A356.2鋁合金鑄造工藝的生產實踐
2012-02-02 03:51:10戴飛
有色金屬加工 2012年2期
戴飛
(河南省銀湖鋁業有限責任公司,河南鞏義451200)
A356.2是美國牌號多元鋁鎂硅系合金,含Si6.5%-7.5%、Mg0.3%-0.45%,Fe、Cu、Mn、Zn、Ti等為雜質。該合金具有良好的力學性能、物理性能和抗腐蝕性能,而且質量輕、比強度高,具有較好的機械加工性能,是鋁制汽車、摩托車輪轂的首選材料,近年來的市場消費量越來越高。然而由于A356.2鋁合金在熔煉、鑄造過程中存在著嚴重的吸氣現象,鑄錠易產生氣孔、偏析、疏松等缺陷,對合金的力學性能和加工性能造成嚴重影響。本文就如何在生產中最大限度降低上述不良現象的發生,從鏈式鑄造和半連續熱頂鑄造兩種生產工藝對比分析,探討不同工藝方法對A356.2合金組織和性能的影響。
1 生產工藝對比
1.1 人工攪拌+鏈式鑄造生產合金錠
該工藝是國內生產廠家應用最廣泛的鐵模連續鑄造工藝,其優點是生產設施簡單,產量高,成本低,但存在勞動強度大,熔體凈化時產生大量有毒氣體,鑄錠的含氫量和非金屬夾雜無法有效去除,Si偏析嚴重等缺陷。工藝流程為:烤硅(760℃~800℃)→低鐵原鋁(800℃以上)→合金化(760℃~800℃)→人工攪拌(3次8min~15min)→吹N2精煉(730℃~760℃,30min~35min)→加鎂錠及鈦劑(700℃ ~730℃)→人工攪拌(8min~15min)→靜置(710℃~750℃,25 min~35min)→過濾(40PPI過濾板)→澆鑄(670℃~720℃)。
1.2 電磁攪拌+熱頂鑄造生產合金棒
電磁攪拌是先進的鋁合金熔煉攪拌技術,在鋁熔鑄行業應用日益廣泛,可以提高熔體溫度均勻性、縮短熔煉時間、減少氧化損失和提高金屬利用率。熱頂鑄造是一種先進的鑄造技術,較好的解決了普通鑄造產生的質量缺陷,具有鑄棒表面質量好、內部氣孔夾雜少、成品率高和勞動強度低的特點。工藝流程為:烤硅(760℃~800℃)→低鐵原鋁(800℃以上)→合金化(750℃~800℃)→電磁攪拌(20min~25min)→吹N2精煉(720℃~750℃,20min~25min)→加鎂錠及鈦劑(680℃~730℃)→電磁攪拌(8min~15min)→靜置(700℃ ~750℃,25 min~35min)→過濾(40PPI過濾板)→澆鑄(670℃~720℃)。
2 產品試樣成分、組織及性能對比
從上述兩種工藝生產的合金錠中隨機各抽取六塊試樣,按圖1方式截取樣品后參照GB/8733-2000標準進行分析。
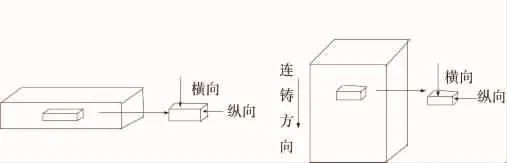
圖1 試樣截取示意圖
2.1 化學成分對比分析
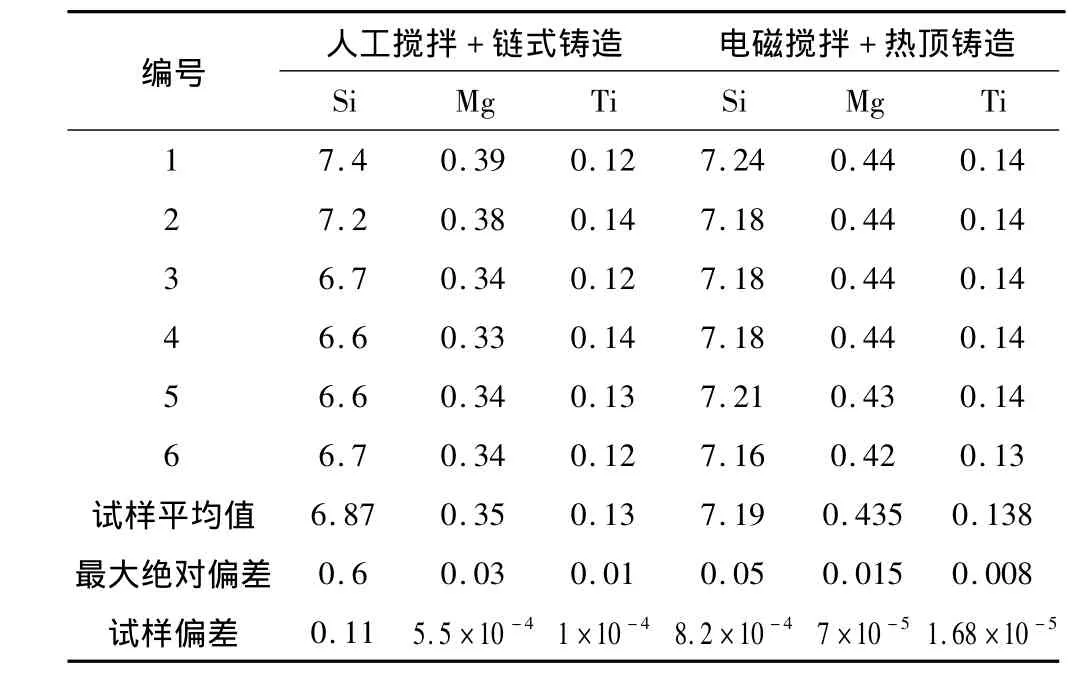
表1 A356.2合金的化學成分統計 單位:%
從表1分析可知電磁攪拌后合金的化學成分均勻性明顯優于人工攪拌,合金成分偏差很小,產品質量顯著提高。它克服了人工攪拌方式中由于設施、工具對熔體的二次污染,減輕了操作者的勞動強度,改善了工作環境,使熔體的各個部位無攪拌死角,攪拌效果好,攪拌加快了合金元素從高濃度向低濃度區域移動的過程,用較短的時間可使合金液成分趨于一致。
2.2 Si偏析對比分析

表2 A356.2合金的Si偏析統計 單位:%
從表2中分析可知鑄造鋁合金錠的Si偏析一般在0.30—0.50%之間,最大可達1.00%;鑄造鋁合金棒的Si偏析在0.15—0.30%之間,很少有超過0.30%的,所以電磁攪拌+熱頂鑄造較人工攪拌+鏈式鑄造的Si偏析有顯著的改善。生產中熱頂鑄造較鏈式鑄造合金鋁液冷卻速度大,使合金鋁液在極短的時間內冷卻凝固,冷凝過程中整個模腔截面的鋁液溫度瞬間降至液相線以下,合金組織細小,合金中Si偏析程度降低。若攪拌的程度不夠、合金成分不均勻會出現較嚴重的Si偏析現象,使用電磁攪拌可以明顯降低偏析率,但難以消除Si偏析現象,這是由Si的凝固特性所決定的。
2.3 針孔度對比分析

表3 A356.2合金的針孔度統計
從表3中分析可知人工攪拌+鏈式鑄造鋁合金錠的針孔度大部分為3級,少部分為1、2級;而電磁攪拌+熱頂鑄造的鋁合金棒中,針孔度絕大部分為1級,極少部分為2級。表明電磁攪拌+熱頂鑄造對提高鑄造鋁合金針孔度效果是極為明顯的。易吸收氣體是鑄造鋁合金的特性,合金液溫度越高,吸收的氫也越多。生產實踐表明,鋁液中的氫主要來自鋁液與水汽的反應:3Al(液)十3H2O=A12O3十3H2。通常氫的析出少部分以擴散方式析出,主要是以氣泡形式析出,部分逸不出去的氣泡留在凝固的鋁合金內形成氣孔即“針孔”,可見氣泡是形成A356.2鑄造鋁合金針孔的根本原因。鏈式鑄造工藝采用人工攪拌,熔池表面產生強烈的攪動破壞表面氧化膜,使鋁液含氫量上升;鑄錠緩慢冷卻階段析出的氫有足夠的時間長成較大尺寸的氣泡,留在鋁合金錠中形成較大的針孔,針孔度常達3級,肉眼可見。電磁攪拌+熱頂鑄造工藝采用不破壞鋁液表層氧化膜的攪拌方式,鋁液的吸氫量相對較少,水冷鑄造使鋁合金棒迅速凝固,鋁液中的氫來不及析出長大,凝固過程即已結束。因此電磁攪拌+水冷熱頂鑄造合金的針孔度在1級以內,并且出現針孔的現象很少。
2.4 低倍組織對比分析

圖2 A356.2合金低倍照片比較
從圖2上可看到人工攪拌+鏈式鑄造鋁合金錠有較多大的黑洞,晶粒粗大,大小不一,形狀各異,晶粒邊界參差不齊;而電磁攪拌+熱頂鑄造的鋁合金棒中上述現象有顯著的改善。其原因主要是電磁攪拌對A356.2鋁合金的組織結構具有晶粒細化和晶粒尺寸均勻化的作用,采用電磁攪拌迫使鋁液隨磁場變化而產生相應的運動,從而達到充分攪拌的效果,使鋁液溫度及成分更加均勻,晶核在熔體中各處趨向于同時形核并均勻地分散在鋁液中,不僅使形核率大大提高,而且使晶粒尺寸也趨向于均勻化;其次是細化劑鈦的加入,使鈦與鋁形成的Al3Ti能作為α鋁固溶體的結晶核心,起到異質核心的作用,細化了鋁合金組織,改善了合金性能;第三是采用熱頂鑄造工藝,可使鋁液在結晶器下緣接受冷卻水的直接冷卻前形成的液穴壁很薄,在冷卻水的強烈冷卻下,鑄錠邊部可獲得很高的結晶速度,能夠縮短固—液界面的持續時間,有效減少化學成分偏析,因而枝晶細小,產品內部組織均勻性好;在結晶器正上方鋁液與大氣接觸,鑄錠結晶時析出的氣體和其上浮時所攜帶的夾渣有條件浮至敞露液面,從而有利于鑄造鋁液純潔度的提高。
2.5 物理性能對比分析

表4 A356.2合金的物理性能統計
從表4中分析可知電磁攪拌+熱頂鑄造的鋁合金棒較人工攪拌+鏈式鑄造鋁合金錠的物理性能有明顯提高。與人工攪拌+鏈式鑄造相比,電磁攪拌后鑄棒的晶粒得到明顯的細化,同時Si的偏析和針孔度也都得到了明顯改善,因此其鑄棒的物理性能也有所提高。
2.6 沖擊韌性對比分析

表5 A356.2合金沖擊韌性的統計
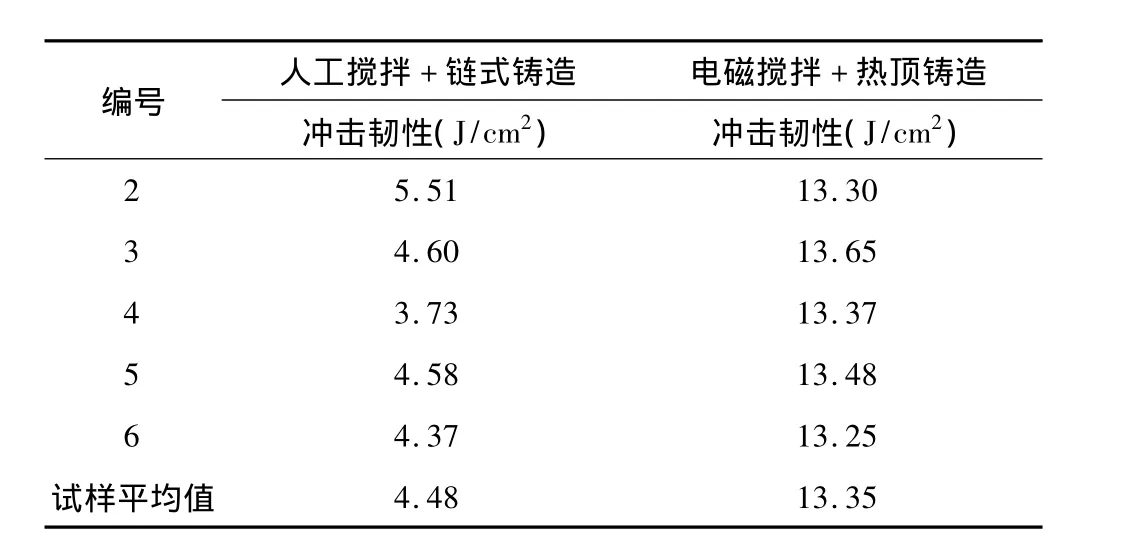
編號 人工攪拌+鏈式鑄造 電磁攪拌+熱頂鑄造沖擊韌性(J/cm2) 沖擊韌性(J/cm2) 2 5.51 13.30 3 4.60 13.65 4 3.73 13.37 5 4.58 13.48 6 4.37 13.25試樣平均值4.48 13.35
從表5中分析可知人工攪拌+鏈式鑄造鋁合金錠試樣沖擊韌性較差,平均4.48J/cm2,且材料各部位差異明顯、不均勻。電磁攪拌+熱頂鑄造的鋁合金棒試樣沖擊韌性平均13.35 J/cm2,高出前者約66%,且各部位的沖擊韌性均勻。人工攪拌+鏈式鑄造鋁合金錠由于冷卻速度慢,晶粒粗大,破壞了基體的連續性,顯著降低合金的強度、韌性。加之針孔既多又大,不僅減少合金鑄件的有效截面積,使合金的強度下降,而且在局部形成應力集中,成為材料斷裂的裂紋源,降低合金的韌性。電磁攪拌+熱頂鑄造工藝生產的鋁合金棒組織致密均勻、晶粒細小、針孔既少又小,因而使合金棒具有優良的韌性。
3 結束語
通過對人工攪拌+鏈式鑄造和電磁攪拌+熱頂鑄造兩鐘工藝所生產產品的取樣對比分析,電磁攪拌+熱頂鑄造工藝使鑄造鋁合金棒的化學成分更加均勻,Si偏析降至0.20%以下,合金中氣體含量更低,針孔度在1級以內,物理性能顯著改善,沖擊韌性比常規澆鑄方法提高近3倍,其產品質量在各個方面均優于人工攪拌+鏈式鑄造生產工藝產品質量,完全能夠滿足鋁輪轂生產廠對產品質量的嚴格要求,是生產高質量A356.2鋁合金產品的發展方向。
[1]楊剛,張紅耀,王吉坤,等.電磁攪拌對水冷熱頂鑄造A356合金質量的影響[J].輕合金加工技術,2005,(11):12—16.
[2]沈俊.鋁合金車輪鑄造用A356合金的熔體處理[J].有色金屬加工,2002,(3):27—29.
[3]貴廣臣.電磁攪拌裝置在熔鋁爐中的應用[J]。有色金屬加工,2004,(5):13—17。
[4]谷文明,杜科選.A356.2鑄造鋁合金鑄錠內針孔缺陷的控制[J]。輕合金加工技術,2005,(10):26—30.
[5]王平,路貴民,崔建忠.液相線鑄造A356鋁合金結晶過程初探[J].輕合金加工技術,2001,(12):14—16
[6]向凌霄.原鋁及其合金的熔煉與鑄造[M].北京:冶金工業出版社,2005:124—178.
