GDH1000高速包裝機條煙分道裝置設計與應用
2012-02-21 07:28:12劉程
裝備制造技術 2012年11期
劉程
(常德卷煙廠設備工程部,湖南 常德 415000)
由于企業自動化水平逐步提高,煙草企業實現了條煙自動輸送和裝封箱。由于GDH1000高速包裝機是高位出煙,速度快,故需要在GDH1000包裝機出煙口與條煙提升機之間實現條煙分道和噴碼。如何有效解決分道故障,實現條煙分道,進一步實現條煙的自動提升和輸送,對提高企業的自動化水平有著重要的實際意義。
1背景概述
圖1所示為連接GDH1000包裝機與條煙提升的中間分道裝置。由于GDH1000高速包裝機生產能力達80條/分,而提升機提升最大能力為60條/分,所以條煙需要分為2道提升,由2臺提升機進行提升。裝置的缺陷如表1所列。
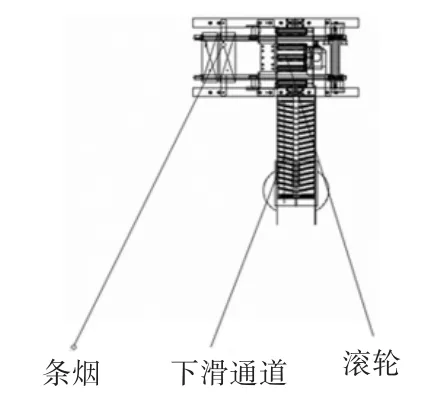
圖1 原有分道裝置
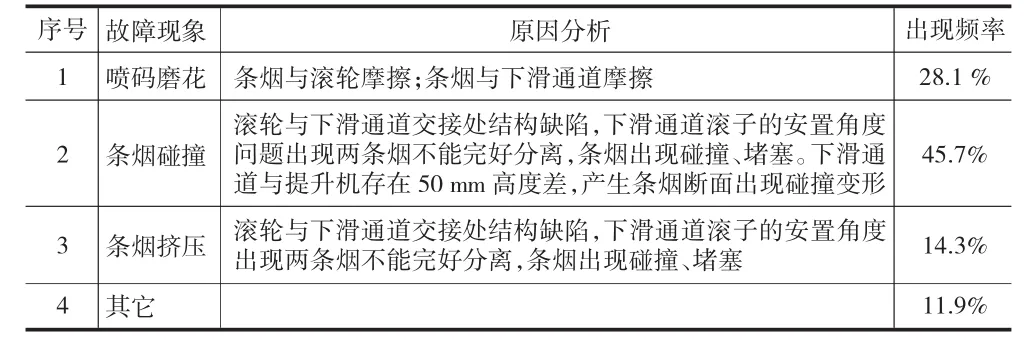
表1 分道裝置存在缺陷
從上表分析知道,由于條煙與滾輪、下滑通道的摩擦,滾輪與下滑通道及提升機存在交接缺陷、下滑通道滾子的安置角度問題,致使兩條煙不能完好分離,而且還產生噴碼磨花、條煙碰撞、堵塞、擠壓變形等故障缺陷,出現頻率達88.1%。以上缺陷導致該分道裝置無法正常使用,而只能采用人工揀箱,不能實現條煙提升和自動輸送的目的,也達不到自動化大生產的目標。
2 解決問題的目標及關鍵實施方案
2.1 解決問題的目標
(1)解決噴碼磨花問題,使缺陷率減至0%。
(2)解決條煙碰撞與擠壓問題,實現2條煙完好分離,缺陷率減至1%以下。
(3)實現上述目標后,最終實現條煙提升和自動輸送,達到自動化大生產的目標。
2.2 關鍵實施設計方案
(1)解決條煙分道與推出
通過計分法評價各方案,各方案如表2所列。

表2 方案評價表
其中,
方案一:通過上機試驗,由于2條煙不能實現精準定位,與下滑通道不能很好對接,導致條煙散亂,不能很好分離,因此,方案一被否定。
方案二:由于皮帶機構置于上方,通過皮帶上的推板推煙,推板的作用力點在條煙尾部,導致條煙前端碰撞,經試驗,故障率高,此方案也被否定。
方案三:對條煙位置要求較低,容易實現,因此采納此方案。工藝路線如圖2所示。
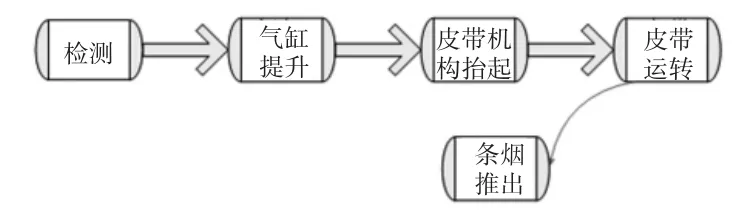
圖2 條煙工藝路線圖
因此,可以得出優化的設計方案,其皮帶機構設計圖如圖3所示,其皮帶機構實物圖,如圖4所示。

圖3 皮帶機構設計圖

圖4 皮帶機構實物圖
皮帶機構氣動控制原理如下圖所示,由控制閥控制2個氣缸14的升降,從而控制皮帶機構升降,其原理圖,如圖5所示。
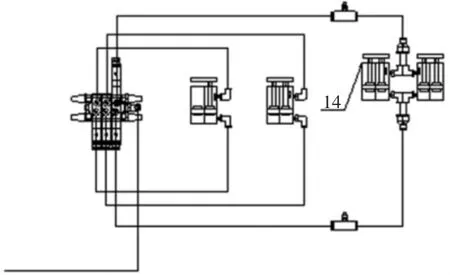
圖5 皮帶機構氣動控制原理圖
(2)解決下滑通道問題
下滑通道存在噴碼磨花現象,其解決方案是:將與噴碼摩擦部位的塑料滾子取消,左右兩排各取消3個滾子,如圖6所示。

圖6 下滑通道改造對比圖
(3)解決下滑通道與提升機交接落差問題
由于交接處存在落差問題,使得條煙產生碰撞變形現象,因此,我們巧妙的利用0.5 mm,尺寸為184×74 mm的不銹鋼片的彈性,解決了該矛盾。
(4)總體方案
當系統檢測到條煙后,使得檔煙機構抬升,每次二條煙流入條煙分道裝置后,氣缸控制皮帶機構抬起,然后二條煙由皮帶機構送入下滑通道,這二條煙被分離帶入提升機構,進入條煙自動輸送系統,同時皮帶機構下降,進入下一個工藝循環。系統總體方案如圖7所示。
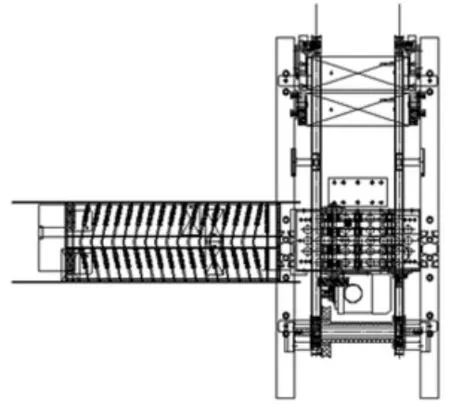
圖7 總體方案設計圖
(5)解決前后的缺陷比
通過上述方法解決后,經統計,分道裝置故障缺陷比下降為0.9%。
2.3 高速機分道裝置工藝流程
高速機分道裝置工藝流程,如圖8所示。

圖8 高速機分道裝置工藝流程
3 結束語
按照PDCA循環,逐步在其余高速設備上進行了推廣,實現了高速機條煙自動輸送和裝箱,實現了條煙、箱煙的自動化大生產的目標,為企業解決了實際困難。
[1]成大先.機械設計手冊(第五版)[K].北京:化學工業出版社,2010.
[2]吳宗澤.機械結構設計準則與實例[M].北京:機械工業出版社,2006
[3]王知行,鄧宗全.機械原理[M].哈爾濱:哈爾濱工業大學出版社,2003.
