航空航天薄壁框體零件的高效加工工藝分析
2012-02-21 07:28:00韓前衛(wèi)
裝備制造技術(shù) 2012年11期
韓前衛(wèi)
(西安航天遠(yuǎn)征流體控制股份有限公司,陜西 西安 710100)
薄壁零件因具有剛性好、總質(zhì)量輕等優(yōu)點(diǎn)被廣泛應(yīng)用于航空航天領(lǐng)域中,其形狀復(fù)雜,精度要求較高。但薄壁零件在加工過(guò)程中,常會(huì)出現(xiàn)難以裝夾和塑性變形情況,造成加工精度降低,產(chǎn)品品質(zhì)差,生產(chǎn)效率低下現(xiàn)象。某殼體零件就是薄壁件的一種,本文通過(guò)分析框體薄壁零件的加工工藝,總結(jié)了有效控制薄壁件切削加工變形的工藝措施和提高加工效率的方法。
1 框體零件加工變形的原因分析
1.1 材料加工過(guò)程中殘余應(yīng)力的釋放
薄壁框體零件的殘余應(yīng)力包括:毛坯初始?xì)堄鄳?yīng)力及材料加工過(guò)程中的切削殘余應(yīng)力。由于框體零件結(jié)構(gòu)復(fù)雜且去除材料較多,材料在切削過(guò)程中,因刀具與加工面、切屑之間相互摩擦、擠壓,會(huì)在零件表層內(nèi)部容易產(chǎn)生很大的殘余應(yīng)力。這種殘余應(yīng)力與毛坯初始?xì)堄鄳?yīng)力相互作用,致使零件某些局部發(fā)生塑性變形[1],造成不同程度的誤差。
1.2 刀具對(duì)工件的削切作用
在使用刀具削切材料的過(guò)程中,刀具和切削工件之間進(jìn)行摩擦,會(huì)產(chǎn)生切削力和切削熱,在切削力和切削熱共同作用下,易造成材料的回彈變形、塑性變形。薄壁零件在切削力的作用下,會(huì)出現(xiàn)切削震顫而引起加工變形,且變形趨勢(shì)很難把握。切削熱造成了零件各部位溫度不均,影響零件的表面品質(zhì)和加工精度[2]。
1.3 工件的裝夾工藝
工件的裝夾工藝是影響薄壁件制造的首要條件,夾緊力位置、夾緊力和裝夾方案等都是引起薄壁件變形和出現(xiàn)誤差的因素,裝夾不當(dāng)可直接引起加工變形。如圖1所示,零件在工作臺(tái)加工時(shí),通常用四爪盤卡緊,為保證零件在加工過(guò)程中不松動(dòng),夾緊力與切削力應(yīng)同步增大,且夾緊力大于切削力,這樣切削出來(lái)的零件在卡爪松開后早已發(fā)生較大變形。精加工和粗加工階段采用同樣的裝夾方式,即使經(jīng)過(guò)磨削加工,也難以滿足圖紙的尺寸和幾何精度要求。
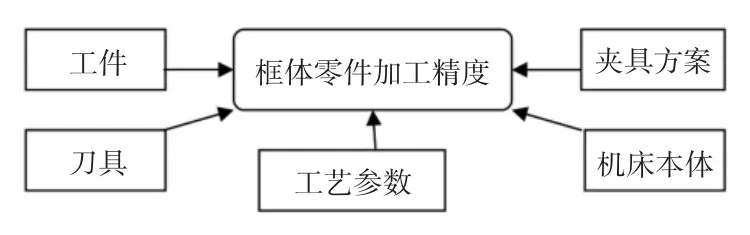
圖1 減小零件加工精度的因素
2 控制加工變形的工藝分析
2.1 消除薄壁零件殘余應(yīng)力
薄壁零件的初始?xì)堄鄳?yīng)力,通常與毛坯材料的受熱因素有關(guān),而加工殘余應(yīng)力通常在另加加工后才反映出來(lái)。如何發(fā)現(xiàn)并預(yù)測(cè)薄壁零件制造過(guò)程中的殘余應(yīng)力影響十分重要。
導(dǎo)致薄壁零件的殘余應(yīng)力變形的兩個(gè)主要因素為:受熱因素和機(jī)械力因素。二者的耦合增加了分辨和控制難度。為有效控制薄壁框體零件的殘余應(yīng)力變形,可使用有限元建模(如圖2)分析手段將機(jī)械力因素和受熱因素分離,建立加工模型對(duì)各種因素產(chǎn)生變形的大小進(jìn)行預(yù)測(cè)和控制。針對(duì)殘余應(yīng)力的控制,可以建立零件加工的殘余應(yīng)力模型,使用有限元建模的方式模擬薄壁框體零件變形矯正后的結(jié)果,分析數(shù)值預(yù)測(cè)回彈,由此預(yù)測(cè)殘余應(yīng)力,并對(duì)變形進(jìn)行量化控制。
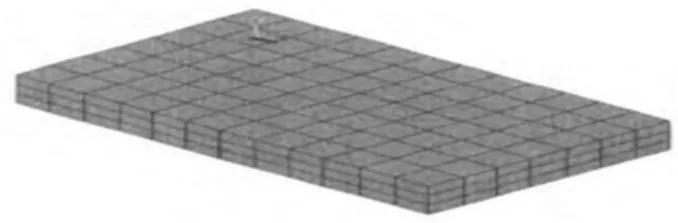
圖2 有限元模型
工件毛胚初始?xì)堄鄳?yīng)力的消除,能有效減小零件的加工變形。針對(duì)毛胚初始?xì)堄鄳?yīng)力,可采用預(yù)拉伸、振動(dòng)時(shí)效以及深冷處理的方法。薄壁結(jié)構(gòu)的多框體零件,在加工過(guò)程極易變形,可采用均等去除余量原則輪流進(jìn)行加工,在加工時(shí)保證余量依次遞減并多次輪流,去應(yīng)力效果會(huì)更好,工件加工后變形更小。利用極冷極熱的較大溫差促使工件材料發(fā)生局部微觀塑性變形,從而降低材料內(nèi)部殘余應(yīng)力,使組織均勻性得以改善,穩(wěn)定尺寸,減小工件變形。此外,深冷處理的溫差越大,去應(yīng)力效果越好。
2.2 優(yōu)化加工工藝
薄壁框體工件由于壁厚較小,而壁厚減小會(huì)導(dǎo)致其剛性降低,在銑削加工時(shí),同時(shí)受切削力、切削熱、切削震動(dòng)等因素的影響而引起工件的回彈變形和擠壓變形,使加工精度難以控制,加工效率不高。因此,選擇合適的刀具、加工工藝和切削參數(shù)是加工薄壁零件時(shí)應(yīng)當(dāng)采取的必要措施[3]。
首先,合理設(shè)計(jì)加工步驟。在切削過(guò)程中,盡可能將工件的未加工部分作為正在初削部分的支撐,減小切削力、切削熱作用產(chǎn)生的殘余應(yīng)力,以使切削部分處于較佳剛性狀態(tài)。其次,優(yōu)化削切加工工藝。刀具的下刀方式有水平銑削、垂直銑削、S形銑削等幾種,下刀方式直接影響工件加工精度,如垂直進(jìn)刀方式向下壓腹板會(huì)引起腹板彎曲變形。應(yīng)合理控制切削參數(shù),采取多次、余量漸小的方法,增加走刀次數(shù)和走刀量,以實(shí)現(xiàn)高速、勻速切削的目的。
2.3 優(yōu)化裝夾工藝
針對(duì)工件裝夾工藝的不足,可采取措施優(yōu)化裝卡方式,在每道工序前給工件安裝胎具,以卡緊胎具代替卡緊工件,如圖3所示,以垂直軸向拉緊工件,由此解決工件因裝夾引起的變形問(wèn)題。對(duì)于一些不方便裝夾定位的工件,可使用材料輔助支撐,以提高零件的剛性和緊固零件。澆灌石蠟、石膏,填充低熔點(diǎn)合金填充等工藝方法,通常被用來(lái)作為減小零件變形的方法來(lái)使用。

圖3 工件裝夾示意圖
3 薄壁框體零件高效加工工藝
數(shù)控高速加工是目前廣泛采用的加工工藝,使用這種工藝將控制薄壁零件變形的措施程序固化,從而避免了因操作者不同而引起的質(zhì)量差異。數(shù)控高速加工主要使用高速切割銑削方法,采用粗加工—時(shí)效處理—半精加工—精加工的工藝原則,“小切深,快刀走”走刀方式,其具有明顯優(yōu)勢(shì):刀具高速旋轉(zhuǎn)時(shí)與工件接觸的瞬間,工件被軟化,切削力變小而加工速度變快;同時(shí)切削熱被迅速帶走,排除了切削熱造成的工件變形,能保障零件加工精度和提高加工效率[4]。
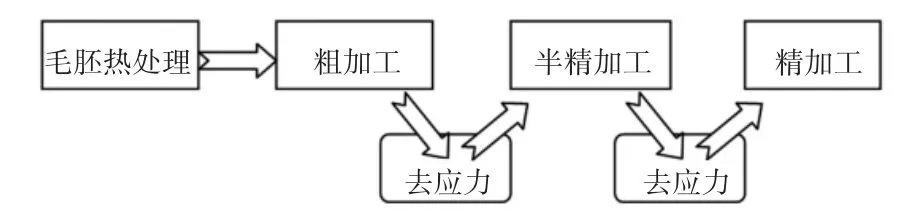
圖4 薄壁框體零件加工工藝流程
在高速切割銑削粗加工階段,刀具以傾斜圓弧進(jìn)刀或螺旋進(jìn)刀方式切削工件材料,刀具負(fù)荷較穩(wěn)定,刀軌路徑方向不改變,在選擇切削參數(shù)時(shí),以提高生產(chǎn)率為主,采取高進(jìn)給率、小切削量和高切削速度的原則,進(jìn)刀量和刀深進(jìn)給盡量分別控制在刀具直徑的6%~8%和5%之間。切削路徑的選擇,在進(jìn)刀時(shí),用圓弧或螺旋進(jìn)刀方式沿等高線逐層切削,走到至深腔部位時(shí),使用較長(zhǎng)刀具銑削。
在高速切割銑削半精加工階段,銑切運(yùn)動(dòng)不宜劇烈,不可過(guò)切,通常使用水平和垂直的進(jìn)刀方式銑削,切削用量應(yīng)在確保加工品質(zhì)的前提下,將切削效率、經(jīng)濟(jì)成本考慮在內(nèi)。
在高速切割銑削精加工階段,加工余量不能留得太大,否則會(huì)降低工件的加工效率。在加工時(shí),選擇較小的進(jìn)給,盡量能減小殘余應(yīng)力,從而保證零件表面品質(zhì),但這樣的精加工工時(shí)耗費(fèi)會(huì)是粗加工的幾倍。針對(duì)薄壁框體零件,應(yīng)擺脫僅憑經(jīng)驗(yàn)確定精加工余量的生產(chǎn)模式,制定合理的精加工余量計(jì)算式,以技術(shù)優(yōu)勢(shì)帶動(dòng)高生產(chǎn)效率的提高。
4 結(jié)束語(yǔ)
航空航天薄壁框體零件出現(xiàn)加工變形的狀況與加工過(guò)程中殘余應(yīng)力的釋放、刀具的削切作用及工件的裝夾條件有關(guān),通過(guò)消除薄壁零件的殘余應(yīng)力、優(yōu)化加工工藝和裝夾工藝,能有效解決這一問(wèn)題。采用數(shù)控高速加工工藝,粗加工—半精加工—精加工的工藝原則,“小切深,快刀走”的走刀方式,合理計(jì)算精加工余量,能有效提高加工效率,實(shí)現(xiàn)薄壁框體零件的高效加工。
[1]陳德蘭.控制薄壁零件變形的工藝措施[J].裝備制造技術(shù),2010,(6):119-120.
[2]李 偉.如何提高薄壁零件的加工精度[J].中國(guó)新技術(shù)新產(chǎn)品,2012,(5):151.
[3]鄭永康.薄壁零件控制加工變形的工藝方法[J].機(jī)械制造,2012,50(572):88-89.
[4]陳戰(zhàn)士,司曉梅,劉東曉,張成立.復(fù)雜薄壁、薄板類零件高速加工技術(shù)初探[J].航空精密制造技術(shù),2012,48(1):47-50.
猜你喜歡
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
