某柴油機進氣門和座圈異常磨損的分析
2012-03-28 02:44:25林立峰
柴油機設計與制造 2012年4期
林立峰
(同濟大學汽車學院,上海200092)
某柴油機進氣門和座圈異常磨損的分析
林立峰
(同濟大學汽車學院,上海200092)
針對某型號發動機出現的進氣門和座圈異常磨損的情況,從各個方面進行分析,重點對材質的匹配以及配氣機構的動力學分析2個方面做了分析、探討,最后給出了改進的思路和方案。經過試驗驗證,措施有效。
柴油機配氣系統進氣門座圈磨損
1 前言
配氣機構是柴油機的重要組成部分,該系統設計的合理與否,將直接影響到發動機的動力性、燃油經濟型、尾氣排放等主要技術指標[1]。配氣機構(尤其是下置式凸輪軸結構的柴油機)包括多種零部件,大多為運動件,該結構特點決定了其可靠性和耐久性,它們一直是工程實踐和生產實踐中難度較大的內容[2];該系統的可靠性和耐久性同時又極大地影響著柴油機整機的可靠性。
某型號電控共軌柴油機在使用中多次出現過“進氣門和座圈在短期內快速異常磨損”的問題。直接故障表現形式為發動機出現異響,氣門間隙減小甚至為零,嚴重時出現功率下降,氣門頭斷裂等問題;經過拆機檢查,確認故障根源是進氣門和座圈出現了異常快速磨損。
2 問題描述
該型柴油機在用戶使用約6個月后,在正常的維護保養階段發現“進氣門間隙減小,甚至頂死”現象,進氣門間隙為零,經拆機檢查,發現進氣門和座圈有不同程度的磨損。通過進一步對用戶使用12個月左右的同類型發動機調查,發現有更高比例、程度更嚴重的磨損情況存在;再進一步調查該機型數年之前曾經做過的多次臺架耐久考核結果,發現問題同樣存在,只是程度不大,未曾引起足夠的重視。圖1為使用后異常磨損進氣門與新進氣門的實物照片對比圖,圖2為異常磨損進氣門座圈的實物照片圖,可見磨損情況相當嚴重。

圖1 新氣門與磨損嚴重的進氣門的對比

圖2 進氣門座圈異常磨損
3 導致氣門和座圈異常磨損的分析
3.1 機型主要特征
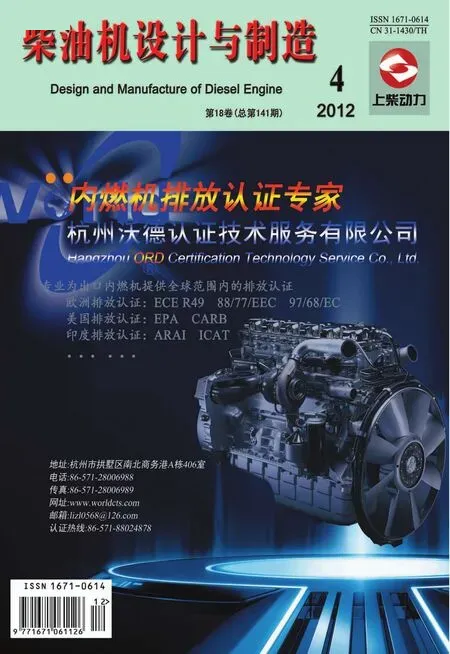
該柴油機排量為8.3 L,主要結構型式:直列六缸,水冷,四沖程,電控共軌,缸內直噴,渦輪增壓,一進一排兩氣門,凸輪軸下置,國Ⅲ排放標準。該柴油機的配氣機構主要包括凸輪軸、挺柱、推桿、搖臂、氣門、氣門彈簧、氣門座圈等零部件,示意圖見圖3。
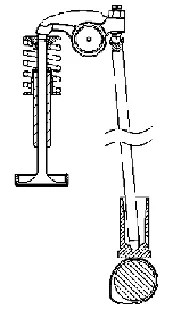
圖3 配氣機構的示意圖
3.2 導致出現異常磨損的可能因素分析
配氣機構是柴油機整機結構中比較復雜的一套機械傳動系統,各相關的運動件之間,包括氣門和座圈,出現磨損是不可避免的,設計人員所能做的就是盡可能延緩該磨損的進程。據了解,國內也曾出現過柴油機進氣門磨損的情況[3]。目前普遍接受的中等功率柴油機氣門和座圈磨損程度的評判標準是:1000 h臺架耐久考核后的氣門下陷量(氣門和座圈的綜合磨損)增加值不大于0.10 mm。該機型在實際使用中,有較高比例的氣門和座圈出現的磨損量遠大于該數值。
柴油機的排氣溫度約550~700℃,排氣門和座圈在工作時承受高溫燃氣的高速沖刷,因此,一直以來排氣門和座圈的磨損比較多見,也是工程應用中比較關注的內容之一。相比而言,進氣門和座圈的工作條件就好一些,但近年來,伴隨著柴油機整體強化程度的提高,排放限值的提高,各種新技術的推廣應用,進氣門和座圈的磨損有增多的趨勢[2]。
導致氣門和座圈出現異常磨損的因素比較多,也比較復雜。有多種因素都會影響甚至決定氣門和座圈出現異常磨損,如:(1)氣門和座圈的材料選擇是否合理;氣門和座圈的材料是否匹配;(2)氣門落座速度和落座力是否過大;(3)氣門和座圈的結構設計是否合理;(4)氣門是否有適量的旋轉;(5)接觸錐面是否有額外的潤滑條件;(6)座圈是否存在較大的變形;(7)是否存在氣門桿傾斜進而導致氣門和座圈之間的偏磨等。
對于進氣門而言,一般情況下不存在類似排氣門工作溫度偏高的因素。排氣門和座圈承受高溫燃氣的沖刷,另一方面廢氣中未完全燃燒的油霧和煙粒也在一定程度上對排氣門和座圈的貼合起著潤滑劑的作用;而進氣門和座圈承受的是增壓后的干燥熱空氣的沖刷,缺乏潤滑。氣門桿在氣門導管中做往復運動,通過氣門油封控制適量的潤滑油進入,既防止氣門桿與導管之間出現非正常磨損,又不能使漏入的機油過多,出現結膠。新的排放法規要求柴油機整機的機油耗更低,顆粒排放更少,為此,氣門油封做過改進,以控制更少量的機油滲入潤滑氣門導管。曾有觀點認為:是否因為控制機油耗率,滲入氣門導管的機油過少而導致了進氣門和座圈的異常磨損?但針對該型柴油機的實際拆機檢查表明:進氣門盤錐面在比較多的機油潤滑的情況下,仍出現了異常磨損。但是同樣有充足機油潤滑的進氣門盤部,其盤錐面沒有出現異常磨損的情況。已有試驗證明:機油通過氣門桿與導管孔之間滲漏的機油對整機機油耗率的貢獻可達20%左右,所以,從對整機機油耗率的限制和排放法規指標的限制來看,不允許此處滲入的機油進一步增加。另外,氣門桿部和盤錐面處如果泄漏的機油過多,將可能在高溫下分解后形成膠狀沉積物,阻礙氣門的往復運動。拆機檢查的情況:氣門盤錐面有充足的潤滑,但仍出現異常磨損,見圖4。
可見依靠氣門導管處滲漏的機油來潤滑進氣門和座圈以解決異常磨損的方案是行不通的:泄漏機油增加的程度少,則減磨效果不明顯;增加的機油多了,又將產生其他問題。
本文中我們利用自主開發的結構有限元軟件ATLAS[7-8]建立壓力容器模型,對壓力容器密封法蘭的接觸過程進行了數值模擬,得到了其受力特性和應力分布規律。同時,我們嘗試使用ATLAS完成壓力容器螺栓預緊的力學計算。我們首先對壓力容器螺栓建立模型,然后對壓力容器進行快速的有限元剖分,接著利用有限元求解器對該模型進行計算。最后我們對計算結果進行驗證并討論。

圖4 潤滑良好但磨損嚴重的盤錐面
另外,經檢查確認,出現進氣門和座圈異常磨損的故障機中,幾乎都是均勻磨損,不存在偏磨現象;同時絕大部分的氣門桿和氣門導管也沒有出現異常磨損現象。
關于氣門和座圈的結構設計是否合理——氣門結構設計的著重點是保證氣門有良好的進氣通路,保證有良好的剛度,同時與座圈有良好的座合效果。經查圖紙,該機型的進氣門設計比較合理,氣門盤錐面處的斜面角,背錐角,氣門頭部的厚度等參數均在正常推薦范圍內。
關于座圈是否存在變形——如果座圈出現變形,主要有2種原因:一是座圈與氣缸蓋孔的過盈量配合過大,導致發動機運行后受熱膨脹、變形;二是座圈周邊的氣缸蓋部位冷卻不均勻,導致座圈變形。座圈變形后,也將導致氣門的磨損。實際檢查表明:該機型出現的磨損都非常均勻,沒有偏磨的痕跡,基本可以明確排除座圈變形的可能。
關于氣門是否有適量的旋轉——經驗表明:氣門能稍許旋轉,將可減少氣門桿沉積物粘住氣門的機會,并且氣門盤錐面部位的溫度趨向均勻,改善傳熱條件,提高密封的可靠性[1]。一般的設計有自由式和定向式2類,該發動機是定向式結構,搖臂和氣門桿端面的接觸點的位置,與氣門桿中心線有偏置,這將使氣門在每次開啟時朝一個固定的方向稍許旋轉。實際拆機檢查,大多數的氣門其旋轉情況良好。
3.3 進氣門和座圈材質匹配的選擇
該進氣門材質選用9Cr18Mo2V,座圈為合金鑄鐵QZ6。9Cr18Mo2V是一種馬氏體鋼,在300~400℃進氣門溫度范圍內仍能保持很好的強度,氣門錐面經過調質處理后,硬度為35~42HRC;座圈錐面的硬度為35~45HRC。但這2種材質的摩擦副,在實際應用中還是出現了較大的磨損。
從故障件實物看,進氣門盤錐面磨損嚴重,在與座圈接觸的錐面已經形成了一個明顯的凹坑。經清洗后對故障氣門做金相顯微組織檢查:基體顯微組織為回火索氏體,硬度符合要求,合金碳化物的含量、形貌、精細度等級等指標都符合圖紙要求。圖5為磨損氣門的金相顯微組織檢查情況,圖6為磨損氣門的電鏡掃描檢查情況。從圖6b可見,存在著碳化物剝落、高溫腐蝕、接觸疲勞及二次裂紋。
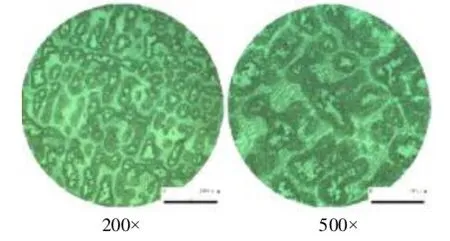
圖5 磨損進氣門金相顯微組織
圖6 進氣門盤錐面處的形貌
根據電鏡掃描結果可以得到這樣的結論:進氣門盤錐面的磨損以接觸疲勞為主,在接觸應力的作用下次表層處形成裂紋,并向表面擴展,最終發生淺層剝落;此外,盤錐面存在碳化物的剝落現象,在氣門運行過程中將形成磨粒,加劇了氣門與座圈的磨損。
由此可見,該機型進氣門和座圈出現嚴重磨損的機理是疲勞磨損和磨粒磨損。疲勞磨損主要是由于接觸應力過大,即氣門落座時對座圈的沖擊過大所造成的;另外,氣門和座圈這對摩擦副的材質不匹配,也容易出現磨損。解決這個問題主要可以從2個方面著手:一是降低進氣門和座圈的接觸應力,消除疲勞磨損的根源;二是改善氣門和座圈摩擦副的匹配。
根據現有的摩擦學理論,一對摩擦副之間出現磨損,主要可以分為粘著磨損、疲勞磨損、磨粒磨損等幾類,以及幾種情況共存的復合磨損[4]。決定一對摩擦副磨損程度的主要因素有材料、金相組織結構、表面硬度,另外,摩擦副之間的接觸應力、切向力、表面粗糙度、潤滑環境、溫度條件等也有非常大的影響。工程實踐中,選擇一對摩擦副首先可用類比法,優先考慮已成熟使用的設計;同時,輔以“快速磨損試驗法”,在快速磨損試驗機上,在模擬的工作環境下,測試幾種可能的摩擦副配對的磨損試驗,比較優劣,有助于快速設計選型。當然,最重要的還是要通過實際樣件的裝機考核才能真正得到驗證。但快速磨損試驗機仍然無法真正模擬氣門和座圈的實際工作情況。
3.4 配氣機構動力學分析
本文利用AVL tycon軟件對該柴油機的配氣機構進行模擬分析計算[5~7],通過分析計算求出氣門落座時的速度、加速度、落座力,評估是否在合理范圍內,來判斷是否存在氣門對座圈沖擊過大的情況。
根據AVL tycon軟件動力學分析模擬計算的結果,在柴油機標定轉速2 200 r/min工況下,進氣門的落座速度約為0.23 m/s,落座力為1 490~1 580 N。這個結果數據偏高,落座力偏大。圖7為用tycon動力學計算得到的進氣門落座速度和落座加速度曲線圖。
4 設計改進的方案
如前所述,可能導致氣門和座圈出現快速異常磨損的因素比較多,包括接觸應力、材料的選擇配對、潤滑條件、環境工作溫度等。針對該機型異常磨損的問題,大體可以有2條途徑尋求解決,一是優化配氣機構系統,適當降低進氣門的落座速度和落座力;二是優化進氣門和座圈的材料,使這對摩擦副匹配后的減磨效果最好。
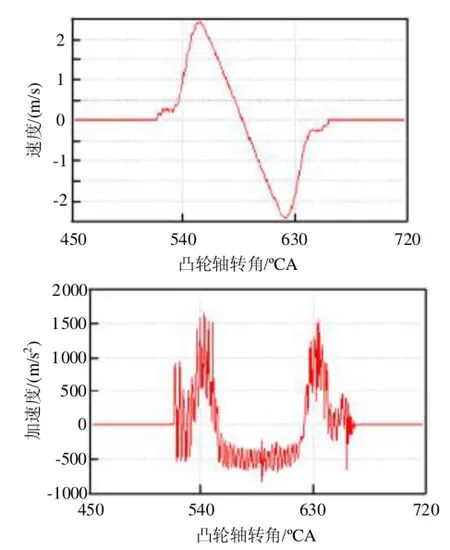
圖7 進氣門落座速度和加速度
若重新優化配氣機構,工作量極大,相當于重新優化設計凸輪型線,還可能涉及到氣門彈簧剛度、挺柱、推桿、搖臂、氣門等各運動件的技術參數調整。一般來說,要想在氣門落座力和氣流通過能力(時面值)二者之間獲得一個良好的折中,還是比較困難的。如果要降低氣門落座速度和落座力,往往會犧牲一點氣門的流通能力。而目前該機型配氣機構的豐滿系數為0.5467(進氣),改進余量已經不大(一般推薦豐滿系數不小于0.55),所以通過優化配氣機構降低氣門落座速度和落座力的途徑,可行性比較小。
因此,從企業的實際情況考慮,如果能夠通過對進氣門和座圈的材料匹配的優化選擇就能夠消除異常磨損的話,將是最好的選擇。
一般來說,在氣門盤錐面堆焊硬質合金的方法,是解決異常磨損較好的一種常規方案。但據了解,以目前國內行業的生產水平,堆焊硬質合金有過“出現裂紋并導致氣門盤錐面開裂”的故障。因此,將重點轉向了近幾年來國內逐漸推廣的粉末冶金材料氣門座圈的技術方案。
通過對幾套不同材質的氣門+座圈配對方案的快速磨損試驗,最終選擇了“21-4N材料進氣門表面軟氮化+V571粉末冶金材料座圈”的解決方案。表1為改進前、后,進氣門和座圈材料配對的金相指標對比說明。
國內某公司提供的V571粉末冶金材料座圈,以合金鋼粉為基體,加入CMP合金,Fe-Mo合金,利用先進的Cu溶浸工藝,使得其做成的座圈具有良好的耐熱性、耐磨性和機加工性。據悉,美國和日本等汽車工業強國多采用此類材料制造座圈。圖8為V571粉末冶金材料的顯微結構。
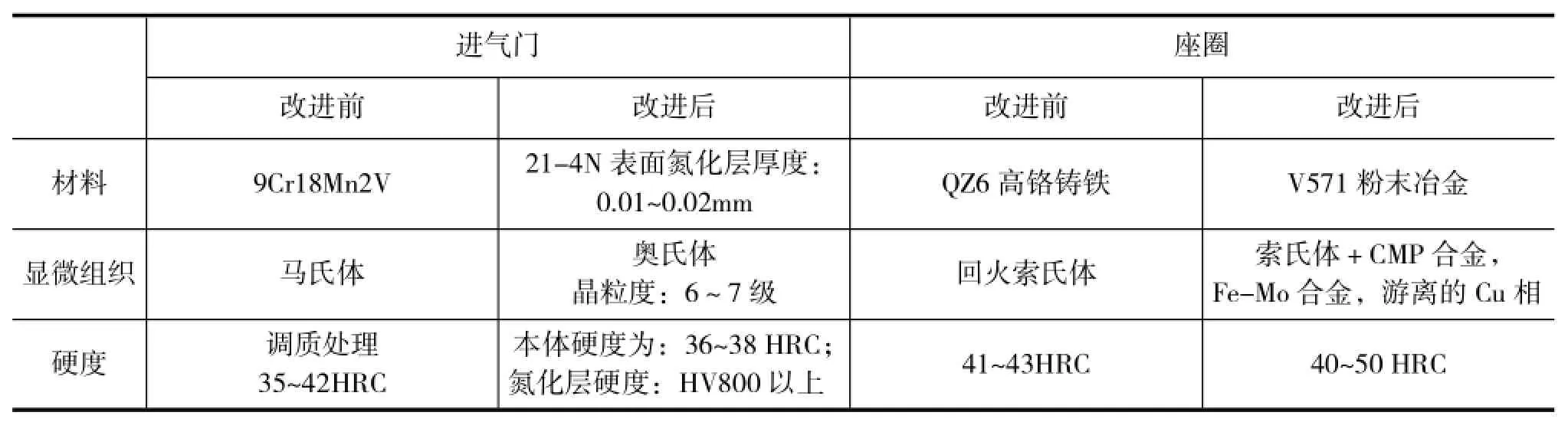
表1 進氣門和座圈材料改進前后的金相指標對比
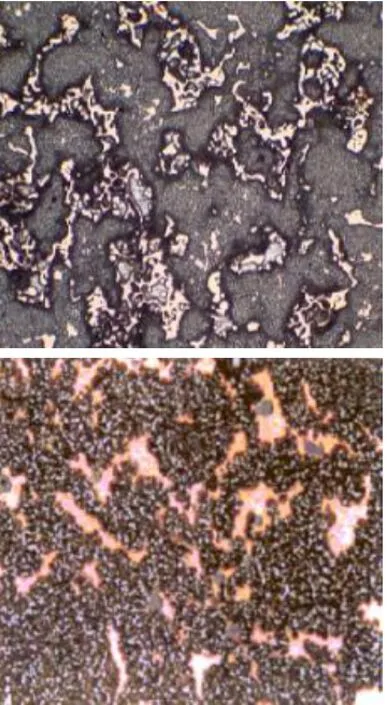
圖8 V571粉末冶金材料座圈的金相顯微結構
21-4N材料是一種奧氏體鋼,有較好的耐熱特性,本體硬度不是很高,但是該材料具有良好的表面處理特性,采用較多的是軟氮化工藝,國內氣門行業也已掌握得比較好,通過鹽浴氮碳共滲工藝,在桿部及盤錐面部位形成厚度約0.1~0.2 μm的黑色氧化膜,提高了表面硬度,增強了耐磨耐腐蝕性,同時也增強了疲勞強度。此技術在日美等國也得到了較廣泛的應用。但是,采用此方案有一個可能存在的風險是:氮化層氧化膜非常薄,如果發動機運行一段時間后被磨損,那么本體硬度較低的21-4N材料是否會出現快速的磨損?這需要試驗來驗證。
5 改進方案的驗證結果
如果采用粉末冶金材料,將在一定程度上增加機加工工序的難度:生產節拍略有降低,刀具的損耗也略有增加。鑒于此,同時另外考慮了只更改氣門材料,維持座圈材料為QZ6方案的可行性。
按正交試驗的原理,將2種改進方案同時裝機,并在相同條件下進行考核驗證:即第1、3、5缸采用“21-4N材料氮化進氣門+V571粉末冶金座圈”方案,第2、4、6缸采用“21-4N材料氮化進氣門+QZ6合金鑄鐵座圈”方案。
先按行業標準進行1000 h全速全負荷臺架耐久考核,之后再超過標準增開500 h考核。拆機檢查結果:采用“21-4N材料氮化進氣門+V571粉末冶金座圈”方案后,進氣門和座圈總的磨損量均小于0.10 mm,效果非常好;采用“21-4N材料氮化進氣門+QZ6合金鑄鐵座圈”方案后,有2個缸的進氣門和座圈磨損量也小于0.10 mm,但是有1個缸的進氣門和座圈在第2個500 h循環時出現了異常磨損,磨損量為0.55 mm,略顯偏大。基本說明,采用“21-4N材料氮化進氣門+V571粉末冶金座圈”方案,效果非常好,而采用“21-4N材料氮化進氣門+QZ6合金鑄鐵座圈”則存在一定的風險。圖9為第一臺柴油機考核后的結果數據。
為進一步確認方案的效果,又裝配了第2臺柴油機,全部按“21-4N材料氮化進氣門+V571粉末冶金座圈”的方案,再做一輪1000 h時臺架耐久考核。考核結束后拆機檢查,結果顯示6個氣缸氣門和座圈的磨損量仍都小于0.10 mm,沒有出現異常磨損。
基本證實,采用“21-4N材料氮化進氣門+V571粉末冶金座圈”方案可以有效地解決該電控柴油機進氣門和座圈的異常磨損問題。
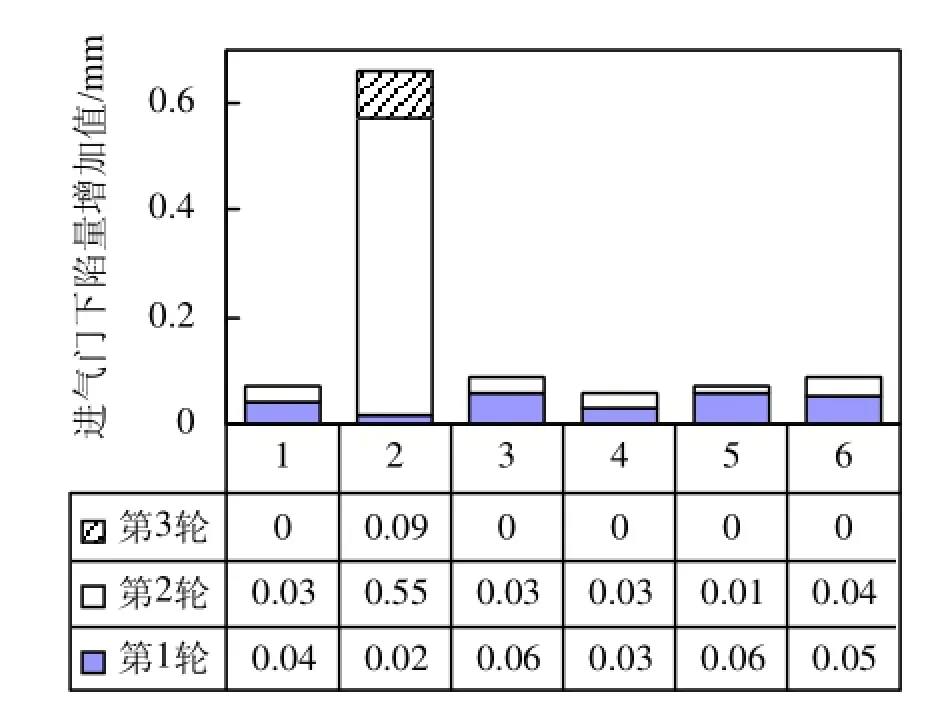
圖9 耐久考核后氣門下陷量的變化值
先后在2臺柴油機各1000 h臺架驗證有效的基礎上,進一步推廣至批量產品生產中。根據隨后對用戶使用3年的跟蹤調查,此故障出現的概率和程度都有大幅度的降低。
6 結論
(1)對出現進氣門和座圈異常磨損的現象,從各個可能的影響因素逐一分析,重點是對配氣機構做了運動學和動力學分析評估,得出了氣門落座速度和落座力偏大,并判斷是導致問題的主要因素。
(2)探討了影響氣門和座圈磨損的另一重要因素:二者摩擦副材料的匹配。并從企業的生產實際情況出發,參考國內外行業技術發展趨勢,綜合衡量,制訂了切合實際的改進方案“21-4N材料氮化進氣門+粉末冶金座圈”。經過充分的臺架試驗證明,效果明顯,解決了異常磨損的問題。
1徐兀.汽車發動機現代設計[M].北京:人民交通出版社,1995.
2袁兆成.內燃機設計(第1版)[M].北京:機械工業出版社,2008.
3陸志高.8240ZJ型柴油機進氣門磨損的分析[J].內燃機車,1996(3).
4溫詩鑄.摩擦學原理[M].北京:清華大學出版社,1990.
5 AVL tycon Versions 5.2 Release Notes,July 2011.
6吉學之,孫健,宋相明.WD618 44柴油機配氣機構改進[J].柴油機,2004(3).
7褚超美,陳家琪,郭磊.OHC配氣機構凸輪-搖臂動態油膜仿真及特性分析[J].內燃機工程,2005,26(4):8-11.
Analysis on Wear between Intake Valve and Valve Seat of Some Diesel Engine
Lin Lifeng
(Tongji University,Shanghai 200092,China)
There was serious wear between intake-valve and valve seat of some engine.Study and analysis was made for many possible factor,especially the matching of material,and the valve-train dynamics.In the end,resolving-measure was given.After lots of tests in lab,the measure was proved effective.
diesel,valve train,intake valve,valve-seat,wearing
10.3969/j.issn.1671-0614.2012.04.007
來稿日期:2012-08-16
林立峰(1974-),男,工程碩士,主要研究方向為柴油機結構設計。