基于紙質SIM卡基制作中常見問題的分析
2012-04-11 02:10:12郝岐峰韓曉奇
山西大同大學學報(自然科學版) 2012年1期
郝岐峰,韓曉奇
(山西大同大學煤炭工程學院,山西大同037003)
SIM卡主要應用在在移動通信領域。作為手機登錄網絡時的鑒權認證,隨著移動通信技術向更多技術應用領域滲透,SIM卡將會提供更大存儲容量、更高通信速率、更強計算能力以及更加完善的身份鑒權體系[1]。 手機銀行支付、手機互聯網常見業務等等,SIM卡已經成為一個支持多任務、多功能的業務平臺。隨著我國國民經濟持續穩定地增長,以及國內各大移動運營商新業務的開展和3G、4G業務的推廣普及,我國SIM卡的需求量越來越大。
傳統SIM卡基如圖1所示,由于采用注塑和層壓[1]的制作工藝以及使用PVC或ABS作為生產原材料,需要大量的能源消耗,并且在制作中會排放出大量的二氧化碳,不符合國家節能減排政策。同時用戶購買SIM卡后,芯片小卡置入手機,其余部分完全廢棄。由于PVC或ABS的不可降解性或者難降解性,給環境造成很大的污染。
隨著我國十二五規劃的出臺,節能減排和低碳經濟已成為我國產業結構調整的重要內容。SIM卡的生產工藝和生產原材料必須試圖得到改進。目前,作為中國移動“綠色行動計劃”的一項內容,紙質SIM卡已經開始在全國推廣。同時由于紙質SIM卡生產工藝的特殊性,將直接提高SIM卡的生產能力,以滿足日益增長的國內外市場需求。
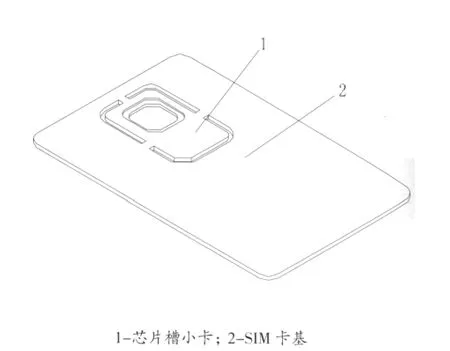
圖1 傳統SIM卡基結構示意圖
1 紙質SIM卡基制作工藝及特點
紙質SIM卡基結構如圖2所示。紙質SIM卡基3,是由ABS混合材料小卡1(以下簡稱ABS小卡)與紙質卡套2鑲嵌組合而成。ABS小卡1上植入芯片,經過個性化數據處理后最終被置入用戶手機內部,是有效使用的部分,SIM卡用戶使用部分性能沒有任何改變。紙質卡套2,即印刷可視信息的部分,也就是用戶采集有用信息后要廢棄的部分,采用紙質材料生產可以循環利用,把對環境的污染降到最低[2]。ABS小卡1和紙質卡套2分開生產,然后鑲嵌組合成完整的紙質SIM卡基3。
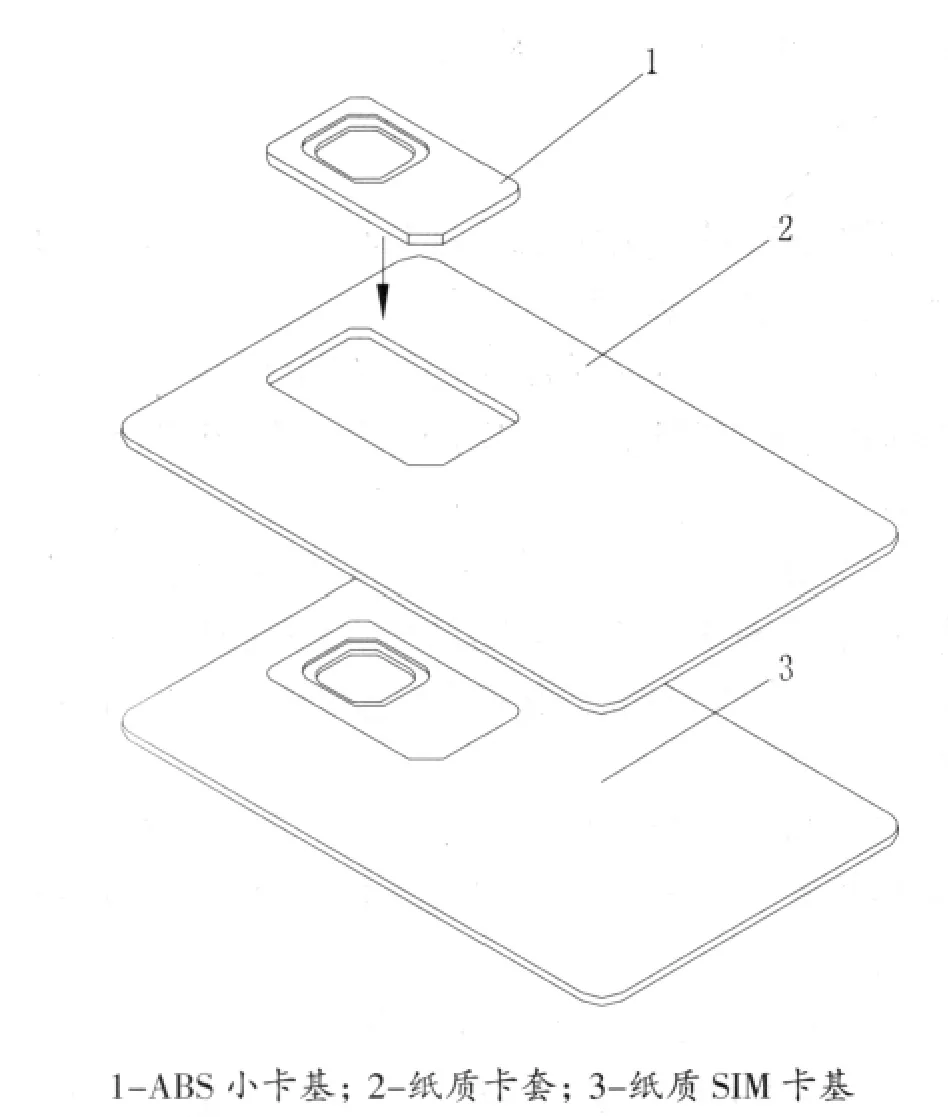
圖2 紙質SIM卡基結構示意圖
目前,國內使用的SIM卡基尺寸為:卡基厚度0.81 mm,長、寬分別為 85.6 mm、54 mm。 若采用紙質卡套與ABS小卡鑲嵌,其中ABS小卡尺寸僅為: 長 25.00 ± 0.10 mm, 寬 15.00 ± 0.10 mm, 厚0.76~0.84 mm。在ABS小卡上臺階式芯片槽尺寸是12.04×13.04 mm 。小卡采用ABS混合材料通過注塑工藝生產。其特點是:
1)由于ABS小卡比SIM卡基尺寸小,采用注塑工藝生產時在很大程度上減少了PVC或ABS混合材料的消耗,同時降低了制作過程中排放出的二氧化碳,符合節能減排和低碳理念。
2)由于ABS小卡比SIM卡基尺寸小,相比SIM卡基注塑,可以增加注塑模具的開腔數目,(目前國內使用的SIM卡基制作注塑模具一般為4腔或8腔模具),從而提高ABS小卡的生產能力,并且注塑模具的制作質量和ABS小卡的質量更容易保證。
3)由于采用注塑工藝,使得芯片槽合格率與銑槽工藝相比明顯提高,可以達到99.5%以上。
紙質卡套即印刷可視信息的部分,由于生產中不需要考慮芯片槽,采用整版印刷[3-4]層合、整版沖切生產,生產能力同樣不受限制。ABS小卡和紙質卡套分開生產,“鑲嵌組合”工序是紙質SIM卡基制作的關鍵工序。在鑲嵌組合工序中,首先要將ABS小卡置入紙質卡套上預先沖切出的小卡孔位置,然后用粘接材料將兩者粘接在一起,整個工序由機械設備完成。為了提高生產效率,紙質卡套通常在整版印刷層合后進行預留小卡孔的沖切,而單張卡基的沖切要在鑲嵌組合工序完成后進行。
2 紙質SIM卡基制作中常見問題分析
2.1 ABS小卡和紙質卡套的鑲嵌粘結力
ABS小卡與紙質卡套材料不同,在相同外部環境下變形量不同,要使兩者鑲嵌粘接為一體并且使整個卡基機械性能滿足國家標準,便于順利完成SIM卡后續生產工序(包括:芯片植入,個性化數據處理,序號及條碼打印,封裝等)。粘接劑的選用以及粘接工藝都很重要。一方面要求粘接劑具有一定范圍大小的粘接力,同時要求在整個粘接工序中粘接劑必須瞬間凝固。鑲嵌粘接力太小,在后續工序生產中容易使ABS小卡和紙質卡套分離。粘接力太大,用戶購買SIM卡后不容易將ABS芯片小卡掰下。ABS小卡和紙質卡套的鑲嵌粘接只有粘接劑瞬間凝固,才能不影響后續的生產作業。因此,ABS小卡和紙質卡套的鑲嵌工序是整個制作工藝的技術關鍵。鑲嵌工序完成后通過以下實驗確定鑲嵌粘接力大小,使其符合ISO7816-1 1995國際標準,和GB/T16649-2 2006國家標準。
1)ABS小卡推力測試,從卡基正面將ABS小卡基推離紙質卡套,其推力值120-200 N;從卡基背面將ABS小卡推離紙質卡套,其推力值50-90 N。
2)紙質SIM卡基動態扭曲測試,卡基經1 000次扭曲后,ABS小卡不從紙質卡套上脫落。
2.2 紙質卡套的變形影響SIM卡質量
紙質SIM卡基變形取決于環境因素 (溫度,濕度,壓力)。其中濕度的影響比較突出。紙質SIM卡生產的全部工序通常不在一個生產環境下完成,各用戶使用地點環境因素區別也很大,因此增加了控制紙質SIM卡基變形的復雜性。通常在生產中考慮環境因素引起的變形并加以控制外,在倉儲、運輸等其它環節還需要采取相應措施,以保證從紙質SIM卡基到完成紙質SIM卡制作的全部工序,最后到用戶使用前變形控制在允許范圍內。
紙質卡套的紙板采用多層結構,經高壓表合以增加紙張的致密度,紙張層之間采用一種特殊的粘接劑[5-7],粘接劑固化后在紙張層間形成均勻的張力(類似澆注在水泥中的鋼筋),以增加紙板堅挺度和彈性。 對紙質SIM卡基機械性能測試從三方面要求:
1)卡片的彎曲剛度要求。對紙質SIM卡基進行測試時,頂住卡片中心點產生的彎曲變形在8 mm左右,在撤除外力后1 min,卡基偏移在1.5 mm以內。
2)卡片剛度推力值要求。將兩張紙質SIM卡基重疊彎曲8 mm,其推力值在12-14 N之間。
3)卡片彈性推力值損耗要求。兩張紙質SIM卡基重疊彎曲8 mm狀態下延時20 s,其推力值損耗小于1.0-1.3 N。
2.3 激光打碼出現的問題
ABS小卡和紙質卡套材料不同,很難實現打印機相同參數下對ABS小卡和紙質卡套同步打碼。而紙質卡套印刷可視信息后,激光打碼機無法直接在上面打碼。因此需要對紙質卡套的打碼位置進行熱敏處理,滿足激光打碼的需要。
熱敏處理分為局部處理和整體處理。局部處理是指對打碼的位置進行局部的熱敏處理。這種方法使制作工藝復雜,但對紙質SIM卡基的機械性能幾乎沒有影響。整體處理是對紙質SIM卡基打碼表面的整體熱敏處理,這種方法工藝簡單但容易改變紙質SIM卡基的機械性能并且使得制作成本增加。熱敏處理后要進行卡基表明的UV固化,以避免遇到保護模帶封貼密碼后,產生發黑反應使密碼消失。
通常SIM卡可以采用激光打碼方式或噴墨方式在卡基背面打印信息碼。如果采用噴墨方式打碼,就不需要熱敏處理。由于激光打碼的成本和打碼質量都優于噴墨方式打碼,目前國內SIM卡廠家大部分采用激光打碼,熱敏處理就顯得優為重要。打印信息碼測試要符合以下要求:
1)信息碼顏色為黑色或深藍色或綠色。
2)信息碼清晰可識別,分辨率不低于300 dpi,條形碼識別率不小于99.00%。
3 結語
紙質SIM卡與國內外現行的PVC或ABS SIM卡比較的有益效果為:
1)在生產過程、制作原材料上減少了能源的消耗和二氧化碳排放對環境的污染,符合國家節能減排政策。
2)ABS芯片小卡置入用戶手機內部,是有效使用的部分,SIM卡用戶使用部分性能沒有任何改變。而紙質卡套可以被循環利用,把對環境的污染降到最低。
3)ABS小卡和紙質卡套分開生產,生產工藝上容易實現產能的突破,以滿足日益增長的市場要求。
目前,紙質SIM卡基的生產工藝還需要進一步的完善。在生產中粘接劑的選擇、環境變化對卡體變形的影響以及為實現激光打碼的熱敏處理等問題直接影響著紙質SIM卡基的質量,需要通過反復的實驗才能最后形成成熟的生產工藝。從長遠來看,ABS芯片小卡會最后取代目前市場上見到的所有形式的SIM卡。直接生產的ABS芯片小卡供用戶使用,才是真正意義上符合節能環保。但是,目前國內SIM卡廠家不具備對ABS小卡基完成后續生產工序(包括:芯片植入、個性化數據處理、序號及條碼打印、封裝等)的能力,準確的說,沒有對ABS小卡進行芯片植入、個性化數據處理、序號及條碼打印等工序的設備,而紙質SIM卡基所有后續工序都可以在現有設備下完成,因此給紙質SIM卡基的推廣應用帶來了契機。
[1]郝岐峰.基于SIM卡卡基不同制作工藝的研究[J].包裝工程,2009,30(07):37-38.
[2]王莉,龔文才.包裝印刷對環境的污染及治理措施[J].包裝工程,2007,28(11):201-204.
[3]周明香,盧立新.膠印印刷墨層厚度的技術分析和質量控制[J].包裝工程,2008,29(05):66-68.
[4]李偉,張海燕.印刷設備新型紙張定位系統設計[J].包裝工程,2007,28(10):104-106.
[5]付新建,張華,劉少兵,等.紙塑覆膜乳液膠的研制[J].粘接,2008,29(10):28-31.
[6]于忠英.乳液型紙塑復膜膠粘劑的研制與應用[J].天津化工,1990,(01):16-19.
[7]沈國鵬,劉家永,吳鳴健.ZS-水基紙塑復膜膠的研制[J].中華紙業,2003,24(08):32-43.