談普車和數(shù)控車實(shí)習(xí)教學(xué)的緊密聯(lián)系
2012-04-14 01:10:18李軍斌
科技視界 2012年13期
李軍斌
(廈門市同安區(qū)職業(yè)技術(shù)學(xué)校 福建 廈門 361100)
數(shù)控車編程與操作是數(shù)控加工專業(yè)的一門重要專業(yè)實(shí)習(xí)課,該課程集理論和操作于一體,知識(shí)點(diǎn)和操作技能幾乎牽涉到所有機(jī)械專業(yè)基礎(chǔ)課和普車實(shí)習(xí)的所有內(nèi)容。比如,其中有很多在普車實(shí)習(xí)課的工藝知識(shí)和操作技能方法,在數(shù)控車實(shí)習(xí)課中依然是教學(xué)的主要內(nèi)容。但兩門課程一般是由不同教師或在不同學(xué)期學(xué)習(xí)的,這就可能有銜接脫節(jié)的問(wèn)題產(chǎn)生。
在數(shù)車實(shí)習(xí)教學(xué)中,教師如果沒(méi)意識(shí)的這種情況,不容易把課程上好;而有的學(xué)生由于普車實(shí)習(xí)掌握不好,對(duì)數(shù)控車的學(xué)習(xí)也會(huì)有影響。若能在教學(xué)過(guò)程中對(duì)兩門課進(jìn)行比較、分析、加于利用,從而使這些“舊”知識(shí)、技能變成“新”的知識(shí)、技能,就能夠充分調(diào)動(dòng)學(xué)生的學(xué)習(xí)積極性和創(chuàng)造性,激發(fā)學(xué)生的學(xué)習(xí)興趣和潛能,真正達(dá)到學(xué)以致用,舉一反三的教學(xué)目的。
筆者剛好在連續(xù)的兩學(xué)期中,分別講授普車實(shí)習(xí)和數(shù)車實(shí)習(xí)。本文從課程銜接方面,對(duì)數(shù)控實(shí)習(xí)教學(xué)的方法進(jìn)行闡述。
1 比較差別,引導(dǎo)啟發(fā)
在教學(xué)過(guò)程中,我們要注意采用啟發(fā)教學(xué)的方法,引導(dǎo)學(xué)生對(duì)普車和數(shù)車加工差別的比較,盡快消除學(xué)生對(duì)自動(dòng)化設(shè)備的陌生感,能讓學(xué)生較好地熟悉理解數(shù)控車的理論知識(shí)和操作要求;從而讓學(xué)生從手動(dòng)操作普通車床的角色轉(zhuǎn)換為自動(dòng)加工的操作角色。
比如:對(duì)刀和工件坐標(biāo)系的建立
普車實(shí)習(xí)中也有“對(duì)刀”的操作,在工件外圓的半精車和精車時(shí),為了準(zhǔn)確地定切深,保證工件加工的尺寸精度,需要采用試切的方法。試切的方法與步驟如下:
(1)開(kāi)車對(duì)刀,使車刀與工件表面輕微接觸;
(2)向右退出車刀;
(3)橫向進(jìn)刀;
(4)切削縱向長(zhǎng)度 l—3mm;
(5)退出車刀,進(jìn)行測(cè)量。
以上是試切的一個(gè)循環(huán),如果尺寸還大,則進(jìn)刀仍按以上的循環(huán)進(jìn)行試切,如果尺寸合格了,就按確定下來(lái)的切深將整個(gè)表面加工完畢。
長(zhǎng)度的控制:車削前根據(jù)臺(tái)階的長(zhǎng)度先用刀尖在工件表面刻線痕,然后根據(jù)線痕進(jìn)行粗車。當(dāng)粗車完畢后,臺(tái)階長(zhǎng)度已經(jīng)基本符合要求,在精車外圓的同時(shí),一起控制臺(tái)階長(zhǎng)度,其測(cè)量方法通常用鋼直尺檢查,如精度較高時(shí),可用樣板,游標(biāo)深度尺等測(cè)量。
普車對(duì)刀,是因?yàn)榭潭缺P和絲桿都有誤差,往往不能滿足半精車和精車的要求,這就需要采用試切的方法。目的是要建立工件的工藝基準(zhǔn),它的控制者是人。
數(shù)車對(duì)刀,比如通過(guò)試切對(duì)刀建立工件的坐標(biāo)系,也是要建立工件的工藝基準(zhǔn),它的控制者是數(shù)控系統(tǒng)。
2 借鑒方法,知識(shí)遷移轉(zhuǎn)化
螺紋加工是機(jī)械零件加工中的難點(diǎn),比如普車上,我們加工三角螺紋一般為:提開(kāi)合螺母法車螺紋和倒順車法車螺紋。這些基本操作技能對(duì)學(xué)生操作熟練程度要求較高。如果要提高整個(gè)工件的加工質(zhì)量和加工效率,學(xué)員要付出較多的精力和時(shí)間進(jìn)行訓(xùn)練。
數(shù)車加工螺紋,我們發(fā)現(xiàn)對(duì)操作者的一些動(dòng)作操作技能的訓(xùn)練要求不再是難題,而是要求編程技巧和能力。
2.1 借鑒
普車在外圓上試切螺紋,在工件上車一條有痕螺旋線,用鋼直尺或螺距規(guī)檢查螺距,確認(rèn)螺距正確無(wú)誤后,開(kāi)始車螺紋。
數(shù)控車削三角螺紋,一般用G代碼編程后加工。
比如:加工M24×1.5螺紋,螺紋長(zhǎng)度30mm,升刀段為5mm,降刀為2mm,由經(jīng)驗(yàn)或查表可知,車螺紋時(shí),分4次進(jìn)刀,直徑分別為 1.0mm、0.6mm、0.25mm、0.1mm,選加工螺紋主軸轉(zhuǎn)速600r/min,工件為碳鋼 45#,刀位號(hào)為 03,刀補(bǔ)號(hào)為03,則用G92指令編程如下:
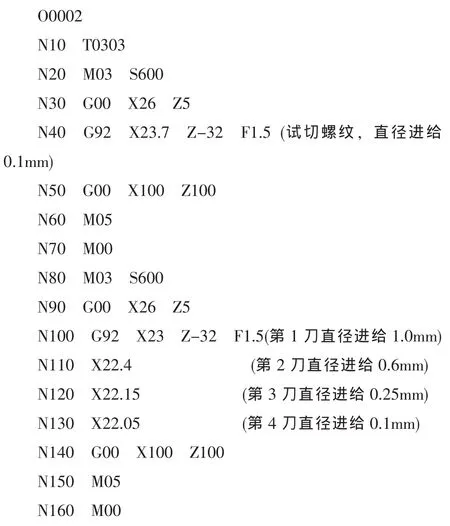
在上述程序中第N40行,增加了試切螺紋,在工件上車一條有痕螺旋線,然后在第N70行,進(jìn)行檢測(cè):用鋼直尺或螺距規(guī)檢查螺距,確認(rèn)螺距正確無(wú)誤后,按“循環(huán)啟動(dòng)”開(kāi)始車螺紋。
增加了試切螺紋原因:防止學(xué)生編程時(shí),沒(méi)有輸入F值,造成螺紋加工失敗。
2.2 知識(shí)遷移轉(zhuǎn)化
普車車削螺紋時(shí),一般用倒順車法來(lái)防止產(chǎn)生亂牙,同時(shí),通過(guò)每次車削由中滑板做徑向進(jìn)給,隨著螺紋深度的加深,切削深度相應(yīng)減小,從而保證螺紋中徑合格。數(shù)控車削螺紋時(shí),問(wèn)題就變得相對(duì)容易些。正常操作不會(huì)產(chǎn)生亂牙,如果靈活地利用“跳選”功能和刀具磨耗補(bǔ)償,可提高螺紋中徑合格率,繼而提高工件的加工質(zhì)量和加工效率。
同樣是上述例子,程序改為如下:
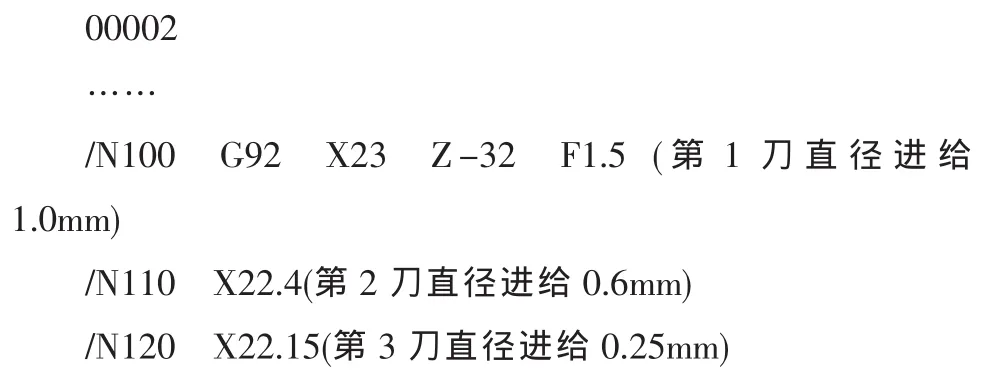
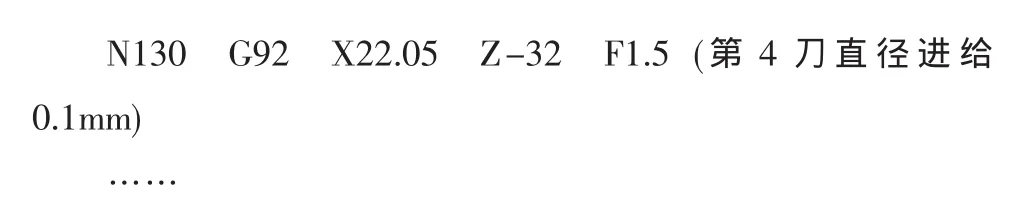
當(dāng)該程序自動(dòng)循環(huán)加工完后。用螺紋通止規(guī)檢測(cè),發(fā)現(xiàn)不合格,螺紋須要繼續(xù)加工。調(diào)出機(jī)床操作面板上的功能鍵OFFSET,然后在刀具磨耗補(bǔ)償界面逐一輸入逐漸減小的磨耗值;再將程序返到程序頭,“跳選”功能鍵打開(kāi),按循環(huán)起動(dòng)自動(dòng)加工,直至螺紋加工合格。
3 歸納總結(jié),探求新知
數(shù)控車可以說(shuō)是普車的繼承和發(fā)展,車刀的切削原理基本相同,由于數(shù)控車加工的特點(diǎn),在刀具的選擇上,特別是切削部分的幾何參數(shù)、刀具的形狀上還需進(jìn)行特別的處理,才能滿足數(shù)控車的加工要求,充分發(fā)揮數(shù)控車的效率。在這兩門課程的教學(xué)中,要?dú)w納總結(jié)普車常用刀具的知識(shí),進(jìn)而根據(jù)數(shù)控車實(shí)習(xí)的教學(xué)探求刀具的新發(fā)展。
比如說(shuō)對(duì)傳統(tǒng)車床上采用機(jī)夾刀只是一種倡議,那么在數(shù)控車床上采用機(jī)夾刀就是一種要求了。
機(jī)夾刀具的刀體,制造精度較高,夾緊刀片的方式選擇得比較合理。當(dāng)機(jī)夾刀裝上數(shù)控車床時(shí),一般不加墊片調(diào)整,所以刀尖高的精度在制造時(shí)就應(yīng)得到保證。使用機(jī)夾刀可以為自動(dòng)對(duì)刀準(zhǔn)備條件,并且減少了換刀時(shí)間和方便對(duì)刀。
又如:在刀片選擇上,普車常用的有高速鋼車刀和普通硬質(zhì)合金刀片,加工時(shí)的切削速度一般比較低。而科技的發(fā)展,數(shù)控車廣泛采用涂層硬質(zhì)合金刀片。在較高切削速度(>100m/min)時(shí),有著很好的切削性能,從而就可提高加工效率。同時(shí)刀片涂層增加成本不到一倍,而在數(shù)控車床上使用時(shí)耐用度可增加兩倍以上。
總之,在教育教學(xué)中,從學(xué)生的實(shí)際出發(fā),及時(shí)發(fā)現(xiàn)問(wèn)題,依據(jù)學(xué)生學(xué)習(xí)的客觀規(guī)律,靈活運(yùn)用各種具體教學(xué)方法和手段,引導(dǎo)學(xué)生通過(guò)比較、分析、實(shí)踐,融會(huì)貫通地掌握知識(shí),探求新知,發(fā)展智能,從而提高分析問(wèn)題、解決問(wèn)題的能力。
[1]沈建峰.數(shù)控加工工藝編程與操作:FANUC系統(tǒng)車床分冊(cè)[M].北京:中國(guó)勞動(dòng)社會(huì)保障出版社,2008.
[2]黃華.數(shù)控車削編程與加工技術(shù)[M].北京:機(jī)械工業(yè)出版社,2008,7.
猜你喜歡
作文大王·笑話大王(2021年4期)2021-04-26 19:00:35
甘肅教育(2020年14期)2020-09-11 07:57:50
甘肅教育(2020年12期)2020-04-13 06:25:34
電影(2018年9期)2018-11-14 06:57:21
作文世界(小學(xué)版)(2018年4期)2018-10-16 17:13:34
東方教育(2017年19期)2017-12-05 15:14:48
唐山文學(xué)(2016年2期)2017-01-15 14:03:59
快樂(lè)作文·低年級(jí)(2016年12期)2017-01-03 20:52:44
快樂(lè)作文·低年級(jí)(2016年6期)2016-06-24 18:58:40
體育師友(2013年6期)2013-03-11 18:52:18
