基于仿真的柴油機(jī)雙邊裝配線第二類平衡問題研究
2012-03-28 02:44:26李晨磊
柴油機(jī)設(shè)計與制造 2012年4期
李晨磊
(上海交通大學(xué)機(jī)械與動力學(xué)院,上海200030)
基于仿真的柴油機(jī)雙邊裝配線第二類平衡問題研究
李晨磊
(上海交通大學(xué)機(jī)械與動力學(xué)院,上海200030)
裝配線平衡問題就其優(yōu)化目的可以分為SALBP-1和SALBP-2兩類,實際的文獻(xiàn)中多關(guān)注于SALBP-1,關(guān)于SALBP-2的研究比較少,且往往未考慮生產(chǎn)中不確定因素的影響。針對上述問題,本文研究了某柴油機(jī)裝配線的第二類平衡問題,包括了節(jié)拍的降低和可靠性的保證。提出了研究第二類平衡問題的流程,包括任務(wù)的拆解,運用啟發(fā)式規(guī)則確保長度不變的前提下優(yōu)化裝配任務(wù)分配,降低節(jié)拍保證可靠性。建立了裝配線的仿真模型,通過仿真分析實際生產(chǎn)中不確定因素對裝配線性能的影響,選取合適的節(jié)拍,并確定最終的改善方案。經(jīng)過分析驗證,該方法可以解決滿足某柴油機(jī)增產(chǎn)需求的平衡問題,確保其節(jié)拍降低,穩(wěn)定性提高。
柴油機(jī)雙邊裝配線第二類平衡問題仿真
1 引言
雙邊裝配線是一種新的裝配線布局方式。其對傳統(tǒng)單邊裝配線進(jìn)行擴(kuò)展,通過將原本單一的裝配區(qū)域拆分為左右兩個獨立的裝配工作區(qū)域,工人在各自區(qū)域內(nèi)并行,獨立地進(jìn)行裝配作業(yè)。雙邊裝配線具有長度短,產(chǎn)品在線時間短,共用夾具,搬運和裝夾次數(shù)少等優(yōu)點[1],適用于體積較大、結(jié)構(gòu)復(fù)雜的柴油機(jī)等產(chǎn)品的裝配。
裝配線的平衡問題根據(jù)其優(yōu)化目標(biāo)的不同可以分為SALBP-1和SALBP-2。SALBP-1主要發(fā)生在裝配線設(shè)計之初,優(yōu)化目標(biāo)為給定節(jié)拍求裝配線最短長度;SALBP-2發(fā)生在裝配線的實際使用階段,優(yōu)化目標(biāo)為給定裝配線長度求最小節(jié)拍。上述文獻(xiàn)主要是圍繞裝配線的第一類平衡問題展開,很少有針對第二類平衡問題的文獻(xiàn)資料。此外,上述文獻(xiàn)也沒有考慮由于生產(chǎn)裝配實際環(huán)境中的眾多波動(包括人員裝配以及零部件質(zhì)量等)所造成的裝配線可靠性問題。
針對以上問題,本文以保證裝配線可靠性的前提下減少節(jié)拍增加產(chǎn)能為目標(biāo),提出了基于仿真的雙邊裝配線第二類平衡問題解決方案。首先,考慮裝配線實際生產(chǎn)情況下的不確定因素,建立裝配模型,分析現(xiàn)有裝配線的可靠性;其次,以增產(chǎn)條件下的節(jié)拍為目標(biāo),通過工位任務(wù)拆解,啟發(fā)式規(guī)則等方法,調(diào)整裝配任務(wù)首先滿足節(jié)拍需求;再次,將調(diào)整后的數(shù)據(jù)投入仿真模型,動態(tài)分析裝配線的實際運行性能,在確保裝配線可靠性的前提下選取滿足提高產(chǎn)能要求的裝配節(jié)拍。以某柴油機(jī)的增產(chǎn)為例,驗證分析該方法可以有效地解決雙邊裝配線的第二類平衡問題,達(dá)到保證裝配線穩(wěn)定性,減少節(jié)拍的目標(biāo)。
2 柴油機(jī)裝配線增產(chǎn)的平衡問題
某柴油機(jī)裝配線目前每天實際工作時間為8.5 h,日產(chǎn)量為65臺/d,設(shè)定節(jié)拍為450 s。由于市場需求的增加,該柴油機(jī)裝配產(chǎn)量需要增加到75臺/d,每天的實際工作時間不變。通過計算可以知道,理論上增產(chǎn)前的節(jié)拍不能大于470 s,增產(chǎn)后的節(jié)拍不能大于408 s。因此裝配線平衡的目標(biāo)為:降低生產(chǎn)線的節(jié)拍滿足產(chǎn)量提高的需求,并在考慮工位作業(yè)波動的情況下尋找合適的節(jié)拍來保證裝配線的可靠性。
在裝配線平衡之前,通過數(shù)據(jù)采集和處理,包括工序、先序約束、操作位置約束、操作時間的均值,方差等,確定柴油機(jī)裝配線的平衡問題,如圖1所示。圓圈內(nèi)的數(shù)字表示裝配任務(wù)的編號,圓圈上端的括號內(nèi)數(shù)字表示操作任務(wù)的平均時間(單位:s),字符L和R分別表示任務(wù)只能在左邊裝配線和右邊裝配線上操作,E表示任務(wù)可以在左右兩邊的任何一面操作。圖中連接2個任務(wù)的箭頭“→”表示先序關(guān)系。
3 基于仿真的裝配線平衡方案的研究
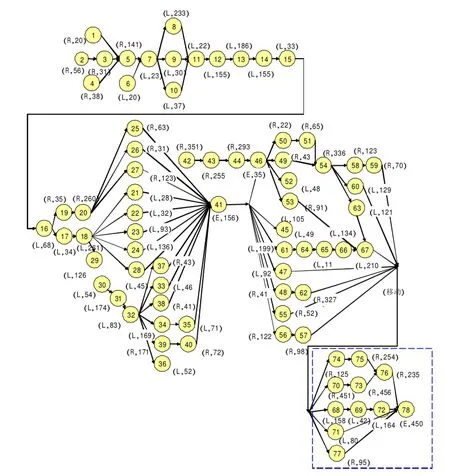
圖1 某型柴油機(jī)裝配線平衡問題
在目前裝配線仿真建模方面,Technomatic公司開發(fā)的軟件工具eM-Plant使用廣泛。eM-Plant是關(guān)于生產(chǎn)、物流和工程的仿真軟件,可以對各種規(guī)模的工廠和生產(chǎn)線,包括大規(guī)模的跨國企業(yè),建模、仿真和優(yōu)化生產(chǎn)系統(tǒng),分析和優(yōu)化生產(chǎn)布局、資源利用率、產(chǎn)能和效率、物流和供需鏈等。
3.1 裝配線平衡方案研究的流程
將本次裝配線平衡研究的流程設(shè)置為兩大模塊,如圖2所示。其中第1個模塊是“平衡模塊”,主要為實際的數(shù)據(jù)文件和平衡計算;第2個模塊是“仿真模塊”,主要為計算機(jī)仿真的輸入和輸出。
“平衡模塊”主要就是根據(jù)現(xiàn)有的任務(wù)作業(yè)時間一覽表,工位的任務(wù)分配一覽表,將任務(wù)及工位同節(jié)拍上限比較,運用啟發(fā)式的分配規(guī)則,通過單個任務(wù)的拆分,工位任務(wù)的調(diào)整,來降低裝配線的節(jié)拍,通過多次循環(huán),最終輸出裝配線優(yōu)化后的一個工位任務(wù)分配。
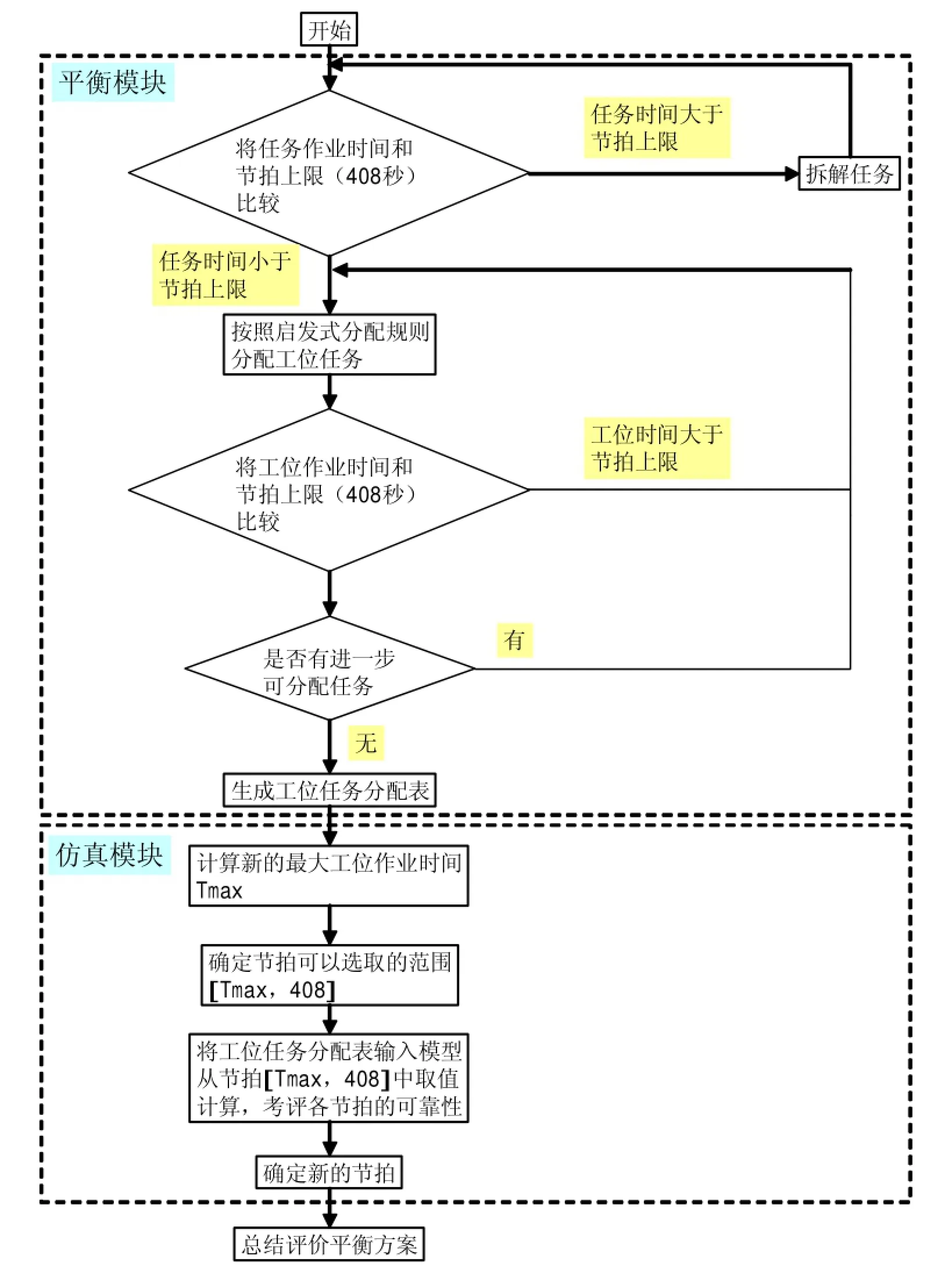
圖2 裝配線平衡研究流程圖
“仿真模塊”主要有以下幾個內(nèi)容:(1)根據(jù)“平衡模塊”輸出優(yōu)化后的工位任務(wù)分配,更新eM-Plant中的positions_time文件;(2)計算得到優(yōu)化后的最大工位作業(yè)時間Tmax;(3)確定節(jié)拍的取值范圍(節(jié)拍下限,節(jié)拍上限);(4)從節(jié)拍取值范圍內(nèi)選取節(jié)拍,填入table file文件中進(jìn)行仿真;(5)比較不同節(jié)拍下的產(chǎn)量及可靠性。最后總結(jié)評價優(yōu)化結(jié)果,比較其同優(yōu)化前的改進(jìn)。
3.2 平衡的實施
3.2.1 任務(wù)的拆分
將裝配線的所有任務(wù)和節(jié)拍與上限408 s比較,可以知道其中70、73和78號任務(wù)都超出了節(jié)拍上限的要求,需要對任務(wù)拆分。將70、73和78三道任務(wù)進(jìn)行拆解,具體數(shù)據(jù)如表1。
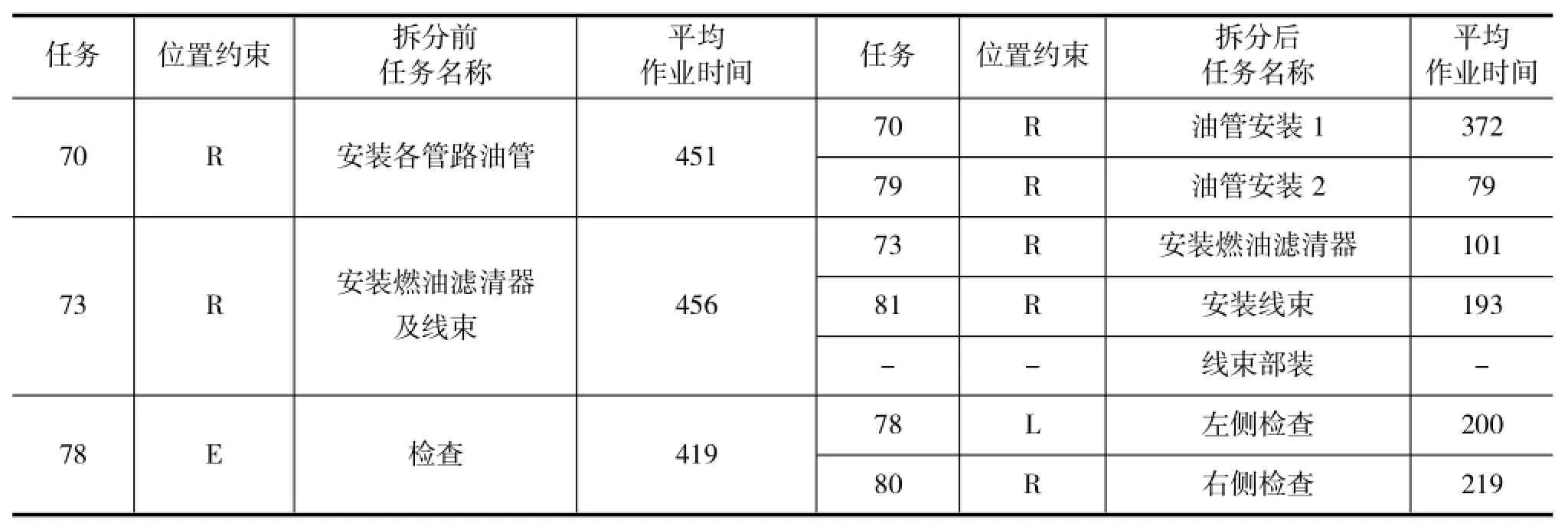
表1 任務(wù)拆解表
由于增加了79、80和81共3個任務(wù),裝配線的先序關(guān)系由圖1中右下角方框內(nèi)的關(guān)系變?yōu)閳D3所示。拆分后81道任務(wù)的作業(yè)時間都已低于節(jié)拍上限的408 s,各工位的任務(wù)分配一覽表如表2所示。為節(jié)省文章篇幅,文中僅列出需作調(diào)整的工位任務(wù)。
3.2.2 通過啟發(fā)式平衡規(guī)則分配任務(wù)
定義工位k的領(lǐng)域,如圖4所示,工位任務(wù)調(diào)整的規(guī)則如下:
(1)計算所有工位的準(zhǔn)配時間STk,并尋找裝配時間最短STmin的工位kmin;
(2)從STmin的工位kmin的領(lǐng)域工位中,尋找裝配時間STmax最長的工位kmax;
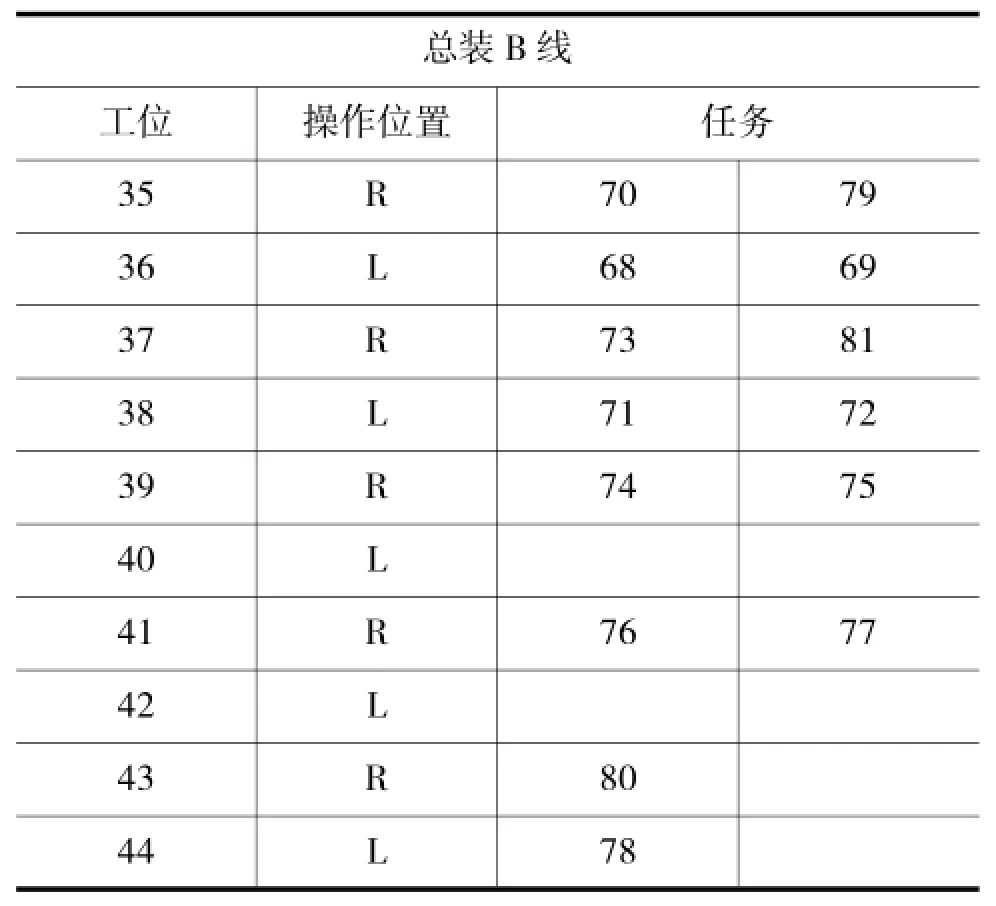
表2 任務(wù)拆分后的工位任務(wù)分配一覽表
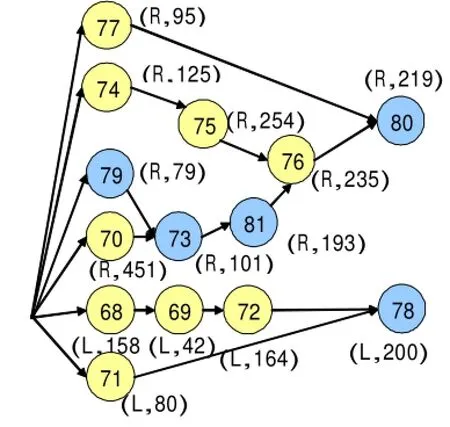
圖3 簡要配試流程圖
圖4 工位k的領(lǐng)域
(3)在滿足先序約束、操作位置和節(jié)拍約束的前提下,分別從kmax和kmin的工位上選擇可以互換的裝配任務(wù);
(4)將相關(guān)任務(wù)進(jìn)行互換后更新任務(wù)分配表,然后重復(fù)步驟(1),直到滿足裝配線平衡要求。
統(tǒng)計拆分后工位作業(yè)時間的一覽表如圖5所示。A、B1、B2三條副線之間的任務(wù)由于受到工藝限制,任務(wù)無法在三條副線之間互換,所以平衡工位之間的任務(wù)時將三條副線獨立處理,分別考慮。工位1至工位24屬于副線A,工位25至工位34屬于副線B1,工位35至工位44屬于副線B2。
如圖5所示,裝配副線B2中的工作作業(yè)時間最大,所以在裝配副線2中利用啟發(fā)式規(guī)則平衡工位。設(shè)定節(jié)拍為408 s,則裝配副線2的工位情況如圖6所示。
根據(jù)上文中提到啟發(fā)式任務(wù)分配規(guī)則對裝配副線B2的任務(wù)進(jìn)行優(yōu)化:
(1)從上述工位中可得,ST35=200,ST36=451,ST37=244,ST38=294,ST39=0,ST40=379,ST41=0,ST42=330,ST43=219,ST44=200。并得到工位時間的升序排列{39,41,44,35,43,37,38,42,40,36};
(2)選取作業(yè)時間最短的工位ST39,生成其相鄰工位的降序{40,42,38,37,41};
(3)ST40中有任務(wù)74可以分配到ST39,并滿足先序關(guān)系及位置約束;
(4)重新計算ST39=125,ST40=254,重新生成工位時間的升序排列{41,39,44,35,43,37,40,38,42,36}。
如果工位時間最短的工位周圍沒有可以調(diào)整的任務(wù),則考慮工位時間第二短的工位,以此類推,根據(jù)先序關(guān)系和裝配位置的約束直至再也沒有任務(wù)可以被分配時,輸出結(jié)果,得到裝配副線B2優(yōu)化后的一個解,如圖7所示。
用同樣的方法檢查了總裝副線A和總裝副線B1,發(fā)現(xiàn)由于受到任務(wù)的先后順序限制及裝配工藝的限制(主要是由于受到裝配工裝的位置限制),無法通過工位間調(diào)整任務(wù)來減小節(jié)拍。且調(diào)整總裝副線B3上的工位后已經(jīng)能夠滿足節(jié)拍需求,所以將優(yōu)化副線B3后的結(jié)果作為整條裝配線工位平衡的一個優(yōu)化解。得到工位任務(wù)一覽表如表3所示,為節(jié)省文章篇幅,文中僅列出進(jìn)行優(yōu)化的工位。
酒店員工職業(yè)認(rèn)同對工作投入的影響研究——以三亞星級酒店為例 ……………………………………………… 王 洋(4/45)
工位的作業(yè)時間分布如圖8所示。從圖中可以看到,經(jīng)過優(yōu)化所有的工位都已經(jīng)降低408 s以下,其中最大的工位作業(yè)時間為36號工位,時間為372 s。
3.2.3 模擬仿真確定節(jié)拍
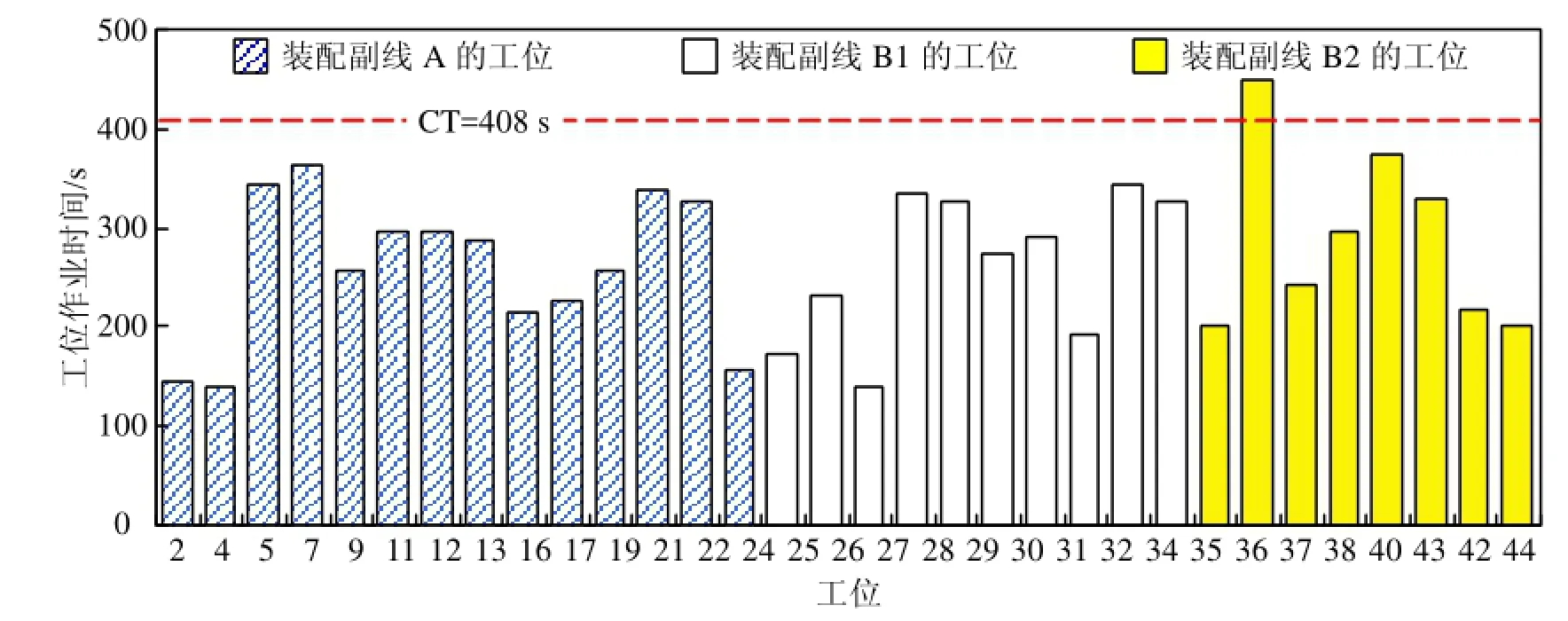
圖5 拆分后的工位作業(yè)時間
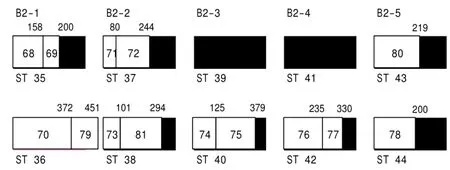
圖6 拆分后裝配副線B2的工位分布
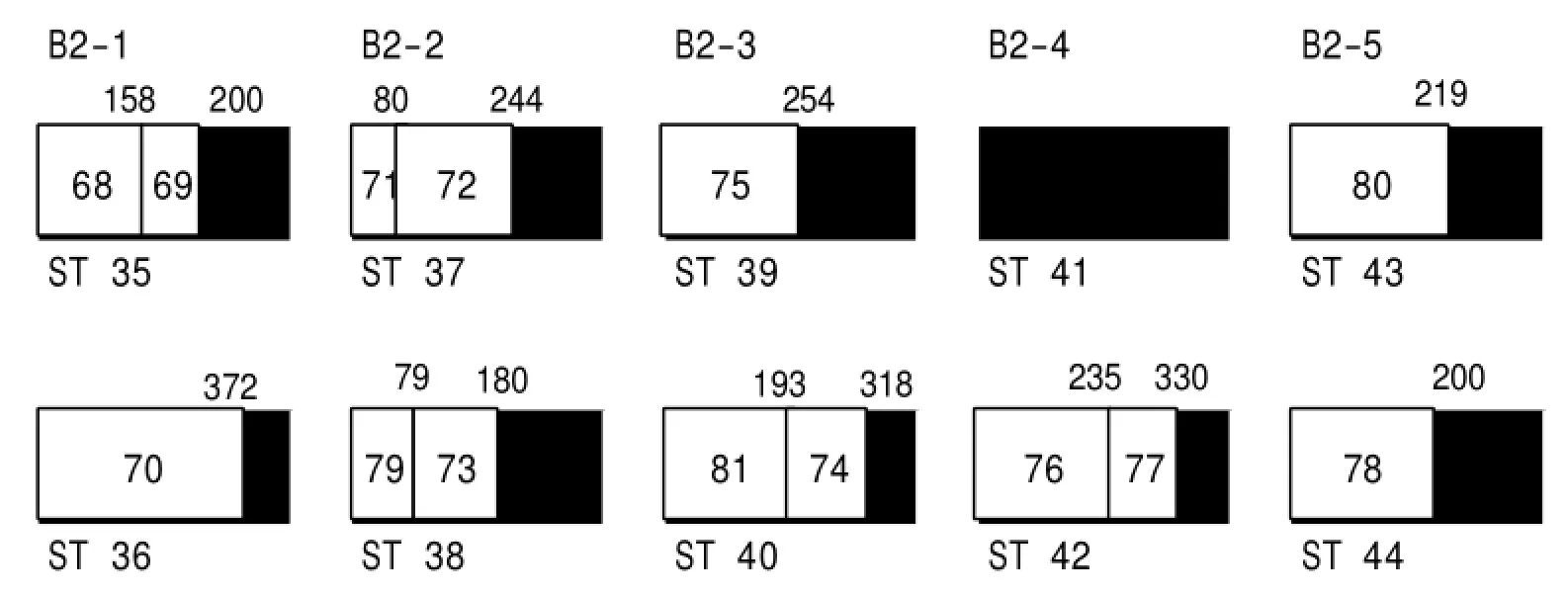
圖7 優(yōu)化后裝配副線B2的一個解
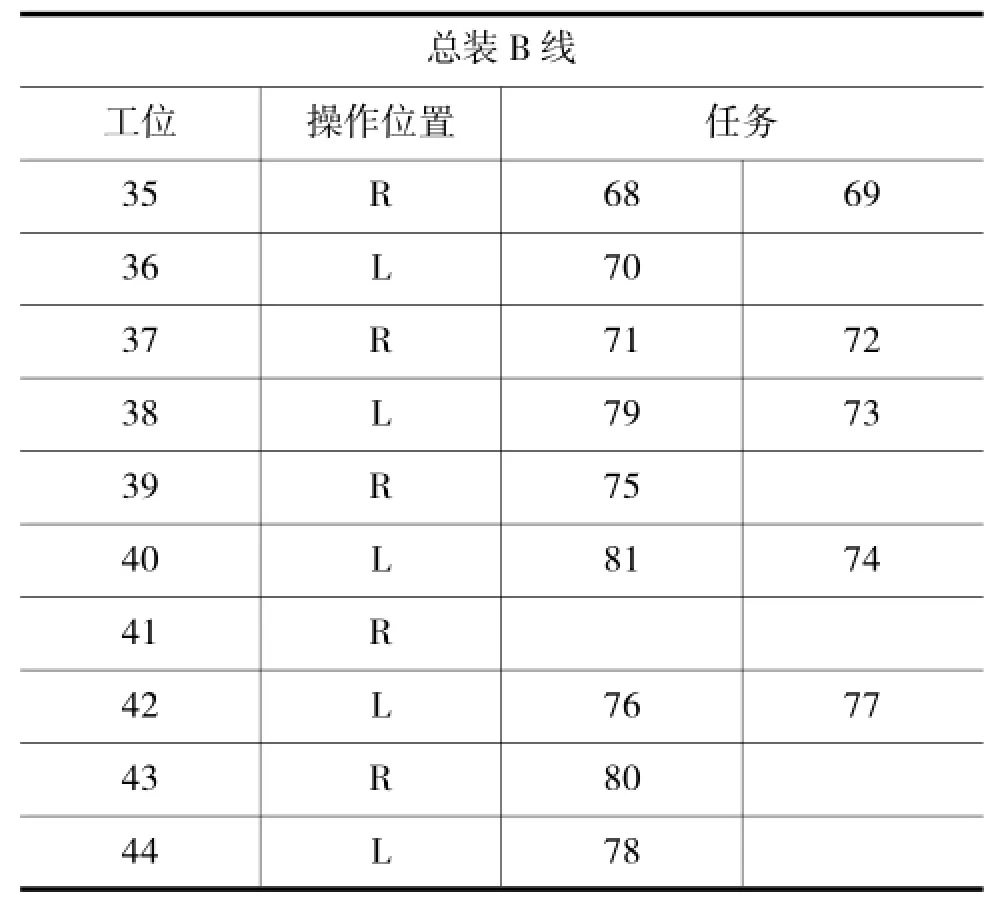
表3 優(yōu)化后的工位任務(wù)一覽表
將更新后的工位任務(wù)表輸入以下離散系統(tǒng)仿真軟件eM-Plant中進(jìn)行計算確認(rèn)效果。裝配線有22個工位(Positon)組成,每個Position左右兩邊分別設(shè)定左右工位,Position之間設(shè)有緩沖器(Store)。產(chǎn)品從Source流入,經(jīng)過22個Position上裝配作業(yè)后,完成裝配從Drain流出。若產(chǎn)品在規(guī)定節(jié)拍內(nèi)無法完成裝配任務(wù),則產(chǎn)品進(jìn)入Position后序的Store。EventController是時間控制器,用于控制裝配線仿真系統(tǒng)中時間的發(fā)生。根據(jù)測量的任務(wù)作業(yè)時間和當(dāng)前工位任務(wù)分配情況將每個工位的作業(yè)時間填入Position_time。方法(Method)規(guī)定了工位運算的法則。表格文件(Tablefile)中表示了每個工位的生產(chǎn)及阻隔情況。
由于每個任務(wù)的作業(yè)時有波動,所以必須考慮工位時間的波動,圖9表示了各工位在±3σ之內(nèi)的波動。由于工位時間波動超過+3σ的概率小于0.003,可以視為小概率事件,所以選取節(jié)拍CT>T最大工位+3σ時,所有的工件應(yīng)該都能夠在節(jié)拍時間內(nèi)完成。以實測數(shù)據(jù)為例,取CT∈[391,408]時,所有投入的工件幾乎都能夠完成裝配,也就是說可靠性>99%。
由于優(yōu)化后的作業(yè)時間最長的工位是36號工位,作業(yè)時間為372 s,所以降低節(jié)拍的理論取值范圍是[372,408]s,分別計算372 s、380 s、390 s、400 s和408 s這5種節(jié)拍情況,模擬以上各節(jié)拍25次,觀察模擬產(chǎn)量的頻次,如表4所示。
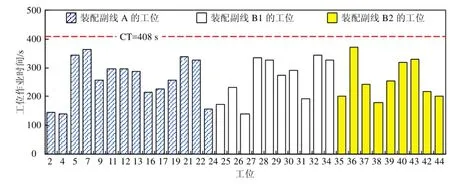
圖8 優(yōu)化后的工位任務(wù)時間
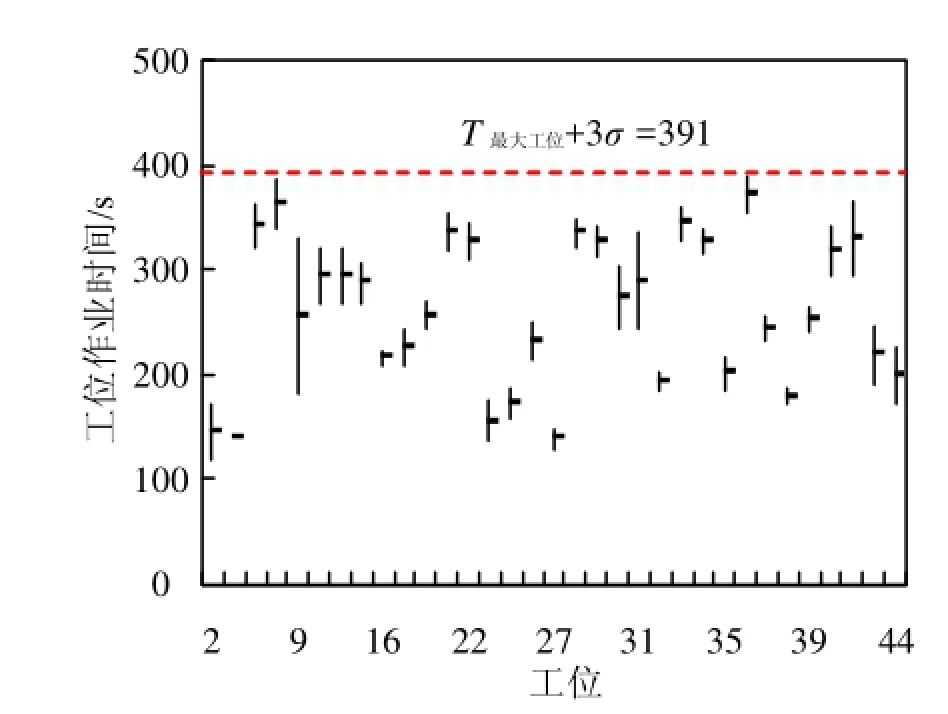
圖9 優(yōu)化后各工位的作業(yè)時間在+3σ之間的波動
對于表4的結(jié)果需要作如下說明:
(1)由于工位作業(yè)時間的標(biāo)準(zhǔn)差比較小(即波動沒有足夠大),計算次數(shù)沒有足夠多,所以各節(jié)拍下不同產(chǎn)量的頻次分布比較集中,沒有呈現(xiàn)出明顯的正態(tài)分布。
(2)5種節(jié)拍下,裝配線的理論產(chǎn)量如表5所示。當(dāng)節(jié)拍為372 s、380 s時,由于工位作業(yè)時間的波動,模擬實際產(chǎn)量無法達(dá)到理論的產(chǎn)量;而當(dāng)節(jié)拍大于390 s時,模擬實際基本上都和理論產(chǎn)量一致,這主要是因為各工位作業(yè)時間波動的上限(T最大工位+3σ)基本上為391 s以下。
(3)可靠性為100%的產(chǎn)量不隨節(jié)拍單調(diào)變化的。由于受到任務(wù)波動的影響,在理論節(jié)拍取值范圍[372,408]s中并非節(jié)拍越短產(chǎn)能越大,而是由小變大再變小,存在一個最大值,即CT=390 s時,產(chǎn)能最大為79臺/d。
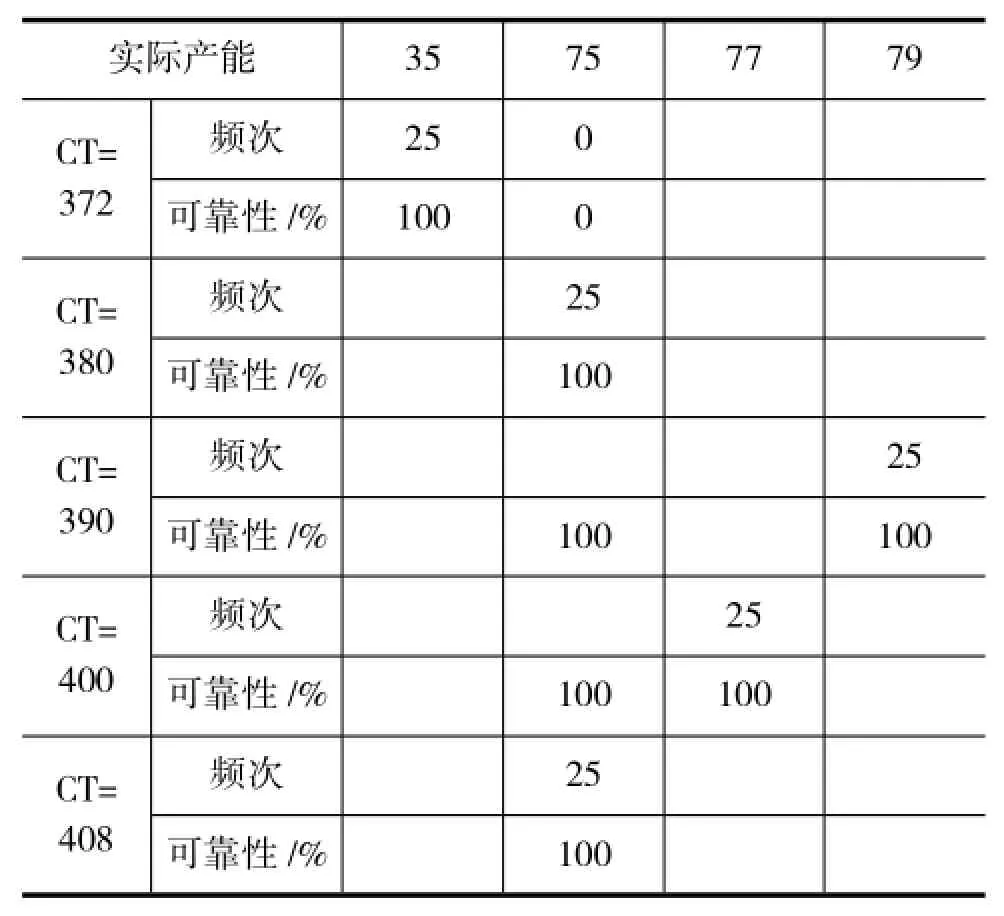
表4 n=25次計算下各節(jié)拍的可靠性
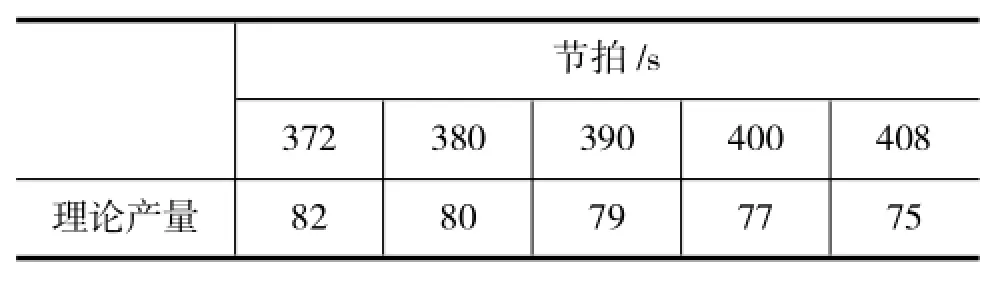
表5 各節(jié)拍下的理論產(chǎn)能
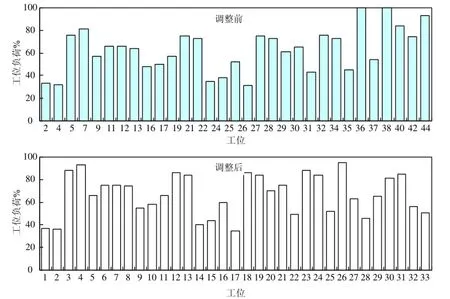
圖10 調(diào)整前后工位負(fù)荷比較
3.3 平衡優(yōu)化方案的總結(jié)評價
通過以上優(yōu)化,可以得到的平衡方案是:CT=390 s。將平衡后的方案和初始狀態(tài)進(jìn)行比較:
(1)節(jié)拍的降低:從450 s降至390 s,降低13.3%;
(2)可靠性:通過計算模擬和理論推算,調(diào)整前后的可靠性如表6所示。調(diào)整前的可靠性為0%,調(diào)整后的可靠性接近100%。
圖10為調(diào)整前后各工位的負(fù)荷對比。通過比較可知,調(diào)整前工位負(fù)荷超過80%的僅4個工位,調(diào)整后增加到11個;調(diào)整前工位負(fù)荷低于50%的有9個工位,調(diào)整后降低到6個工位。因此該平衡方案使得裝配線的工位負(fù)荷有了一定的提高。
4 結(jié)束語
本文給出了基于仿真的雙邊裝配線第二類平衡問題的平衡流程。并以某柴油機(jī)的裝配線為研究對象,在裝配線長度不變的前提下,以降低節(jié)拍、增加產(chǎn)能為目標(biāo),并同時保證裝配線的可靠性,采用了一種啟發(fā)式規(guī)則調(diào)整了裝配任務(wù);然后通過仿真分析,確定了裝配線的節(jié)拍,從而確保裝配線長度不變的前提下,減少了節(jié)拍,增加了產(chǎn)能,提高了可靠性。通過分析表明,該方法能夠有效地運用于發(fā)動機(jī)裝配線的第二類平衡問題,確保裝配線在不確定環(huán)境下提高運行的可靠性。
Simulation for SALBP-2 in a diesel engine assembly line
Li Chenlei
(Shanghai Jiaotong University,Shanghai 200030,China)
In this paper,a simulation-based algorithm was proposed to solve a SALBP-2 in engine assembly line for the purpose of reducing the circle time and increasing the assembly reliability.Firstly,a flow chart to solve the SALBP-2 was proposed,including breaking down tasks,reassigning tasks by a heuristic rule.Then,a simulation model was built and the circle time and the task assignment were decided by comparing with the different effects from the unstable production environment.Finally,the computational results show that the proposed algorithm can efficiently solve the SALBP-2 in engine assembly line.
diesel engine,two-sided assembly line;SALBP-2;simulation
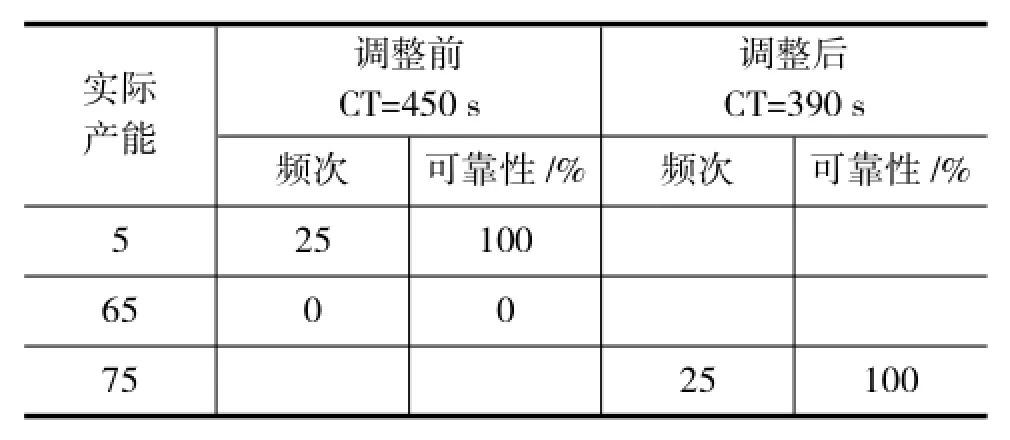
表6 平衡前后節(jié)拍可靠性比較
10.3969/j.issn.1671-0614.2012.04.008
來稿日期:2012-06-29
李晨磊(1982-),男,工程碩士在讀,主要研究方向為工業(yè)工程。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
新作文·小學(xué)低年級版(2021年9期)2021-11-27 07:57:46
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
學(xué)生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
故事大王(2016年7期)2016-09-22 17:30:08
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09