寬通道焊接式板式換熱器修復(fù)工藝
2012-03-20 07:18:50賈本明
科技視界 2012年13期
賈本明
(中國(guó)鋁業(yè)山西分公司檢修分廠 山西 河津 043304)
0 前言
我公司80萬(wàn)噸氧化鋁種分槽寬通道焊接式板式換熱器系法國(guó)進(jìn)口設(shè)備。其作用為:
長(zhǎng)時(shí)間運(yùn)行后,個(gè)別換熱器板片磨損泄漏,一般在現(xiàn)場(chǎng)進(jìn)行堵焊。但隨著泄漏板片的增多,現(xiàn)場(chǎng)無(wú)法修復(fù),必須進(jìn)行大修。
此設(shè)備重15.35噸,板片材質(zhì)為316L奧氏體不銹鋼,結(jié)構(gòu)緊湊,制作工藝復(fù)雜,拆除大修技術(shù)難度大。如果由專業(yè)廠家修復(fù),費(fèi)用至少需60萬(wàn),為降本增效,我單位決定組成攻關(guān)組,自主修復(fù)。
1 修復(fù)工藝
1.1 試壓,檢查損壞板片
1.1.1 打開(kāi)板側(cè)兩端法蘭封蓋,用壓縮空氣將板片間積料、雜物等吹掃干凈。然后用高壓水槍對(duì)結(jié)疤進(jìn)行清理。
1.1.2 清理合格后,在管側(cè)法蘭處加盲板及打壓盲板,使用1.6MPa壓力表,加水試漏點(diǎn)。試驗(yàn)壓力為0.5MPa。
1.1.3 在板側(cè)觀察漏點(diǎn),將泄漏板片做好標(biāo)記并記錄。
1.1.4 泄壓放水,準(zhǔn)備拆解。
1.2 拆解板片
1.2.1 拆除壓板連接螺絲,移除上壓板。
1.2.2 拆除管側(cè)封蓋,做好方向標(biāo)記。
1.2.3 在管側(cè)法蘭外畫切割線,切割線位置離換熱器本體應(yīng)保持20mm距離,防止割傷板片。
1.2.4 清理切割線附近雜物,并在管側(cè)法蘭上做位置標(biāo)記。1.2.5 用空氣等離子切割機(jī)割除管側(cè)法蘭及隔板,將法蘭吊放至指定位置存放。
1.2.6 在板側(cè)法蘭處,根據(jù)泄漏板片位置劃線切割,使法蘭與板片脫離。
1.2.7 用碳弧氣刨將法蘭切割后多余焊肉刨除,碳棒直徑Φ6mm、電流350~380A,氣刨時(shí)防止損傷板片。
1.2.8 用空氣等離子切割機(jī)將板片層間連接縫割開(kāi),把需要修復(fù)的板片逐片拆解,吊放至指定位置,并用鋼字頭或樣沖打上順序及方向標(biāo)記。切割時(shí)保證割縫平直,必要時(shí)可使用輔助工具。
1.3 板片清理
1.3.1 用高壓水將板片內(nèi)外反復(fù)沖洗,必要時(shí)進(jìn)行酸洗,清除殘余料漿,并將板片側(cè)立晾干。
1.3.2 用電動(dòng)鋼絲刷將板片正反面全部打磨,徹底清除殘留物。
1.3.3 用角向磨光機(jī)磨去割縫切口處氧化渣,直至露出金屬光澤。
1.4 板片修復(fù)
1.4.1 檢查板片漏點(diǎn)及溝槽位置,做好標(biāo)記并記錄。
1.4.2 漏點(diǎn)位置焊補(bǔ)。根據(jù)缺陷位置尺寸,制備不銹鋼板一塊,覆蓋在漏點(diǎn)位置,材質(zhì)及厚度與母材相同,焊接將待焊部位打磨干凈。焊接方法采用手工鎢極氬弧焊,焊材:ER316L(00Cr19Ni12Mo2下同)氬弧焊絲,焊絲直徑:Φ2.5,焊接電流60~65A。焊接工藝要點(diǎn):小電流、窄焊道、快焊速、避免局部高溫停留時(shí)間過(guò)長(zhǎng),盡量使用高頻引弧或用引弧板,不許在焊件上接觸引弧,防止污染焊縫。焊縫與母材呈園滑過(guò)渡,收弧時(shí)使用衰減滅弧并填滿弧坑。焊完后,將貼板邊緣打磨成斜坡?tīng)睿怪c板片成流線形。
1.4.3 溝槽位置補(bǔ)焊。板面溝槽深度超過(guò)母材1/3時(shí),必須補(bǔ)焊。補(bǔ)焊方法:手工鎢板氬弧焊,焊材:ER316L,焊絲直徑:Φ1.2。補(bǔ)焊過(guò)程分打底和重熔兩步進(jìn)行:打底焊電流為30~32A,填滿溝槽,避免焊穿。重熔電流48~50A,確保填充金屬與母材熔合良好,余高0~0.5,超出部分打磨掉。
1.4.4 其它檢查補(bǔ)焊。檢查板片側(cè)及管側(cè)割縫處因切割或其它原因造成的缺損現(xiàn)象以及因修復(fù)需要拆除的支撐角鋼,需進(jìn)行恢復(fù)性補(bǔ)焊,焊接工藝遵照1.4.2。焊完后修磨焊點(diǎn),支撐角鋼端部打平,并與板片焊接。
1.5 單片打壓
焊接修復(fù)完后,制作專用臨措,對(duì)每個(gè)單片進(jìn)行0.4MPa水壓試驗(yàn),檢查板片有無(wú)漏點(diǎn)。合格后,將板片集中擺放,準(zhǔn)備組裝。
1.6 組裝
板片組裝前應(yīng)再一次進(jìn)行清理,為保證焊縫質(zhì)量,割縫處內(nèi)外兩面都應(yīng)仔細(xì)打磨,并做好防護(hù)措施,避免焊縫二次污染。組裝時(shí),根據(jù)板片編號(hào)順序逐片組裝,全部組裝完成后整體焊接。組裝采用點(diǎn)固焊,坡口型式為Ι型,組對(duì)間隙2.0~2.5mm,焊點(diǎn)長(zhǎng)度25~30mm,采用鎢極氬弧焊焊接,高頻無(wú)接觸引弧,電流70~72A,氬氣流量8~10L/min,焊接速度85~105mm/min焊絲直徑Φ2.5mm焊材ER316L。焊接過(guò)程嚴(yán)格遵守1.4.2不銹鋼焊接工藝要點(diǎn)。
1.7 板片焊接
焊接順序整體上采用自下而上逐層焊接,盡量使焊縫能夠自由收縮,減少焊接變形,單層焊接采用逐步退焊法,可有效減少變形。每段焊接長(zhǎng)度為350~400mm,最好有兩名焊工在雙側(cè)對(duì)稱焊接,避免兩邊收縮不勻。
焊接方法采用手工鎢極氬弧焊,焊接過(guò)程中保持氬氣對(duì)熔池良好保護(hù)。送絲要平穩(wěn),避免焊絲隨意脫離保護(hù)區(qū),防止氧化。嚴(yán)格遵守奧氏體不銹鋼焊接規(guī)范,采用小電流,快焊速,焊接工藝參數(shù)見(jiàn)下表1。
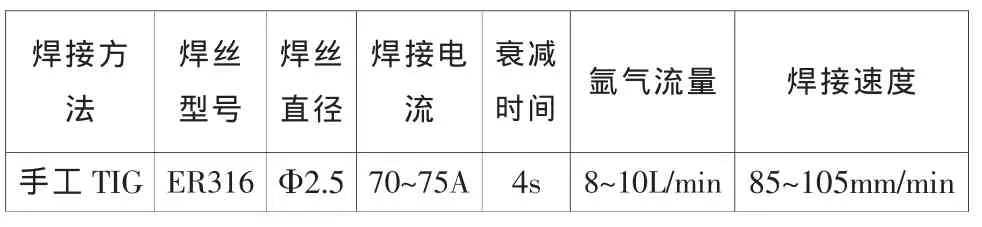
表1 板片焊接工藝參數(shù)
1.8 法蘭焊接
換熱片全部焊完檢查合格后,進(jìn)行法蘭恢復(fù)。因?yàn)楣軅?cè)法蘭恢復(fù)后會(huì)影響板側(cè)法蘭焊接。所以必須先恢復(fù)板側(cè)法蘭,板側(cè)法蘭焊完后再恢復(fù)管側(cè)法蘭。具體步驟如下:
1.8.1 板側(cè)法蘭恢復(fù)。板側(cè)法蘭屬于局部恢復(fù),所以法蘭與板片連接處采用貼補(bǔ)方法,貼補(bǔ)材料與母材相同,為316L。貼補(bǔ)前,先將待焊處用角向磨光機(jī)徹底打磨直至露出金屬光澤,低凹處預(yù)先補(bǔ)焊,然后磨平。貼板規(guī)格視法蘭與板片縫隙大小而定,可根據(jù)實(shí)際情況適當(dāng)修整,以保證貼合嚴(yán)密。焊接工藝采用焊條電弧焊,焊材為奧氏體不銹鋼焊條,型號(hào)A022,直徑Φ3.2,電流90~110A。采用快焊速,不擺動(dòng),多層多道焊。立焊時(shí)焊條擺動(dòng)幅度不超過(guò)焊條直徑的3倍,里外滿焊。全部焊完后進(jìn)行外觀檢查,焊縫表面不得有夾渣、裂紋、氣孔、未熔合等明顯缺陷。如有,應(yīng)及時(shí)焊補(bǔ)處理。焊接完畢后,對(duì)板側(cè)通道進(jìn)行水壓試驗(yàn),試驗(yàn)合格才可恢復(fù)管側(cè)法蘭。水壓試驗(yàn)應(yīng)遵照(八.1項(xiàng))進(jìn)行。
1.8.2 管側(cè)法蘭恢復(fù)。管側(cè)法蘭恢復(fù)前同樣先打磨干凈,補(bǔ)焊、磨平。裝配時(shí)保證法蘭的平整度以垂直度,以及法蘭、板片底座與壓板之間的尺寸精度,誤差不超過(guò)0.5mm。焊接工藝及要求同(六.1項(xiàng))。焊接完畢并檢查合格后進(jìn)行水壓試驗(yàn).
1.9 水壓試驗(yàn)
按照設(shè)備設(shè)計(jì)要求,設(shè)備最大工作壓力為0.8MPa,試驗(yàn)壓力為1.04MPa。根據(jù)施工需要,水壓試驗(yàn)分兩步進(jìn)行:
1.9.1 板側(cè)法蘭焊完后應(yīng)先進(jìn)行一次水壓試驗(yàn)。檢驗(yàn)板片及法蘭焊縫致密性。試驗(yàn)壓力為1.04MPa,用1.6MPa壓力表,水溫保持5度以上。升壓過(guò)程中,應(yīng)先開(kāi)至0.4MPa檢查一次,沒(méi)有漏點(diǎn)后再升至試驗(yàn)壓力,保持五分鐘后降至0.8MPa,然后進(jìn)行全面檢查。如有漏點(diǎn),標(biāo)出記號(hào)并記錄,然后泄壓排水進(jìn)行補(bǔ)焊處理,嚴(yán)禁帶壓補(bǔ)焊。補(bǔ)焊完成后,加水再次試壓。確認(rèn)板側(cè)水壓試驗(yàn)合格后,泄壓放水,組對(duì)管側(cè)法蘭。焊完后再進(jìn)行整體壓力試驗(yàn)。
1.9.2 整體水壓試驗(yàn)前,將法蘭蓋和壓板全部緊固。先對(duì)板側(cè)進(jìn)行水壓試驗(yàn),后對(duì)管側(cè)水壓試驗(yàn),試驗(yàn)過(guò)程及方法同上。
2 修復(fù)效果
本次換熱器大修,共成功修復(fù)板片17層,完成氬弧焊縫145m,整體焊接變形控制在5mm范圍內(nèi)。水壓試驗(yàn)一次成功,自2010年2月投入生產(chǎn)運(yùn)行至今6個(gè)月無(wú)泄露,完全能夠達(dá)到新設(shè)備設(shè)計(jì)的換熱效率,滿足生產(chǎn)需求。花費(fèi)成本10萬(wàn)元,節(jié)約維修費(fèi)用50萬(wàn)元。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
