一步法合成聚酯酰亞胺漆包線漆工藝的研究
2012-02-27 07:01:50倪平,杜佳,袁勇
化學工程師 2012年8期
倪 平,杜 佳,袁 勇
(四川東材科技集團股份有限公司,四川 綿陽 621000)
目前,世界上大多數絕緣漆公司生產聚酯酰亞胺漆包線漆[1],均采用多步法制造,即先酯化反應,后亞胺化反應(亞胺化一般再分成3次加料逐步反應),再縮聚反應,制得的產品質量穩定,但存在以下缺點:(1)生產時間太長,單批生產需要45h以上;(2)體系粘度太大,不適于生產高固體量產品。另有少數廠家采用一步法制造,但由于對配方和工藝研究不夠細致,產品表面質量極不穩定,所以,我們從工藝和配方兩個方面對一步法[2]合成聚酯酰亞胺漆包線漆進行了詳細的研究。
1 實驗部分
1.1 主要原材料
對苯二甲酸二甲酯(DMT)(工業品 進口);賽克(THEIC)(揚州三得利);乙二醇(EG)(99% 揚子石化);偏苯三酸酐(TMA)(98%酐基含量 江蘇正丹);二苯甲烷二胺(MDA)(煙臺萬華);甲酚(寶鋼甲酚1號);芳烴(沸程 170~190℃);PT-50交聯流平劑(自制);鈦酸甲酚酯(自制)。
1.2 制備過程
在反應器中依次加入DMT、THEIC、EG、甲酚(1)攪拌均勻后,迅速升溫到80℃,并繼續加熱。盡快加入組份TMA和MDA;迅速升溫至130℃,通N2,在45min內加熱到170℃,反應5h,再以10℃·h-1升溫到190℃反應;到190℃后,每30min檢查一次透明度。并20℃·h-1繼續升溫到210℃。透明后檢查樹脂軟化點。當軟化點達到100~110℃時,加入甲酚(2),攪拌1h,再加入組份芳烴、鈦酸酯混合物,攪拌1h。然后,加入流平劑及其它材料,攪拌1h,中控、過慮、包裝[3]。
終點理化指標控制:粘度(30℃):1600~2380 mPa·s;固體量:50%±2%
1.3 檢測方法與性能測試
制得樣品在SICME SL-50漆包機上制線,漆包工藝:設備:SICME機;固化溫度:650℃;銅線直徑:0.8mm;車速:50m·min-1。
制得的漆包線與傳統方法制得的線樣進行對比,結果見表1。

表1 一步法與多步法制得漆包線檢測結果對比Tab.1 Comparison with enameted wire detection results of the one-step and multi-step
2 結果與討論
2.1 EG/DMT值(mol比)對表面的影響
根據聚酯酰亞胺漆包線漆的漆膜特性計算,一般來說,EG/DMT值在0.5~1.4之間,本試驗用不同EG/DMT值并采用了漆包線的相對表面指數來表征漆包線的表面性能,相對指數越高,表面越好,用漆包機動態涂線驗證,所制得的漆包線機械電氣性能都合格,但表觀性能差別較大,其試驗結果見圖1。
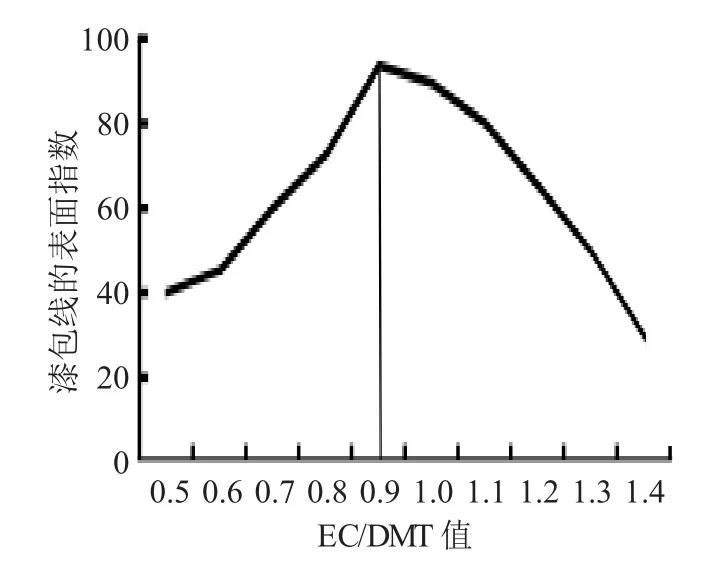
圖1 EC/DMT對漆包線表面的影響Fig.1 Effect of EG/VMT on the suface of enametecl wire
當EG/DMT值為0.9左右時,所制得的漆包線較為光滑,同時,機械電氣性能均合格。
2.2 亞胺化反應初始溫度對結果的影響
亞胺化反應首先是生成亞胺二元酸的反應。
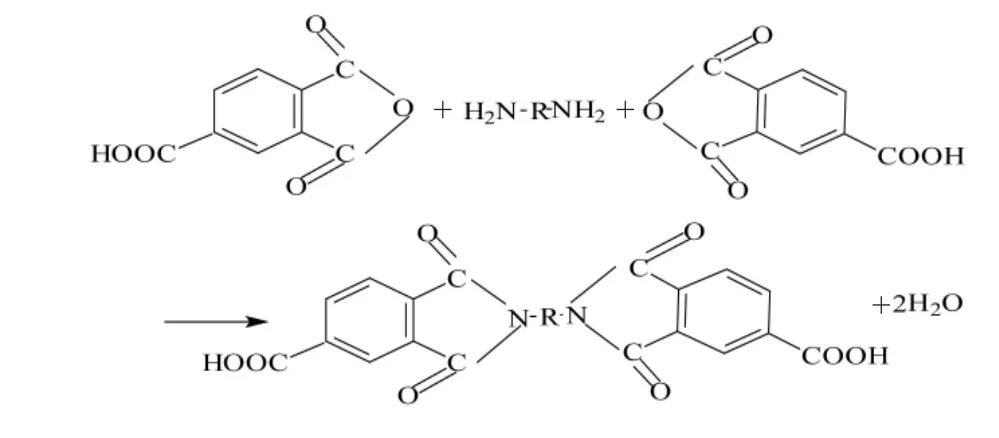
亞胺二元酸單體在反應體系中不溶,低溫下易結塊,若出現結塊,則要停攪拌,升溫溶化反應。
在整個樹脂的合成過程中,亞胺化初始反應溫度是關鍵工藝的參數,因為它對反應體系的狀態起決定性因數,如果初始反應溫度較高,則反應副產物不易控制,如果初始反應溫度太低,則物料不易流動,甚至結成固體塊狀,影響反應的均勻性,本試驗用以下兩種方法來研究同一個參數。
(1)亞胺化時,物料狀態與粘度[4]的變化見圖2。
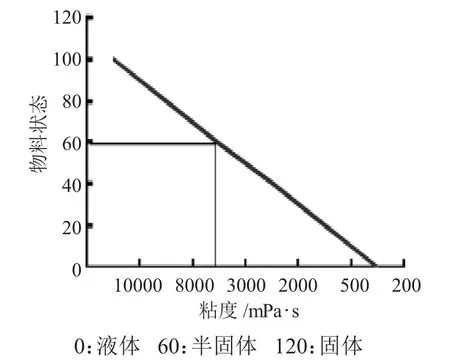
圖2 粘度隨物料狀態變化(50℃)Fig.2 Viscosity as a function of material state diagran
從圖2可以看出,當粘度超過2500mPa·s時,體系的物料不易流動,并易結塊,若出現結塊,則需要停止攪拌,并升高溫化塊反應,由于強行升高溫度反應,則副產物增多,影響質量,所以應盡量控制體系物實不超過2500mPa·s。
(2)粘度與亞胺化反應溫度的關系見圖3。
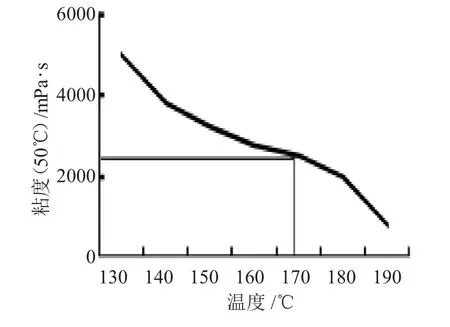
圖3 粘度隨亞胺化反應溫度的變化Fig.3 Viscosity of amination reaction changes
由圖3可見,亞胺化反應溫度與粘度成反比關系,通過實驗得出如下關系圖。
當粘度為2500mPa·s時,前期反應溫度為170℃時為最佳初始反應溫度。
用一步法制造產品時,如能控制初始反應溫度在170℃左右,反應過程比較平穩,如沒有控制好粘度和溫度的關系,當合成過程中出現結塊時,強制升溫反應會影響漆包線表面質量。
2.3 分子量大小對產品的影響
聚酯酰亞胺樹脂最后在溶液中縮聚生成如下結構的分子式:

本實驗控制的是分子量的大小,而分子量的大小可用反應進程的粘度或樹脂的軟化點來表征,通過取不同反應程度軟化點的樹脂測試,并在漆包機上涂線比較其表面及機械電氣性能的效果來判定最佳的軟化點。

圖4 最佳軟化點的選取(50℃)Fig.4 Optimal selection of softening point
圖4中兩條曲線交叉部分為最佳軟化點區間。過高或過低均會影響產品表面質量。
2.4 交聯、流平助劑對表面的影響[5]
由于正鈦酸丁酯在固化過程后期會釋放出丁醇,丁醇沸點較低,漆包爐溫較高,當丁醇揮發至漆膜表面易發生爆沸,引發表面麻表或起粒,流平性較差,所以應對交聯劑進行改性,實驗表明,當采用二甲酚或苯酚來部分取代正鈦酸丁酯上的丁氧基時,能使漆膜的表面質量有明顯的提高。
3 結論
采用一步法合成聚酯酰亞安漆包線漆,如果采用合理的工藝參數和配方,能制造出質量穩定的產品,且大大縮短生產周期,不僅節約了成本,同時生產效率提高50%以上。
[1]胡兆斌.絕緣材料工藝學[M].北京:化學工業出版社,2005.103-114.
[2]宋琦.張莉莉.一鍋法合成1,4-二叔丁氧羰基亞精胺[J].合成化學,2012,(2):226-228.
[3]唐傳林.絕緣材料工藝原理[M].北京:機械工業出版社,1993.227-233.
[4]周麗華.聚酯特性粘度測試方法的比較[J].合成技術及應用,2011,(4):43-45.
[5]樊慶春.童身毅.涂料流平性與流掛研究進展[J].中國涂料,2012,(4):26-29.