西門子自動化產品在273無縫穿孔改造中的應用
2012-04-29 02:53:48肖雄興
環球市場信息導報
2012年6期
肖雄興
隨著社會經濟技術的不斷發展,石油需求量的增長和建筑行業的迅猛發展以及用戶對鋼管的質量要求都逐漸提高了對鋼管生產設備的要求,無縫鋼管的生產成為目前鋼管生產的首要目標,并且對其的需求量也越來越大,因此,無縫生產設備改造是鋼管生產的必然發展趨勢。該文探討了西門子自動化產品在大無縫穿孔改造中的應用,以期對西門子自動化產品在273無縫鋼管生產中的應用提供些許幫助。
西門子自動化產品;無縫穿孔;改造
我國對目前市場上有市無貨的例如石油套管、結構用鋼管等中型鋼管的生產設備相當有限,生產的中型鋼管并不能滿足市場需求,所以,對中型無縫鋼管生產設備的研發和改進是相當必要的。無縫鋼管生產首先需要也是最關鍵的生產設備就是穿孔機,穿孔機工作質量直接影響著整個無縫鋼管生產機組的生產效率。因此,必須堅決摒棄生產效率低下、成品質量無法滿足市場需要的老式穿孔機組,研發出適應市場需要的新型無縫鋼管穿孔機。
由太原重工設計的無縫鋼管生產廠近些年來利用國內外先進技術,制造出高效的無縫鋼管生產設備,其所研制的273規格穿孔機在生產適合市場需要的中型無縫鋼管方面取得重大成就。本文就西門子自動化產品在大無縫穿孔改造中的應用進行深入分析,以探究273無縫穿孔改造對其的應用。
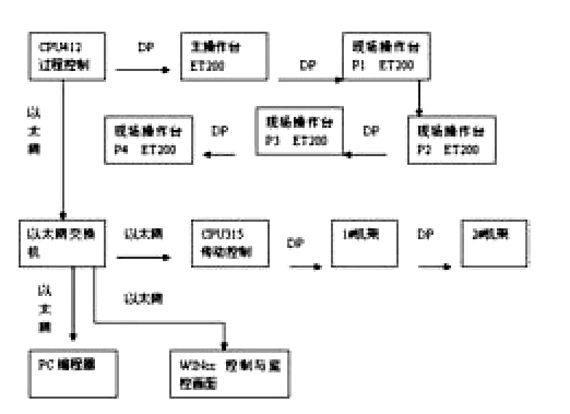
西門子自動化產品在大無縫穿孔改造中應用了西門子SIMATIC PLC S7-400及SIMAT-IC多功能操作面板MP377。……
登錄APP查看全文
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
