淺談鐵塔中制彎板材的放樣與加工
2012-04-10 05:40:48成愛國
山西電力 2012年2期
成愛國
(山西省電力公司送變電工程公司,山西 太原 030006)
0 引言
隨著電力事業(yè)的發(fā)展,鐵塔放樣軟件不斷升級、設(shè)備持續(xù)更新。各鐵塔生產(chǎn)廠家在普通聯(lián)板的放樣及加工上,雖已基本得到了很好的解決,但由于制彎板材迄今還沒有完全成熟的軟件來實現(xiàn)微機放樣,同時大部分加工設(shè)備還不能保證加工的精度,因此,在放樣及加工中板材的制彎仍然是有待解決的一大難題,而解決這一問題的關(guān)鍵就是如何對制彎線(點)處的特殊處理。
1 目前制彎板材普遍采用的加工方法
在輸電線路設(shè)計中,制彎板材普遍使用在主材變坡處、塔身本體與橫擔(dān)連接處、塔腿V面處以及貓頭塔頭部拐點處等坡度發(fā)生變化的鐵塔部位的聯(lián)接處。制彎有兩種形式:正曲(外曲) 和反曲(內(nèi)曲)。制彎的加工方法分為熱制和冷制,即熱曲和冷曲。一般廠家為了降低成本都盡可能地采用冷曲。
輸電線路鐵塔中普通聯(lián)板(指不需要制彎的聯(lián)板)的加工通常是直接下料,接下來制孔即可。而制彎板材由于先制孔后制彎,可能會造成孔位的變化,影響鐵塔部件的安裝,不能滿足設(shè)計圖紙及國家標(biāo)準(zhǔn)的要求,所以目前各鐵塔生產(chǎn)廠家在加工制彎板材時普遍采用先制彎后制孔的加工工藝。先制彎后制孔就是將一塊板材料下好后,先將板按要求進行制彎,然后用樣板(通過放樣打印好的比例為1∶1的紙制或塑料薄膜樣板)進行號孔,而后再沖孔或者鉆孔。采用這種先制彎后制孔的加工工藝雖然滿足了安裝及設(shè)計要求,但是由于制彎后的制孔通常要采用鉆孔工藝,這樣就使得成本加大,并且生產(chǎn)周期變長,不能保證配套,生產(chǎn)效率低。為了提高生產(chǎn)效率,降低成本,就要考慮采用先制孔后制彎的加工工藝,這樣首先就得解決好孔位變化的問題。
2 TMA放樣的制板原理及板材制彎加工的基理
2.1 TMA放樣軟件的選擇
當(dāng)前,在輸變電鐵塔加工行業(yè)中鐵塔的放樣軟件普遍使用鐵塔制造助手TMA(Tower-manufacturing Assistant),是由北京信狐天誠軟件科技有限公司開發(fā)的專門用于設(shè)計部門及鐵塔制造企業(yè)進行繪圖和放樣的軟件。TMA與以往基于DOS設(shè)計模式的鐵塔繪圖放樣程序相比,在體系結(jié)構(gòu)、穩(wěn)定性、可維護性、可擴充性、智能化及自動化計算方面都有質(zhì)的飛躍,在操作方式、交互方式、用戶界面上有明顯改善,朝著軟件傻瓜化方向邁出了堅實的一步,同時系統(tǒng)功能也更加完善。數(shù)控自動生產(chǎn)線與微機終端連接既保證了加工質(zhì)量,又適應(yīng)了大批量生產(chǎn)的需求。TMA系統(tǒng)采用面向?qū)ο蟮脑O(shè)計(OOD)和組件(COM)技術(shù),將CAD行業(yè)內(nèi)的線框模型與邊界表示模型融為一體,實現(xiàn)了三維實體設(shè)計與二維平面出圖的一體化,很好地解決了鐵塔設(shè)計制造過程中的許多問題,使得設(shè)計一基鐵塔放樣的時間由原來的幾十天縮短到幾天,大大加快了工程進度,并且提高了加工質(zhì)量,簡單易學(xué),界面友好,三維實體顯示(包括螺栓) “所見即所得”。其功能主要有:三維實體鐵塔仿真,能很好地解決鐵塔試組裝問題;提供構(gòu)件編輯器,可單獨方便地修改任意類型構(gòu)件;存檔時無須存儲DWG文件,使用前可迅速(30 min內(nèi)) 恢復(fù)所有圖紙;基于參數(shù)化設(shè)計,套用同類型鐵塔,只需修改少量參數(shù)即可實現(xiàn)套改;可實現(xiàn)各種連接方式(包括交于楞線);適用于所有塔型及電壓等級;自動化程度高,節(jié)約時間,提高效率。
為此,TMA軟件被行業(yè)內(nèi)廣泛使用,成為輸變電鐵塔加工行業(yè)中最主要的放樣軟件。
2.2 TMA放樣軟件的制板原理
在TMA放樣軟件中,板材在制作時是以相對應(yīng)的角鋼外楞(即外皮)為基準(zhǔn)的,也就是說角鋼上的孔位嚴(yán)格地說是和板材接觸面方向上的孔位相對應(yīng)的。當(dāng)板材為普通板(即不制彎的板)時,板材的上下兩個平面上的孔位是一致的(相對于其中一個平面)。當(dāng)板材為制彎板材時,它上下兩平面上的孔位是有相對位移的。制彎板材通常有兩種形式,一是反曲(內(nèi)曲),即它與鐵塔角鋼的接觸面為如圖2中C面,例如在貓頭塔中出現(xiàn)圖1中的A點側(cè)面位置;二是正曲(外曲),與鐵塔角鋼的接觸面如圖2中D面,例如在貓頭塔中出現(xiàn)圖1中的B點側(cè)面位置。而使用TMA放樣出來的制彎板材樣板是按與角鋼接觸面確定孔位的平板。因此,這樣定下的孔位在先制孔后制彎后就可能會使孔位發(fā)生位移,不能滿足規(guī)定要求。
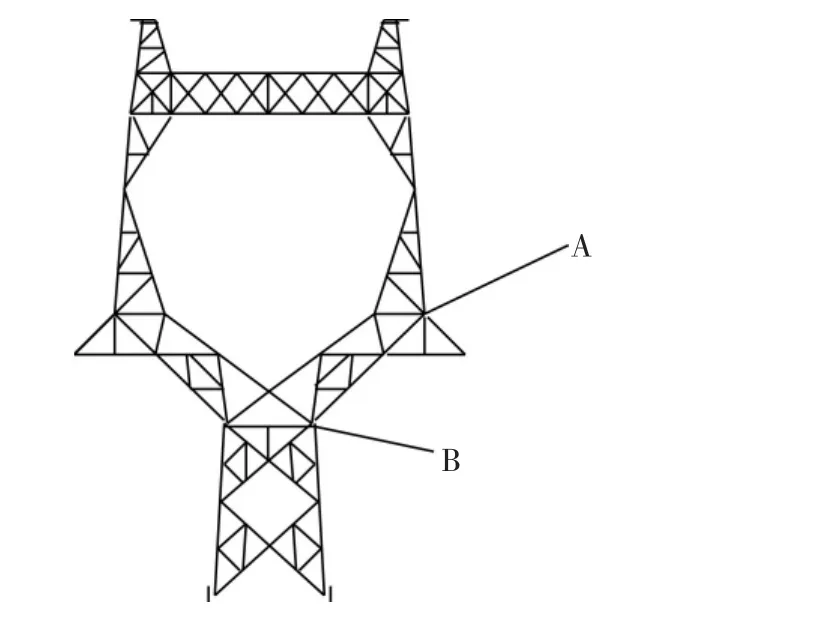
圖1 貓頭型鐵塔頭部單線圖
總之,在TMA放樣中,孔位的確定是基于接觸面來進行的。
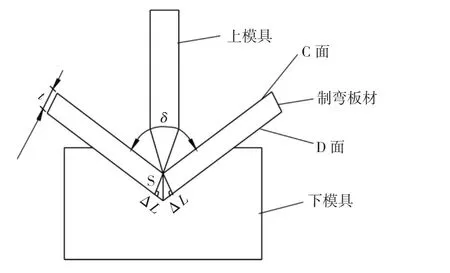
圖2 板材制彎加工示意圖
2.3 板材制彎的加工基理
板材的制彎(冷曲) 通常采用模具,使其成型。模具分為上模和下模,下模所需角度由制彎板材構(gòu)件的曲度決定。上模裝在曲軸壓力機或液壓機上,下模則固定在平臺上,而將需要制彎的板材置于下模上,通過外加力使板材冷變形,達到設(shè)計及安裝要求的角度δ,如圖2。
3 制彎板材的理論計算
由圖2可以看出,在制彎過程中,當(dāng)上模加力時,C面沿加力點S(線)發(fā)生彎曲,在C面上孔位相對于制彎線未發(fā)生變化,即制彎后板材上的孔位與在使用TMA放樣軟件直接放樣出來的標(biāo)準(zhǔn)樣板上的孔位相對于制彎線是一樣的,所以當(dāng)制彎板材是反曲(內(nèi)曲)時,先制孔后制彎孔位不發(fā)生變化。同時也可以看出,該板的D面,孔位相對于制彎線明顯發(fā)生了變化,即制彎線兩側(cè)分別變化了ΔL。ΔL值可以根據(jù)三角函數(shù)得出,ΔL=t/[tag(δ/2)]。δ由TMA放樣后直接給出,不需另外計算,t為制彎板材厚度。因此,在正曲(外曲)時,由于其與鐵塔角鋼接觸面為D面,而使用TMA放樣軟件直接放樣出來的樣板上一側(cè)的孔位(相對于制彎線)比要求長了ΔL,因此,應(yīng)將原樣板(TMA放樣軟件直接放樣出來的樣板)上兩側(cè)的孔向制彎線方向分別移動ΔL進行修改,然后再采用先制孔后制彎的工藝,才能使制彎后的孔位符合要求。
4 制彎板材的實際應(yīng)用
通過以上的理論分析可以得出:當(dāng)制彎板材是反曲(內(nèi)曲),即如圖2中C面為接觸面時,可以直接將通過TMA放樣得出的板,先制孔后制彎,孔位不發(fā)生變化,以下不再舉例;當(dāng)制彎板材是正曲(外曲),即如圖2中D面為接觸面時,由于先制孔后制彎孔位發(fā)生了變化,下面舉例說明其放樣后的數(shù)值修改。
圖3為通過TMA放樣得出的單件圖,從圖中可以看出制彎板材為外曲,制彎度數(shù)δ=53°,板材厚度t=8 mm,為此,可以得出制彎板材一側(cè)的孔位偏移值 ΔL, ΔL=t/[tag(δ/2)]=8/[tag(53/2)]=16 mm。這樣,就可以將通過TMA放樣得出的單件圖中靠近制彎線兩側(cè)的數(shù)值75 mm和40 mm,分別調(diào)整為59 mm和24 mm,而其余孔位相對位置不變。最后,就得到了如圖4根據(jù)孔位移動校正后得出的單件圖。這樣就已經(jīng)將制彎后影響孔位偏移的因素考慮了進去。因此,現(xiàn)在就可以直接按圖4所示的根據(jù)孔位移動校正后得出的單件圖,按先制孔后制彎孔的加工工藝進行加工,從而使板材在制彎后的孔位與接觸面角鋼孔位相對應(yīng)(即使板材在制彎后的孔位與通過TMA放樣得出的單件圖中孔位相一致),滿足了安裝和設(shè)計的要求。
5 結(jié)束語
通過以上對輸電線路鐵塔兩種制彎板材的放樣及加工的研究,可基本解決制彎板材的放樣及加工問題,為廠家的生產(chǎn)進度以及產(chǎn)品質(zhì)量提供了有力保障。
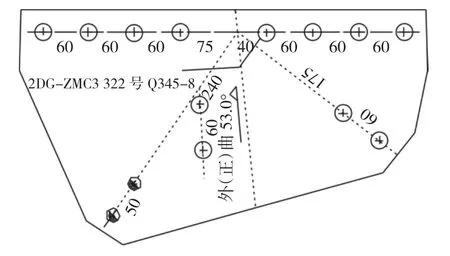
圖3 通過TMA放樣得出的單件圖(mm)
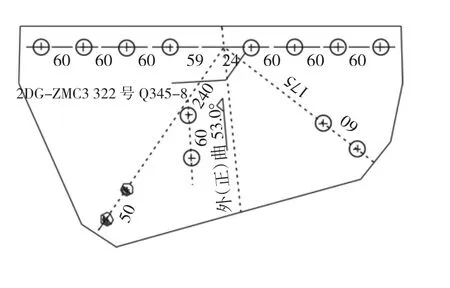
圖4 根據(jù)孔位移動校正后得出的單件圖(mm)