夾持整體式白鋼刀鏜刀桿的發(fā)明與應(yīng)用
2012-02-20 09:07:50趙忠剛
裝備制造技術(shù) 2012年4期
趙忠剛,劉 鵬
(山東塔高礦業(yè)機械裝備制造有限公司,山東 寧陽 271411)
以往我們在用白鋼刀鏜削各類孔時,都是將長條白鋼刀按加工孔的直徑近似尺寸截斷,分成小段按加工需要類型磨削后應(yīng)用。在應(yīng)用過程中,隨切削磨鈍需要對其反復(fù)刃磨,直到其長度小于20 mm后就無法再應(yīng)用了(隨白鋼刀刀方的增大,其報廢長度會相應(yīng)增加的)。通常一個新的白鋼刀得磨為3段左右,這就得浪費3個20 mm的刀塊料頭。如果不是用線切割截斷,還需加砂輪磨削的不規(guī)則部分,需浪費80 mm左右。通常一條新白鋼刀長度為170 mm,那么其實際切削利用率不到53%。
為此,筆者經(jīng)過多年分析白鋼刀的應(yīng)用特點和夾持白鋼刀刀桿的結(jié)構(gòu),發(fā)明了一種新的白鋼刀應(yīng)用方法,創(chuàng)新了一套科學(xué)的夾持白鋼刀的刀桿,使一條新白鋼刀實際切削利用率提高到88%以上。
1 一般鏜刀桿的弊端分析
如圖1中所示,序號1為一般鏜刀桿,其上夾持的序號4為截斷白鋼刀鏜刀塊。
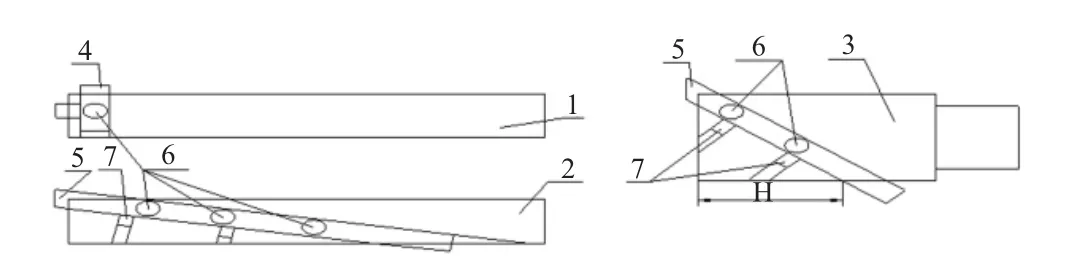
圖1 鏜刀的安裝方式
以往該白鋼刀鏜刀塊,是由一條新的白鋼刀根據(jù)加工孔的直徑尺寸截斷后磨削而成的。如果沒有線切割設(shè)備,通常就用砂輪對其進行截斷。為防止白鋼刀受砂輪磨削變熱退火,截斷過程中要不停地將白鋼刀條放水中冷卻,非常費時費力。白鋼刀鏜刀塊截斷后,還需將其截割口剩余部分在砂輪機上修磨掉,根據(jù)加工需求磨為相應(yīng)類型的刀具,然后裝夾在刀桿上進行切削。
當(dāng)鏜刀塊經(jīng)過反復(fù)使用刃磨近于刀桿半徑后,便無法夾持進行切削了,通常剩余20 mm以上,隨刀方的增大,有的達到35 mm。一般一個截口得磨掉10 mm以上,通常一條白鋼刀需截為3段。可見其實際切削利用率很低,浪費較大。
2 新式鏜刀桿的設(shè)計分析
如果一條新的白鋼刀,不經(jīng)截斷而用來進行鏜小孔時,用一般鏜刀桿肯定不行。因為白鋼刀在與刀桿垂直夾持狀態(tài)下,根本不可能進入到加工孔中。所以需要將白鋼刀與刀桿成一傾斜角度,才可進入加工孔中。那么,根據(jù)工件被鏜削孔的長度,可分為深孔鏜刀桿和淺孔鏜刀桿。刀桿尾柄根據(jù)與機床主軸或平旋盤等聯(lián)接形式而定其結(jié)構(gòu)尺寸。為進一步保證排屑的順利,可以在刀桿前端與白鋼刀前刀面對于外圓處銑出一平面,作為排屑空間(見圖1)。
對于深孔鏜削刀桿,可以在刀桿上加工一放置白鋼刀的斜方孔,使白鋼刀以傾斜狀態(tài)夾持在刀桿中,這樣可以使整體白鋼刀直接進入加工孔中進行切削,如圖1中序號2所示,序號5為未截斷的整體白鋼刀,序號6為緊固白鋼刀的側(cè)緊螺釘,序號7為緊固白鋼刀的前緊螺釘。
側(cè)緊螺釘和前緊螺釘,能夠使白鋼刀分別緊靠刀桿方孔的底面和后面,能有效防止切削過程中白鋼刀因受切削力而發(fā)生位移,從而影響加工精度。設(shè)計刀桿斜方孔時,必須根據(jù)被加工孔和刀桿的實際尺寸,使刀桿斜方孔與刀桿軸心線有足夠的傾斜角度,防止整體白鋼刀置入后,其后端超出刀桿外圓,影響鏜孔的順利進行。
對于淺孔鏜削刀桿,如圖1中序號3所示,其斜方孔的后端近工件側(cè)與刀桿前端面距離H略大于被加工孔的深度即可。該刀桿也可作為鏜床平旋盤的端面銑削刀桿,此時只需將刀的主切削刃改磨在鏜孔時的刀頭的副切削刃上即可。
3 新式鏜刀桿的應(yīng)用技巧
應(yīng)用新式深孔鏜削刀桿時,刀桿直徑與被加工孔直徑之比一般為7:10,如果加工余量較大,為方便排屑,可以再選擇細一點的刀桿,在保證排屑暢通的情況下,盡量選擇粗刀桿。安裝白鋼刀時,將刀桿方孔內(nèi)雜質(zhì)清理干凈,白鋼刀切削刃伸出刀桿的部分不宜過長,以免降低白鋼刀的切削剛性,引發(fā)振動現(xiàn)象。通常伸出刀桿的長度,以不大于白鋼刀的厚度為限。安裝白鋼刀后,必須將側(cè)緊螺釘和前緊螺釘擰緊,按白鋼刀通常切削條件進行切削即可。
應(yīng)用新式淺孔鏜刀桿時,注意保證刀桿的有效切削長度H必須大于被加工孔的深度。白鋼刀伸出刀桿的長度,也是不大于白鋼刀的厚度為好。
在應(yīng)用這兩種鏜刀桿夾緊白鋼刀鏜削時,隨著白鋼刀的不斷磨損,其長度會愈用愈短,當(dāng)白鋼刀隨磨損短到無法用兩個側(cè)緊螺釘緊固時,可將白鋼刀再安裝在一般鏜刀桿上使用。
4 結(jié)束語
通過應(yīng)用夾緊整體式白鋼刀刀桿,杜絕了將白鋼刀分段的現(xiàn)象,節(jié)約了截割或磨斷白鋼刀的時間,并大大提高了白鋼刀的利用率,值得在刀具設(shè)計中進行推廣和借鑒。
[1]王素英.鏜刀桿的防振設(shè)計[J].制造技術(shù)與機床,1980,(2):23-27.
[2]張志明,樂軍.大直徑微調(diào)鏜刀桿[J].現(xiàn)代制造工程,1980,(4):6-7.
