2050薄板線飛剪結構及問題分析
2012-03-20 07:18:50崔振祥
科技視界 2012年13期
崔振祥
(寶山鋼鐵股份有限公司熱軋廠 中國 上海 200941)
0 概述
寶鋼熱軋廠2050薄板線于1990年投入生產,其飛剪采用的是德國施羅曼—西馬克公司設計制造的D1型飛剪,該飛剪連續生產能力強,在定尺公差、斷口質量、形狀公差方面均能滿足用戶的要求。飛剪是薄板線上的關鍵設備,其特點是能橫向剪切運動著的軋件[1],對它有三個基本要求:1)剪刃在剪切軋件時要隨著運動著的軋件一起運動,即剪刃應該同時完成剪切與移動兩個動作,且剪刃在軋件運動方向的瞬時分速度v應與軋件運動速度v0相等或大2%~3%,即v=(1~1.03)v0。在剪切軋件時,剪刃在軋件運動方向的瞬時速度v如果小于軋件的運動速度v0,則剪刀將阻礙軋件的運動,會使軋件彎曲,甚至產生軋件纏刀事故。反之,如在剪切時剪刃在軋件運動方向的瞬時速度v比軋件運動速度v0大很多,則在軋件中將產生較大的拉應力,這會影響軋件的剪切質量和增加飛剪機的沖擊負荷;2)根據產品品種規格的不同和用戶的要求,在同一臺飛剪機上應能剪切多種規格的定尺長度,并使長度尺寸公差與剪切斷面質量符合國家有關規定。
1 飛剪結構和剪切原理
1.1 飛剪結構
概括來說,飛剪由以下幾部分機構組成。
1.1.1 飛剪本體
飛剪本體一般包括剪切機構、調長機構和剪刃間隙調整裝置。
1.1.2 夾送系統
使軋件按照工藝要求的運動速度通過飛剪的系統,常用的夾送系統有夾送輥、夾送矯直機和輥道等。
1.1.3 傳動系統
一般包括飛剪本體和夾送系統的傳動裝置。
1.1.4 控制系統
控制定尺飛剪剪切長度精度、啟動工作制飛剪啟動及制動位置等方面的電氣或電氣—液壓控制系統。
2050薄板線飛剪采用的飛剪,屬于四連桿機構,其原理及結構如圖1所示。

圖1 施羅曼飛剪原理圖與結構圖
由于飛剪機作時總能量波動較小,因此可在大于5m/s的速度下工作,薄板線飛剪最大剪切速度為110m/min,上刀刃的運動軌跡為橢圓,下刀刃的運動軌跡為弧線,下刀架的擺動中心處裝有空切用的偏心裝置。正常工作時上下刀片按相應的軌跡運行進行剪切。飛剪曲柄半徑固定,做勻速連續運轉,夾送輥在每兩次剪切之間通過非勻速送料實現剪切不同的基本定尺。
1.2 飛剪定尺原理
薄板線飛剪為連續工作制剪切,其定尺范圍2m~12m,斜度1.4,上刀刃成V形,這樣可減小剪切力,防止帶鋼跑偏,下刀刃為直形;剪切次數最大可達到55次/分鐘。飛剪的其它主要技術指標如表1所示。
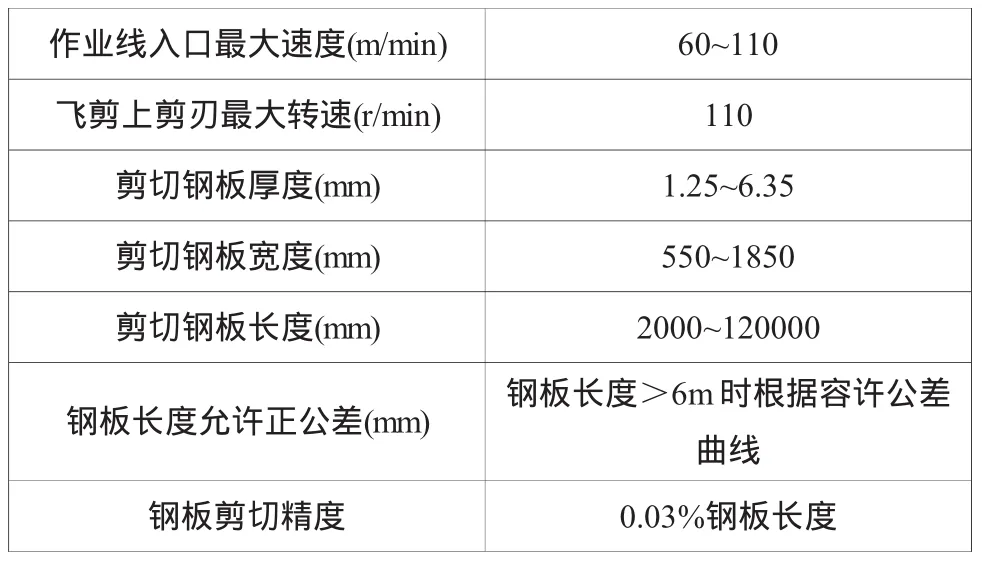
表1 薄板線飛剪的主要技術指標
以k表示飛剪機每剪切一次刀片(或飛剪機主軸)所轉的圈數,則剪下的鋼板定尺長度L為

式中,L為鋼板長度,mm;V為帶鋼速度,mm/min;T為剪切時間間隔,s;k為空切系數。
1.2.1 倍尺剪切
薄板線飛剪剪切的基本長度S0=1000mm,即在鋼板勻速前進時飛剪上剪刃轉動一周鋼板前進的長度為1000mm。
飛剪上下刀架每轉動一周剪切一次,鋼板的長度就為1000mm,控制空切次數就可以剪切基本長度的任意整數倍長度的鋼板,這就是倍尺剪切。為了使飛剪上剪刃能夠積蓄足夠的能量,從而順利進行剪切,要求飛剪上刀架必須至少轉動兩圈才能進行剪切,因此薄板線倍尺剪切的最小長度L為2m。
1.2.2 非倍尺剪切
倍尺剪切只能保證剪切基本長度整數倍長度的鋼板,為了實現任意長度范圍鋼板的剪切,就要用到非倍尺剪切。在剪切時既要保證飛剪在剪切位置的線速度和帶鋼的速度相等,還必須在兩次剪切之間采用改變夾送輥速度的方法來調節[2]帶鋼的長度,一旦長度調整到預設定的尺寸之后,則立即保持剪刃與鋼板速度同步。夾送輥的速度通過主電機速度及調節電機速度的差動減速裝置來合成,v夾送輥=v主電機-v調節電機,且v夾送輥=v帶鋼速度。在非倍尺剪切過程中,飛剪主電機通過齒輪減速箱同時驅動飛剪上、下剪刃和夾送輥。飛剪控制電機通過變速箱內的行星齒輪結構,將飛剪控制電機的轉速疊加到主電機傳送至夾送輥的轉速上,從而達到調整帶鋼長度的目的。圖4為控制電機的實際速度反饋波形圖。

圖2 飛剪傳動及控制簡圖

圖3 飛剪剪切過程控制模型簡圖

圖4 控制電機實際速度反饋波形圖
數據檢測裝置通過位置傳感器——仿形開關檢測,根據測量輥測得帶鋼走過的實際鋼板長度、由計算機分析發出指令旋轉油缸動作下刀架抬起完成一次剪切。圖5所示為底部傳動的結構示意圖,旋轉油缸動作,帶動偏心軸轉動下刀架抬到剪切位置就完成一次剪切,之后電磁換向閥得到信號換向,旋轉油缸反向旋轉140°刀架回到低位完成一次剪切。

圖5 底部傳動結構圖
2 常見問題與應對措施
2.1 常見問題
2050薄板線生產過程中因飛剪引起的常見問題主要有飛剪定尺誤差,鋼板表面缺陷、撞鋼等。
2.1.1 飛剪定尺不準
長度精度是板材的一個重要指標,飛剪設計的定尺精度為0.03%L。對于12m長的鋼板,定尺精度為3.6mm。飛剪的長度公差考核保證值為(+3~+6)mm。在飛剪啟制動過程中,由于液壓馬達動作略滯后(加速時)或超前(減速時),便會產生誤差,產生定尺不準的現象
2.1.2 鋼板劃傷
鋼板劃傷指的是在生產鋼板過程中鋼板與飛剪下刀架接觸產生相對滑動在鋼板表面產生的痕跡,鋼板劃傷是造成薄板線鋼板封鎖的重要因素,故障處理起來比較費時,嚴重影響了生產的正常進行。
2.1.3 撞鋼
在前面飛剪定尺原理中指出了,飛剪控制電機原設計總是在飛剪完成一次剪切動作后(飛剪上剪刃通過下極限位置)立即加速送出帶鋼,而此時,如果飛剪上剪刃機械彈簧壓板回復動作滯阻等原因而使上剪刃凸出的話,飛剪控制電機加速送出的帶鋼頭部將有可能撞上飛剪上剪刃的刃角而發生飛剪撞鋼現象。
2.2 應對措施
2.2.1 改善旋轉油缸的緩沖調整裝置
該油缸[3]的最大工作壓力可達20MPa,最大輸出力矩可達7582N.m,旋轉角度為140°。在寶鋼的實際使用工作條件為:工作壓力p=12.5MPa,旋轉角度α=140°,要求在0.5s內完成該角度的旋轉,實踐表明通過調整緩沖節流閥可有效減少底部刀架的沖擊震動,極大提升了動作穩定性和油缸的使用壽命。
2.2.2 增設換向閥固定板
由于震動的存在,安裝在旋轉油缸上的換向閥在生產中容易松動,通過增加固定板以提升閥安裝的穩定性,有效保證了閥的壽命與靈敏性。
2.2.3 調整壓緊板的距離
原設計標準中壓緊板比刀刃高出5~10mm,這樣能保證剪切之前帶鋼即被瞬間壓緊以獲得良好的剪切斷口質量,為了消除撞鋼在實際生產中把壓緊板的距離調到3mm,撞鋼現象得到了消除。
3 結語
飛剪做為2050薄板線上核心設備,通過根據實際對其進行改進,定尺不準、表面劃傷、撞鋼現象得到了有效的解決,尤其是旋轉油缸的使用壽命得到了有效提升。
[1]鄒家祥.軋鋼機械[M].北京:冶金工業出版社,2004:300-310.
[2]張春麗.薄板線SMS-D1型飛剪作業分析及改進[J].軋鋼,2006,23 (4):34-36.
[3]陳德剛.2050熱軋SMS-D1型飛剪旋轉油缸壽命分析及對策[J].寶鋼技術,1998,5:54-57.
