超長變截面鋁合金型材擠壓工藝研究
2012-02-02 03:51:10楊亞平
有色金屬加工 2012年2期
關(guān)鍵詞:工藝
楊亞平
(中鋁西北鋁加工分公司,甘肅隴西748111)
隨著航空業(yè)的發(fā)展,飛機趨向大型化,所使用的鋁合金變截面型材定尺長度也越來越長,原來生產(chǎn)的XC6578產(chǎn)品定尺長度短(6500mm),在20MN水壓機上用φ200mm擠壓筒可進行生產(chǎn)。現(xiàn)該型材最終定尺長度要求為10800mm,加上型材的生產(chǎn)工藝余量和殘料長度,該型材需擠壓長度為12400mm,所需鑄錠尺寸為 φ192×830mm,超出了最大鑄錠允許長度700mm要求,在20MN擠壓機的最大擠壓筒φ200mm上按原來的方法生產(chǎn)無法滿足產(chǎn)品要求。也曾經(jīng)設(shè)想在現(xiàn)有的50MN擠壓機上的φ300mm擠壓筒上生產(chǎn),但經(jīng)核算后不能滿足擠壓工藝要求,因此我們?nèi)試@目前生產(chǎn)變截面型材的20MN擠壓機進行了技術(shù)攻關(guān)。
變截面鋁合金型材是制作飛機機翼的關(guān)鍵部件,為保證超長變截面型材的順利供貨,根據(jù)我公司擠壓機生產(chǎn)實際,對生產(chǎn)XC6578超長變截面型材的擠壓工藝參數(shù)、主要擠壓工具的尺寸選擇、強度校核等方面進行了研究,成功的為用戶提供了超長變截面鋁合金型材,并實現(xiàn)了批量生產(chǎn),保證了飛機關(guān)鍵材料的順利制作。
1 擠壓工藝的確定
在同一個擠壓筒上,一次同時擠壓兩個斷面積相差很大的型材,又必須同時保證大截面、小截面的力學(xué)性能和組織滿足技術(shù)要求,因此大、小截面的擠壓系數(shù)都選擇得合理是十分困難的。在制品截面積一定的情況下,擠壓系數(shù)選擇的是否合理歸根結(jié)底是擠壓筒選擇的是否合理。因此在現(xiàn)有φ200mm擠壓筒不能滿足定尺長度的情況下,需要重新確定合理的擠壓筒直徑。
1.1 擠壓筒內(nèi)徑尺寸選擇[1]
擠壓筒長度固定不變,為了選取合理的擠壓筒內(nèi)徑尺寸,首先要對與所需擠壓制品總長度相對應(yīng)的鑄錠直徑進行計算,然后求出所需擠壓筒內(nèi)徑尺寸。
產(chǎn)品定尺長度為10800mm,其中大頭型材長度為290mm;工藝余量:基本型材部分800~1000mm,大頭型材部分500~600mm,其工藝余量取上限值;XC6578制品各段截面積尺寸:基本型材截面積為1214mm2,大頭型材截面積為7967mm2。
根據(jù)以上參數(shù),求出壓出制品體積為:
式中:V——壓出制品總體積 mm3
V1——壓出基本型材體積 mm3
V2——壓出大頭型材體積 mm3
一個好的工藝,除了在技術(shù)上合理外,同時還必須考慮最佳經(jīng)濟效益,即盡可能減少廢料。當(dāng)擠壓筒過大時,擠壓系數(shù)就會增加,則鑄錠長度就會縮短,幾何廢料也隨之增加。因此根據(jù)體積不變定律,在不考慮擠壓制品正公差的情況下,預(yù)選鑄錠長度為650mm,殘料長度45mm,可以計算出鑄錠直徑。其計算結(jié)果如下:
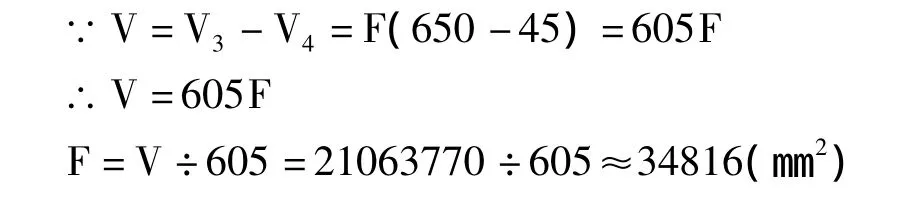

式中:V3——鑄錠的體積 mm3
V4——殘料的體積 mm3
F——所需鑄錠的面積 mm2
D——所需鑄錠的直徑 mm
通過上述鑄錠直徑的計算,確定選用鑄錠直徑212mm。根據(jù)所需鑄錠直徑,確定采用直徑為220mm的擠壓筒進行擠壓可滿足超長型材定尺長度。20MN擠壓機擠壓筒內(nèi)徑的允許范圍為150~225mm[2],因此擠壓筒直徑選擇220mm未超出允許范圍值,是合理可行的。
1.2 擠壓系數(shù)校核
根據(jù)預(yù)選的鑄錠直徑和擠壓筒尺規(guī)格,對擠壓系數(shù)是否滿足其要求進行核算:
式中:λ1——基本型材擠壓系數(shù)
λ2——大頭型材擠壓系數(shù)
F0——擠壓筒截面積
F1——產(chǎn)品截面積
XC6578大頭部分和型材部分截面積比為6.6。

表1 大頭部分和型材部分λ的范圍[1]
大頭部分和型材部分λ的合理范圍見表1。
從λ1=31和λ2=5可知,擠壓系數(shù)滿足其工藝要求,所以其擠壓筒的選擇是合理的。
1.3 鑄錠長度
根據(jù)所選擠壓筒直徑φ220mm和擠壓系數(shù),確定其鑄錠直徑為 φ21mm,綜合修正系數(shù) K= 1.14~1.2,選取K=1.16,基本殘料長度為40mm。

式中:L錠——鑄錠長度 mm
L型——基本型材的定尺長度 mm
L切頭——基本型材的工藝余量 mm
L頭——大頭型材的定尺長度 mm
L切尾——大頭型材的工藝余量 mm
λ型——基本型材的擠壓系數(shù)
λ頭——大頭型材的擠壓系數(shù)
H1——基本殘料 mm
K——綜合修正系數(shù)
由計算可知,XC6578制品的壓出長度為12400mm時需要鑄錠長度為680mm。擠壓筒允許的最大鑄錠長度為700mm,所需鑄錠長度680mm小于700mm,在鑄錠長度允許范圍內(nèi),因此φ220mm擠壓筒選擇是合理可行的。
1.4 擠壓溫度和速度
由于XC6578是運輸機十分重要的受力構(gòu)件,對組織和性能的要求很高,選用材料為高強度鋁合金2A12和7A04,此兩種合金的變形抗力較大,所需擠壓力較大;又因型材部分的擠壓系數(shù)較大,同時在擠壓生產(chǎn)中要更換模子,模子易冷卻,容易發(fā)生悶車現(xiàn)象;再之,為了控制大頭部分的粗晶環(huán),基于上述原因宜采用高溫擠壓,其溫度參數(shù)見表2。
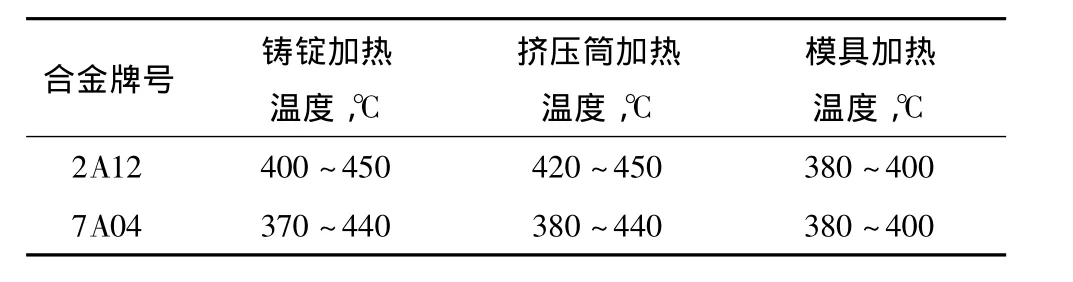
表2 擠壓溫度
變斷面型材尺寸精度較難控制,生產(chǎn)時為了保證制品的尺寸穩(wěn)定,擠壓時一定要嚴(yán)格控制擠壓速度,不能忽高忽低,速度控制見表3。為了保證靠近大截面型材的外形尺寸,在距離過渡區(qū)800~1000mm處開始緩慢減速,最好到過渡區(qū)是時速度降為零。擠壓開始時,開始應(yīng)緩慢上壓,大頭流出模孔前穩(wěn)定1~2分鐘,當(dāng)大頭流出200~300mm以后可以用正常速度擠壓。目的是為了盡可能調(diào)整金屬流速使之均勻,防止近過渡區(qū)間隙不合格和壁厚拉薄(俗稱細脖)、局部波浪、硬彎等缺陷產(chǎn)生。

表3 擠壓速度
2 擠壓工具
通常型材用擠壓工具主要是指模子、擠壓筒、擠壓墊片和擠壓軸,此外尚有一些次要的工具或配件,如模支承、模墊、支承環(huán)、導(dǎo)路、墊片及模座等。擠壓工具在工作中承受著長時間的高溫、高壓、高摩擦,所以這些材料必須選用高級的耐熱合金鋼,這就使加工制造的成本費用較高。在選擇了合理擠壓工藝參數(shù)的情況下,考慮到最大限度地降低生產(chǎn)成本,除了重新設(shè)計制作擠壓筒、模套、墊片等工具外,決定采用現(xiàn)有擠壓軸、導(dǎo)路、模子等,使工模具費用降低到最低限度。
擠壓軸是用來傳遞主柱塞的壓力,迫使金屬在擠壓筒內(nèi)產(chǎn)生塑性變形,它在擠壓時承受很大的壓力。若設(shè)計、安裝偏心或使用不當(dāng),常產(chǎn)生彎曲變形和壓裂、折斷。擠壓軸的外徑與擠壓筒內(nèi)徑大小有關(guān),對臥式擠壓機一般比筒內(nèi)徑小2~10mm左右。20MN擠壓機最大擠壓軸工作部分的直徑為φ195mm,有效工作長度900mm,擠壓軸直徑比擠壓筒直徑小25mm,超過了規(guī)定要求,因此,須對擠壓軸進行強度核算。
(1)擠壓軸穩(wěn)定性校核[2]
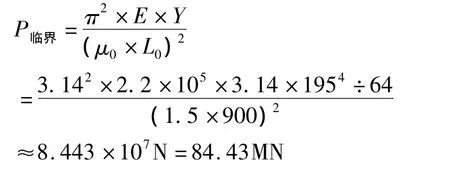
式中:
P臨界——計算的臨界彎曲應(yīng)力N
E——材料的彈性模數(shù),2.2×105MPa
Y——斷面慣性矩,對于圓斷面擠壓軸Y=πd4/ 64,d為擠壓軸直徑
μ0——系數(shù),一般μ=0.5~2,當(dāng)一端固定,另一端為半自由狀態(tài)時,選用1.5,因此這里取1.5
L0——擠壓軸有效工作長度mm
P臨界應(yīng)大于擠壓機噸位的1~2倍,如果P臨界接近擠壓機的噸位,則軸易由于失去穩(wěn)定而彎曲。由計算知:P臨界遠大于2倍擠壓軸實際承受的最大壓力20MN,所以擠壓軸不會失去穩(wěn)定而發(fā)生彎曲。
(2)擠壓軸抗壓強度校核
擠壓軸可能因縱向的壓應(yīng)力過大而引起破壞,因此還必須對軸的縱向壓應(yīng)力進行校核,其計算結(jié)果σ'不應(yīng)大于材料的許用壓應(yīng)力〔σ許〕。

式中:
σ'——縱向壓應(yīng)力MPa
P——擠壓軸承受的載荷N
A——擠壓軸的截面積mm2
ψ——許用應(yīng)力的折減系數(shù),與擠壓軸的柔度和材料有關(guān),這里取0.9
3Cr2W8鋼材在400℃時,σb=1510MPa,許用應(yīng)力選1000~1100MPa,計算結(jié)果σ'<〔σ許〕,所以擠壓軸在擠壓中不會破裂。在生產(chǎn)中使用φ195mm的擠壓軸是完全可行的。
(3)縱向彎曲應(yīng)力校核
由于擠壓軸與擠壓筒安裝得不可能完全同心(如圖1),擠壓軸在工作時將受到一偏心載荷。因此在校核擠壓軸強度時,應(yīng)同時考慮所受的縱向壓應(yīng)力σ'和彎矩所引起的應(yīng)力σ″,即:
σ=σ'+σ″
由彎度所產(chǎn)生的應(yīng)力σ″用下式求得:

式中:W——截面模數(shù),對實心軸為0.1d3,mm3
P——擠壓機的全壓力N
l——偏心距,最大可達擠壓筒與擠壓軸直徑之半,即l=(D0-d)/2
σ=σ'+σ″≈744.5+337.2≈1082(MPa)
令σ=1000MPa,由σ=σ'+σ″得
σ″=1000-745=255(MPa)
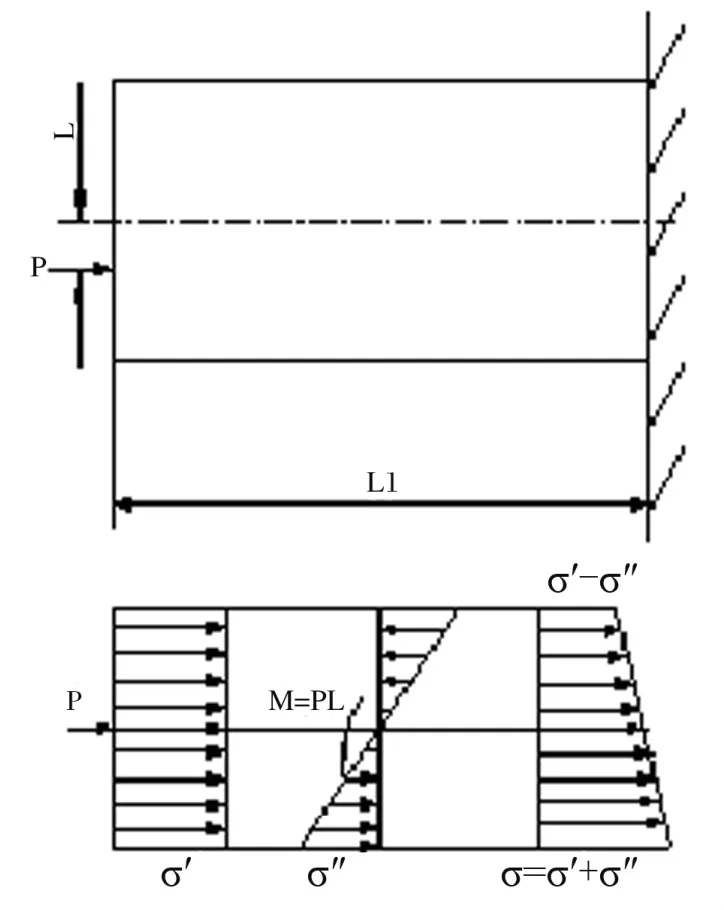
圖1
σ值接近〔σ許〕的最大值,當(dāng)擠壓軸與擠壓筒的偏心達到最大值(12.5mm)時容易產(chǎn)生擠壓軸斷裂;經(jīng)核算,當(dāng)擠壓軸與擠壓筒的偏心小于9.5mm時不容易產(chǎn)生擠壓軸斷裂。因此需要保證擠壓軸和擠壓筒的偏心度小于9.5mm。
3 生產(chǎn)應(yīng)用情況
每次用φ195mm擠壓軸在φ220mm擠壓筒上擠壓型材前,首先要調(diào)整擠壓軸和擠壓筒之間的偏心,使偏心值小于9.5mm。其次擠壓尺寸偏差按上限控制,25mm和100mm處的間隙嚴(yán)格控制在技術(shù)要求的范圍內(nèi)。
擠壓后的型材再經(jīng)過熱處理、張力拉伸、型輥矯正以及手工矯正等生產(chǎn)工序后,型材制品的高、低倍組織、力學(xué)性能、以及表面質(zhì)量和外形尺寸完全滿足技術(shù)要求。
目前,生產(chǎn)的XC6578超長變截面型材工藝穩(wěn)定性好,已實現(xiàn)批量化大生產(chǎn)。
φ195mm擠壓軸5年來在φ200mm和φ220mm擠壓筒上不光承擔(dān)著生產(chǎn)變截面型材的任務(wù),同時還擠壓其它型材和棒材產(chǎn)品,從來沒有發(fā)生過斷軸,經(jīng)多次測量未發(fā)現(xiàn)彎曲變形現(xiàn)象。
4 結(jié)論
通過上述工藝參數(shù)的計算,在不改變擠壓軸直徑、新增擠壓筒規(guī)格,調(diào)整好擠壓軸和擠壓筒之間的偏心,使其滿足小于9.5mm的要求,在20MN擠壓機上可實現(xiàn)批量生產(chǎn)超長變截面型材。
[1]鋁合金及其加工手冊王祝堂田榮璋主編中南工業(yè)大學(xué)出版1989年6月第494~496頁。682~684頁
[2]有色金屬工人技術(shù)理論教材輕合金管棒型線材生產(chǎn) 李西銘主編中華人民共和國有色金屬工業(yè)總公司職工教育教材編審辦公室第186,169~170頁
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
