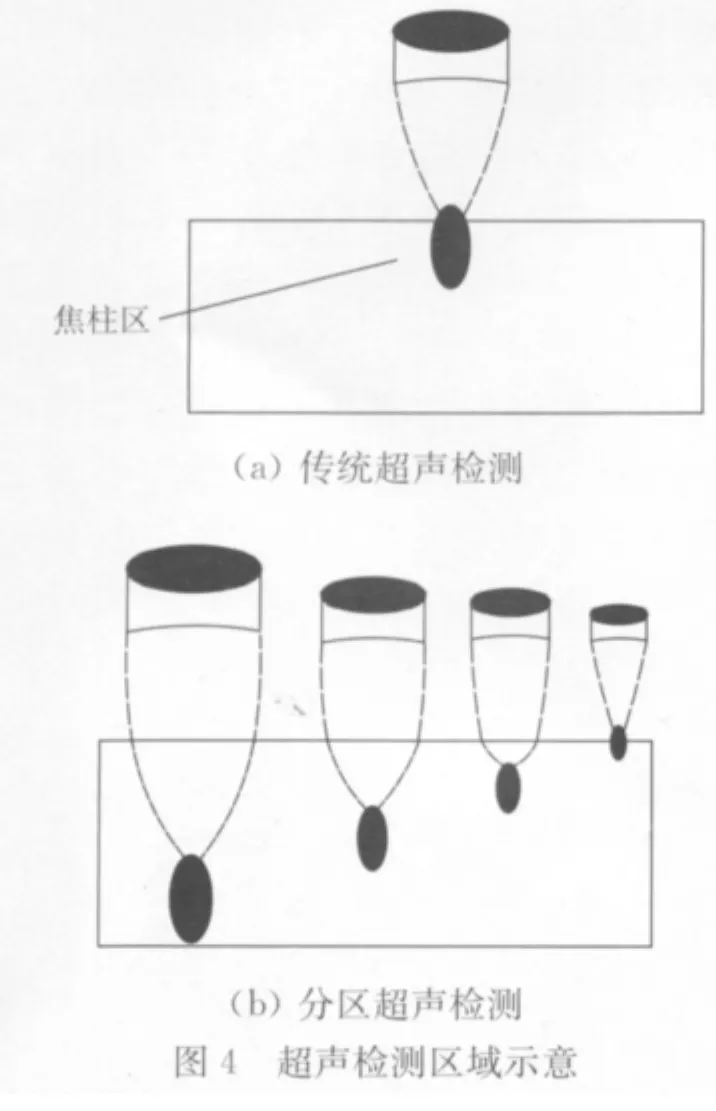
傳統高溫合金超聲波檢測采用的是單個水浸聚焦探頭,將探頭焦點落在零件表面或某一深度區域,見圖4(a);而粉末盤的超聲檢測采用的是多個探頭分區檢測,即使每一個探頭焦柱區落在零件的不同深度,這樣零件全厚度范圍超聲檢測均具有較高的檢測靈敏度,如圖4(b)所示。由于每個水浸聚焦探頭焦距、焦柱長度不同,根據表1探頭在鋼中焦柱長度,確定了粉末盤超聲檢測區域為12.7 mm。
2.6 超聲波檢測靈敏度的確定
常規高溫合金盤件水浸法超聲波探傷靈敏度調節方法是,將水浸聚焦探頭的焦點放在零件的表面上,水距的大小等于焦距,通過一套不同埋深的對比樣件,制做TCG曲線,一般情況,采用TCG曲線一只探頭就可以掃查零件的整個區域。粉末零件的檢查與常規的高溫合金零件不同,它基本是利用水浸聚焦探頭的焦柱區進行探傷的,如何將探頭焦柱區放到粉末盤超聲檢測的不同深度區域是需要通過試驗來確定的。確定的方法是:調整水距,使來自每個區域平底孔埋深起始點和終止點的兩個對比樣件反射信號盡可能調到熒光屏滿刻度的80%,兩個信號增益讀數偏差不超過1 dB,這種調節方法說明在零件的不同區域均進行了高靈敏度的超聲檢測,即采用焦柱區檢測。
2.7 表面粗糙度的確定
超聲檢測分辨率與檢測靈敏度、表面粗糙度密切相關。粉末材料較貴重,零件的余量較小,渦輪盤余量3~5 mm,粉末篦齒盤余量2~2.5 mm。由于檢測靈敏度已經確定,故表面粗糙度決定了分辨率,經試驗確定渦輪盤采用磨加工方式,零件表面粗糙度達到Ra0.8μm時,近表面分辨率為2.5 mm,滿足3 mm的余量要求;篦齒盤檢測靈敏度相對較低,采用圓頭刀具數控加工,零件表面粗糙度達到Ra1.6μm時,近表面分辨率能夠達到1.5 mm,滿足2 mm余量要求。
2.8 檢驗
采用上述方法確定的工藝參數對FGH96粉末渦輪盤3件(1~3號)、FGH97粉末篦齒盤(3件)、ЭП741-НП粉末篦齒盤(3件)進行了水浸分區法超聲波檢測。FGH96渦輪盤發現了缺陷顯示,缺陷顯示數量及缺陷當量尺寸見表2,缺陷顯示的C掃描見圖5;FGH97和ЭП741-НП粉末篦齒盤沒有發現缺陷顯示。
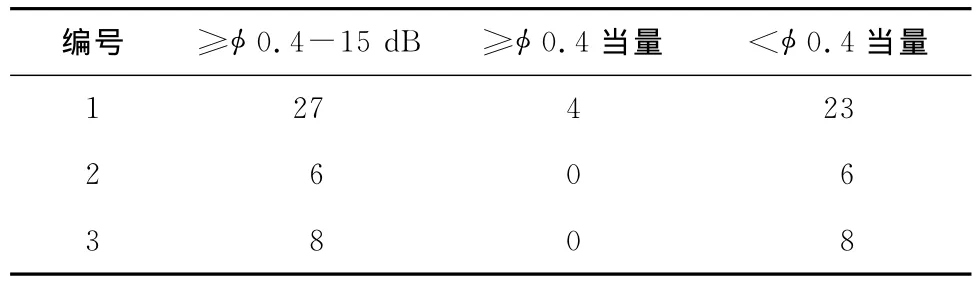
表2 FGH96渦輪盤超聲檢測缺陷數量
3 粉末盤的熒光檢測方案
低周疲勞試驗數據表明,粉末零件裂紋起始于表面缺陷的約占25%,起始于近表面缺陷的約占30%,其余起始于內部,但近表面缺陷的危害更大[3]。熒光檢測是檢測零件的表面開口缺陷,針對粉末零件產生的缺陷小的特點,熒光檢測的關鍵是確定發現微小缺陷的工藝參數。超高靈敏度后乳化熒光滲透方法對小缺陷具有最高的檢測靈敏度,因此熒光檢測方案確定采用超高靈敏度后乳化熒光滲透工藝。
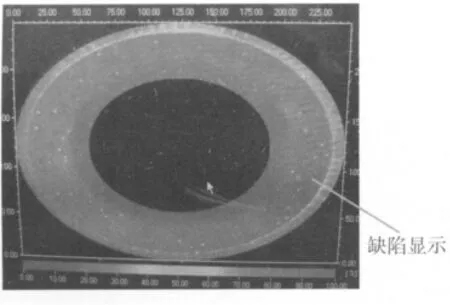
圖5 超聲檢測缺陷C掃描圖
3.1 粉末盤的后乳化熒光檢測工藝參數確定
要保證粉末盤中0.2 mm的缺陷采用熒光方法能可靠地檢出,后乳化熒光滲透液的選擇及工藝參數的制定至關重要。選擇ZL-37熒光滲透液、ZR10B乳化液和ZP-4B顯像劑,在靈敏度試片和粉末零件試驗后確定的后乳化熒光檢查工藝參數為:滲透時間30 min,乳化時間80 s,顯像時間20 min。
3.2 粉末盤的后乳化熒光檢測
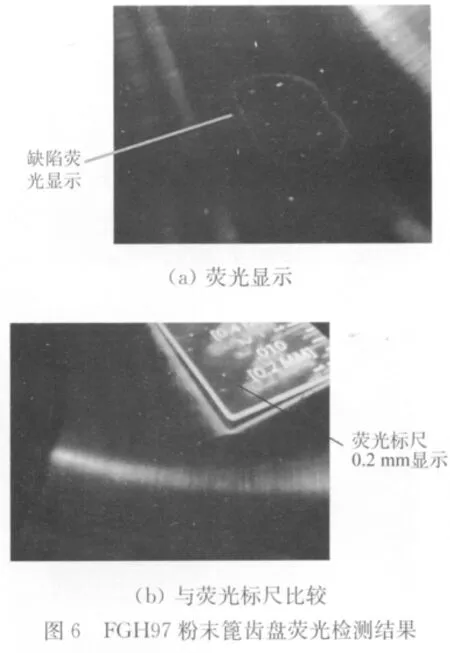
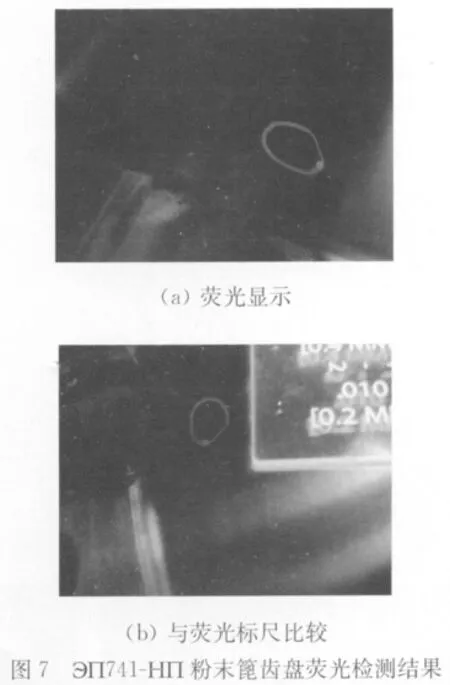
按確定的粉末盤后乳化熒光工藝參數對成品FGH96渦輪盤3件,FGH97篦齒盤1件,ЭП741-НП粉末篦齒盤1件進行了熒光檢查。檢測結果為FGH96渦輪盤沒有發現缺陷;FGH97篦齒盤、ЭП741-НП粉末篦齒盤均發現了缺陷顯示,缺陷顯示數量見表3。為了確定熒光檢查發現的點狀顯示尺寸,采用熒光標尺評定。該熒光標尺上有0.2 mm的熒光點狀顯示,在黑光燈下非常清晰,可以比較評定在粉末盤上發現的熒光缺陷顯示,見圖6和7。
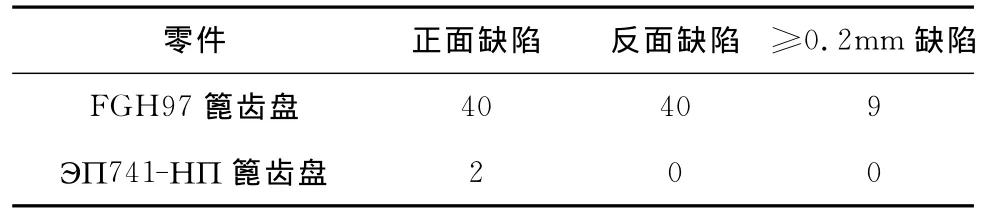
表3 粉末盤后乳化熒光滲透方法檢驗結果
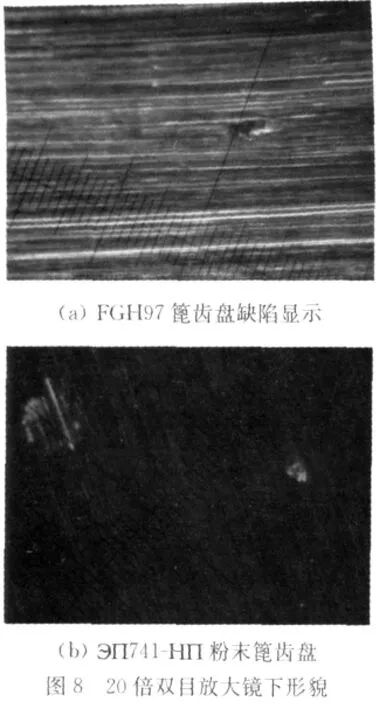
為了確定粉末篦齒盤熒光檢測發現的點狀顯示的真實形貌,分別對FGH97和ЭП741-НП粉末篦齒盤中熒光檢測發現的缺陷顯示,采用20倍的雙目放大鏡在白光燈下觀察,基本為圓形形貌,見圖8。
4 檢測結果分析
4.1 超聲檢測
從超聲檢測結果可以看出,FGH97粉末篦齒盤超聲檢測沒有發現缺陷,說明熱等靜壓態組織不適合采用較高靈敏度進行超聲檢測,否則將引起較高的材料噪聲,降低信噪比,因此FGH97粉末篦齒盤只能采用中頻探頭檢測,同時由于熱等靜壓態缺陷為體積型,缺陷超聲反射系數較小,其反射更確切地說應基于散射理論[3],因此這種夾雜物缺陷是很難檢出的。
FGH96渦輪盤超聲檢測發現了缺陷,說明渦輪盤的熱等靜壓+鍛造成型工藝,其合金組織較細,可采用較高靈敏度進行檢測(φ0.4 mm+15 dB),這種靈敏度可檢出約0.2 mm的缺陷。由于渦輪盤零件較厚,最厚處可達155 mm,因此只能選擇中頻探頭檢測,否則很難穿透零件。由于渦輪盤經過了鍛造,其變形量一般在70%以上,因此粉末盤中的缺陷與基體脫粘,變成了面積型,夾雜物缺陷尺寸變大,因此更有利于渦輪盤軸向超聲檢測。從檢測結果看,渦輪盤從軸向檢測發現了缺陷,而從徑向檢測時,即使采用與軸向相同靈敏度或提高靈敏度檢測也沒有發現缺陷,說明FGH96渦輪盤軸向更有利于超聲檢測。
4.2 熒光檢測
從熒光檢測結果可以看出,FGH97粉末篦齒盤發現了缺陷顯示,說明熱等靜壓態夾雜物缺陷為體積型,更適于熒光液存留,較容易發現缺陷;從白光燈下缺陷形貌看,缺陷類似球形,采用超高靈敏度后乳化滲透液可以發現粉末盤中缺陷。
FGH96渦輪盤熒光檢測沒有發現缺陷,說明熱等靜壓+鍛造成型工藝合金中的夾雜物缺陷為面積型,不適于熒光液的存留,不易發現缺陷。因此,FGH96渦輪盤熒光檢測沒有發現缺陷。
通過試驗發現,粉末盤的熒光檢查受人為因素影響較大,應選擇有經驗、細心且耐心的檢驗員檢查。
5 結論
(1)試驗確定了FGH96、FGH97粉末盤采用中頻水浸聚焦探頭分區法超聲檢測工藝。試驗結果表明,FGH96粉末渦輪盤(熱等靜壓+鍛造),軸向檢測易于發現缺陷;FGH97粉末篦齒盤(直接熱等靜壓成型)很難檢出缺陷。
(2)試驗確定了FGH96、FGH97粉末盤超高靈敏度后乳化熒光滲透檢測工藝。試驗結果表明,FGH96粉末渦輪盤(熱等靜壓+鍛造)夾雜物呈面積型,缺陷很難檢出;FGH97粉末篦齒盤(直接熱等靜壓成型)夾雜物缺陷呈體積型,缺陷容易檢出。
[1]張鳳戈,張義文,陶宇.鎳基粉末高溫合金的超聲無損檢測[J].粉末冶金,2004,14(3):16-19.
[2]國為民,吳劍濤,張鳳戈,等.粉末高溫合金中夾雜物特性及不同成型工藝的關系[J].材料導報,2004,18(11):87-91.
[3]Paul Mclntire.美國無損檢測手冊[M].上海:世界圖書出版公司,1996.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52