某零件組件的裝配與工藝協調技術
2012-02-18 08:35:24楊曉紅
裝備制造技術 2012年4期
楊曉紅
(沈陽飛機工業集團有限公司,110850)

1 組件特點
本組件由1號件、2號件、3號件和螺栓、螺母和墊片組成,見圖1。

圖1 組件結構圖

各零件配合處尺寸公差繁多,結構復雜。如圖2所示。

圖2 裝配件橫截面
加工方案較難制訂。若在1號件、2號件零件狀態,將30 mm槽口處尺寸加工到位,很難保證裝配后兩零件的槽口在同一平面上及垂直度,平面度及平行度。此外28個Φ6H9孔如何加工,是否使用“歪脖”鉆,此加工效率低,且鉆孔不準確。如何保證零件圖紙尺寸、加工順序如何安排等等,這些方案都需要探索、研究。
裝配時1、2號件和3號件的大部分已經加工完畢,尺寸鏈已經呈封閉狀態,留給加工的尺寸公差很小,比較容易造成超差,因此,需要消除零件的定位和安裝誤差。
2 裝配實施措施
2.1 裝配工藝
分析裝配零件結構特點,制定加工方案。對于任何機加零件,工藝方案制定的合理與否直接決定了加工的成敗。
該零件組件的生產計劃為單件生產,裝配方式為修配法,將配合表面留到裝配階段加工,通過修配和調整保證尺寸精度,達到裝配要求。根據零組件特點初步確定以下備選方案:
(1)方案一。在零件狀態將1號件和2號件所有機加尺寸加工到位,再用3號件及螺栓、螺母進行裝配,如果零件的制造公差和形位公差較大,裝配后組件的槽口176 mm尺寸及形位公差很難保證;如果在零件的制造過程中,為保證裝配件的配合要求,人為縮小零件的尺寸公差和形位公差,則提高了零件的制造要求,非常不經濟且零件難于制造。此方案不可行。
(2)方案二。在零件狀態將1號件和2號件槽口的3個表面留有工藝余量,如圖2所示,將零件用3號件及螺栓、螺母進行裝配后,再進行槽口加工,這樣保證了176 mm尺寸及形位公差等。此方案可行。
28個Ф6H9裝配孔,可采用方案一,按劃線一個一個用歪脖鉆進行鉆孔,此加工方法可以應用,但效率低;方案二提工裝及刀具,使用長鉆頭,并在夾具上做引導相當于鉆4個孔,效率高。經過分析,方案二可行,采用方案二。


由尺寸鏈的計算公式有:
封閉環的公稱尺寸,等于增環的尺寸之和減去減環的尺寸之和

封閉環的上偏差,等于增環的上偏差之和減去減環的下偏差之和

封閉環的下偏差,等于增環的下偏差之和減去減環的上偏差之和

由此解式(1)、(2)、(3)得

如果采取縮小公差的方法,零件尺寸公差為T,則有:

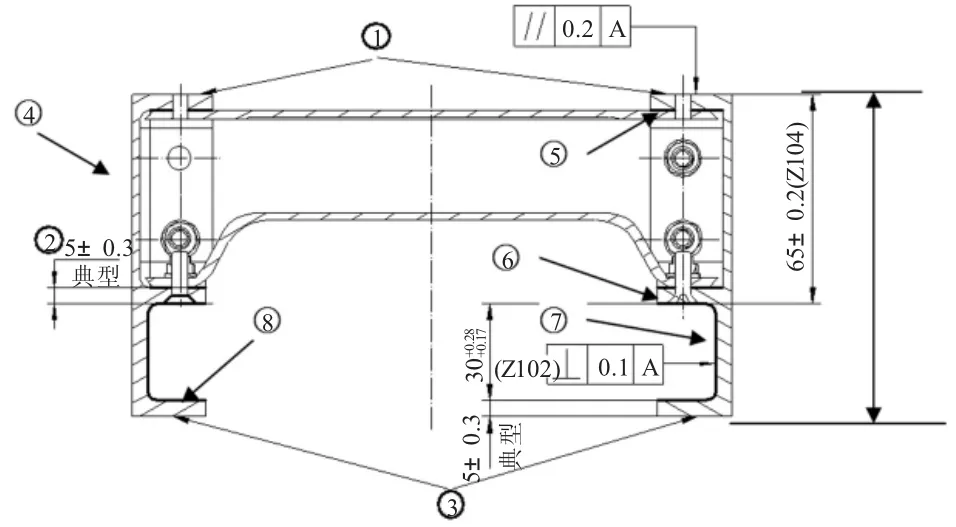
圖3 槽口尺寸鏈
此時若將外形①、③在零件狀態精加工到位,由于尺寸封閉再加上零件變形,在裝配銑切1、2號件槽口時,保證上述尺寸很難。更改1、2號件的供應狀態,在保證定位平面①的平面度在0.2 mm范圍內,③面留余量0.6 mm,以彌補公差累積造成的超差。另外一方面采用基準統一和基準重合原則,在加工時設計基準與裝配零件時定位基準①統一,消除基準不重合時的誤差。
組合和加工裝配件前,檢查定位平面①的平面度,如不在0.2 mm的范圍內,則研磨零件表面①使其平面度符合要求,研磨表面①時,注意保證與夾具側定位面的垂直度要求。

裝配件的剛性較差,在零件的左端頭處增加工藝支撐件,此時零件裝配的工藝性提高,零件收口現象大大降低。且裝配工藝件一直送至下個部門,直至與其他零件連接后,再由下個部門在裝配到上一級組件上時拆除。
2.2 裝配夾具設計
裝配夾具如圖4所示,此夾具用于裝配3號件(數量為7件)、工藝件、1號件和2號件,且用于鉆28個裝配連接導孔。零件以Ф12H9孔定位、緣條及腹板底平面定位。通過鉆模板進行引導鉆孔。
為保證零件鉆孔時的精度,鉆套采用快換鉆套,方便鉆孔時快速更換,具體尺寸為

鉸套也為快換鉸套,具體尺寸

定位方式為使用圖4所示的1號件、2號件的表面①和④定位。夾緊機構為通過旋轉3個手輪通過雙向螺栓夾緊機構夾緊表面④后鎖緊,通過擰緊夾緊壓板組件夾緊表面①,為保證定位夾緊的可靠性,在夾緊過程中應該使用塞尺檢查夾緊的間隙,使間隙不大于0.1mm。
零件定位誤差

其中,
Δ基表示由于定位基準和工藝基準不重合產生的誤差,采用調整法加工,基準不重合誤差Δ基=0;
Δ定為基準位移誤差,等于表面①的平面度誤差,由圖紙尺寸和形位公差知,
Δ定=0.2 mm,所以
Δ=Δ基+Δ定=0.2 mm。
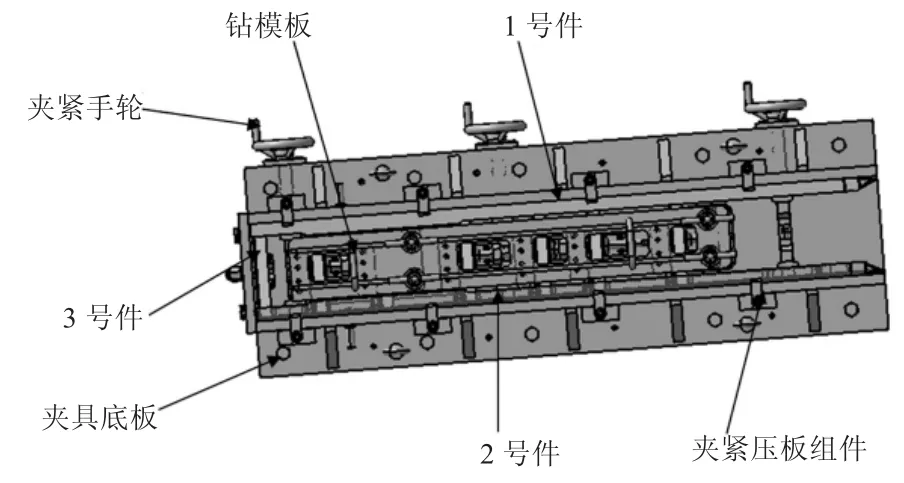
圖4 裝配夾具
3 結束語
經實踐證明,該組件在裝配中,要考慮很多問題。解尺寸鏈,給出合理的尺寸公差,防止裝配時由于尺寸累積造成裝配尺寸超差;保證配合零件配合區配合尺寸公差,防止干涉;采用定位基準與設計基準統一的原則,防止定位基準不統一時造成的累積誤差;根據裝配零件的功用,找出零件關鍵尺寸要素,嚴格控制確保裝配零件的使用性能。
[1]王興逵.機械制造工藝學[M].北京:機械工業出版社,2008.
[2]上海機械專科學校.機床夾具手冊[M].北京:機械工業出版社,1998.
[3]《航空工藝裝備設計手冊》編寫組.航空工藝裝備設計手冊[M].北京:國防工業出版社,2005.
