關于微小型接插件沖壓工藝的研究
2012-02-01 07:57:52王海生
科技傳播 2012年11期
關鍵詞:工藝
王海生,江 潔
云南省紅河學院,云南紅河 661100
在微小零件的產生過程中,所采用的主要工藝是分離工序和成形工序。由于在目前的技術條件下,無法嚴格保證生產微小型接插件的精度要求。因此,研究微小型接插件沖壓工藝,改進傳統材料模型在控制工件尺寸精度方面的不足,對于提高微小零件制作中的精度、性能,降低生產成本具有十分重要的技術價值。
1 微小型接插件工藝方案
1.1 沖壓工序
在各類開關、塑膠件以及汽車電器的鏈接上微小型接插件得到廣泛的應用。這些應用范圍的實際需要決定了微小型接插件必須具備形狀復雜、尺寸小、精度高的特點,而要實現這一要求,就離不開沖孔、落料、彎曲等沖壓工藝。在復合工序沖模中,級進模是目前最常用的一種。其特點是一副模具就能夠使微小型接插件生產所需的沖壓工藝全部完成。相對單工序模沖壓,這一工序定位環節簡捷,又極大幅度地提高了量產微小型接插件的生產效率,自然成為沖壓微小型接插件的首選工序。
1.2 沖壓方案
要使級進模表現出結構復雜、技術含量高等優勢,一方面模具設計、制造者自身要有較強的設計能力,另一方面,對沖壓方案的選擇至關重要。在實際產生過程中,微小型接插件沖壓包涵落料、拉伸、沖孔、彎曲、修邊、翻邊等工序,如下兩套方案經常為微小型接插件沖壓工藝的備選:
方案一:1)確認定位孔,2)落料沖外形(含拉伸、沖孔),3)Z形二次彎曲及寬邊的彎曲,4)矯正修邊,5)分離。該方案的主要缺陷是:各工序形成累積誤差,導致分離時接插件出現毛刺,在一定程度上影響了接插件的質量。
方案二:1)落料沖定位孔,2)分離,3)沖外形(含拉伸、沖孔),4)寬邊彎曲,5)Z形彎曲。這一沖壓方案,將分離工序安排在觸針邊,既避免了插件毛刺的產生。還具有簡化模具結構和順利出件的作用。(接插件排樣見圖1)。
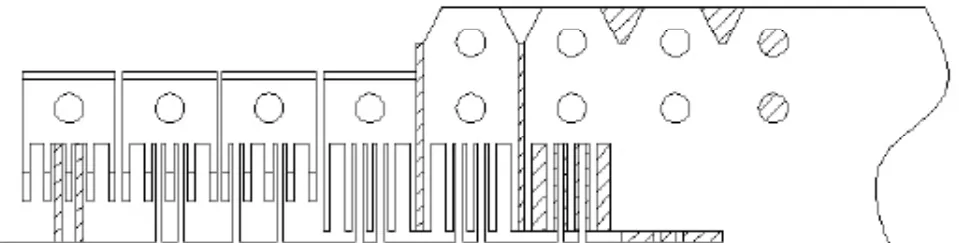
圖1 接插件排樣圖
由于本文以材質為T2紫銅箔的微型接插件作為研究對象,探討微小型接插件沖壓工藝的影響,不做批量生產。故選擇將級進模工藝進行簡化,即:1)沖定位孔和分離,2)沖外形,3)彎曲。插件尺寸精度按IT12級精度,表明粗糙度Rn=12.5(接插件成形工藝路線見圖2)。
2 模具的設計
依據沖壓工藝方案,在設計加工模具時選用軋制薄鋼板(1mm×500mm×1500mm),單行直排(a=1.2mm、b=1.5mm),以彎曲件的回彈趨勢為標度調整凸凹模工作部分的相撞尺寸,在模具開出一個可以使工件出模后恰好與規定角度相一致的斜度,補償工件回彈量(見圖3)。在此基礎上確定沖壓方向、沖壓中心、拉深次數,選擇壓力機。

圖2 接插件成形工藝路線圖
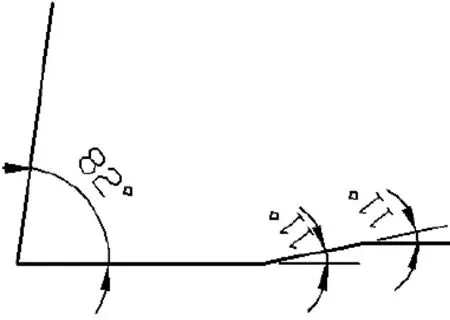
圖3 凸模角度示意圖
3 成型設備的選擇
為符合上述設計方案,選擇基于伺服電機的微小接插件沖壓成型設備。該設備以主控機接收外部命令信息,再將次命令信息轉化為PWM脈沖信號輸出至伺服驅動器,控制伺服電機工作。并通過光電編碼器將沖壓機沖頭的位移信號傳送回主控機。進而實現伺服驅動器、伺服電機、光電編碼器和主控機的控制軟件四位一體,使工件沖壓成型過程中的力和位移得以精確控制,為微小接插件精密微成形提供了堅實的保障。
4 實驗結論
在對T2紫銅箔進行沖壓工藝實驗中,我們可以獲得沖壓速度、板料厚度和晶粒尺寸對沖壓力及成形件質量的規律:
1)沖裁速度與沖裁力變化成反比關系,速度越大,沖裁越小,斷面質量越好;加載速度與彎曲力變化成正比,彎曲回彈隨加載速度逐漸增大;
2)在晶粒尺寸一定時,板厚越小,最大沖裁力越小,沖裁斷面上光亮帶越大,斷面質量越好;彎曲力減小,彎曲回彈減小;
3)在板厚一定時,晶粒尺寸減小,最大沖裁力稍有增大,沖裁斷面上光亮帶比例增大,斷面質量變好。
總之,對微小型接插件沖壓工藝的研究,是提高插件質量的重要途徑。只有突破傳統沖壓工藝的限制,精確控制微小型接插件形狀和尺寸,微小型接插件的成形質量才能得到明顯的改善。
[1]單德彬.精密微塑性成形技術的現狀和發展趨勢[J].塑性工程學報,2008(15).
[2]仝敬澤,高曉亮.微小型接插件沖壓工藝的研究[J].硅谷,2012(5).
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52