履帶拖拉機傳動箱殼體滑桿孔加工工藝研討
2012-01-25 10:41:42李國棟車展展
時代農機 2012年3期
張 凱,李國棟,車展展
(第一拖拉機股份有限公司第一裝配廠,河南 洛陽 471004)
小馬力履帶拖拉機傳動箱殼體在主機的作用將變速箱與后橋殼體整合在一起,將變速箱傳遞的動力實行進一步地減速、增轉矩、成90度地改變動力傳動平面。同時拖拉機的轉向制動機構也安裝在傳動箱殼體內,所以還具有實現拖拉機轉向和制動的功能,是拖拉機上的重要零件。由于拖拉機的滑桿通過滑桿孔配合撥叉進行換檔調速,因此滑桿孔是一組精度要求較高的斷續孔系,通常每組孔系的同軸度在0.1mm以內。為了保證滑桿孔的質量要求,傳統加工工藝采用鉆孔、擴孔及鉸孔三道工序加工,使用三套夾具及三臺組合機床,不僅生產效率低,而且使用多臺機床也增加了生產成本和設備維護費用。以加工中心直槽鉆、鉸刀代替普通的麻花鉆頭、擴刀及鉸刀進行滑桿孔系的加工,可大大提高生產效率,降低生產成本。
1 傳動箱殼體整體特點
C502履帶拖拉機是中國一拖第一裝配廠新開發的產品,此車型突出一個小。加工的傳動箱殼體是其核心部件,是后橋殼體和變速箱殼體的組合體,結構緊湊復雜,是整個底盤的支撐部件,各個面上布局了一系列精度為IT6,IT7的孔系,并且各孔間錯綜復雜,又緊密相連。其中整個箱體剛性差,夾緊易變形,加工困難。其中四個滑桿孔直徑Φ16mm,長度為403mm(見圖1),倍徑達到25倍,更困難的是滑桿孔均為斷續加工,后續表面為毛坯面,如果選用傳統工藝試制時需定制三套夾具,時間長,費用高。
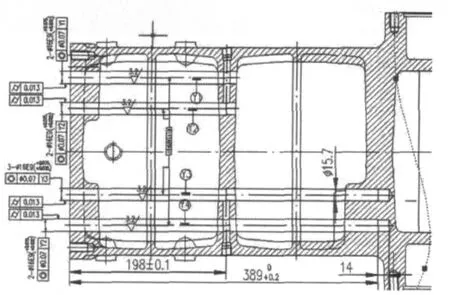
圖1 滑桿孔技術要求

圖2 滑桿孔零件圖
2 滑桿孔工藝分析及措施
拖拉機的滑桿通過滑桿孔配合撥叉進行換擋調速,因此滑桿孔是一組精度要求較高的孔系。該產品要求加工4組滑桿孔,即孔徑為4-Φ16mm,其中兩組為兩層孔,長208mm,位于后端面及隔板上,并為通孔,同軸度要求為0.07mm;另外兩組孔為三層孔,其中最外一層為后端面上Φ16mm通孔,最里一層為盲孔,孔鉆深420mm,鉸深389.2mm,同軸度要求為0.07mm;4組孔相對于箱體上的軸承孔平行度為0.08mm;孔中心距分別為56±0.1mm,96士0.1mm。斷續孔進口為毛坯,由上述技術要求和工藝特點所見對鉆頭在切削過程中的導向和自定心有一定要求。
根據技術要求,經研究,對上述孔系的加工,使用帶中心出水的臥式加工中心和整體硬質合金直槽鉆,采用鉆——鉸加工工藝可達精度要求。
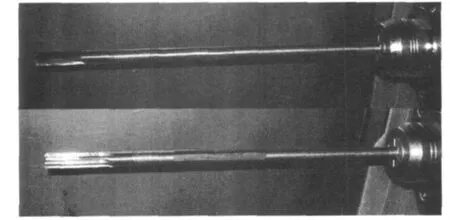
使用直槽鉆,直槽鉆雙刃帶結構,使鉆頭在切削時起導向,擠壓作用,保證了孔的直線度和光潔度。
平頭帶尖直槽鉆:雙刃帶,平頭帶尖的鉆尖形式使鉆頭在加工過程中能夠自導向和自定心,在滿足工件要求的同時,使得刀具單件成本降低。優勢是能夠加工出圓度和直線度較高的孔,而且其切削速度比標準的鈷或高速鋼鉆頭更快。結構使其可在每條直槽的外緣處刃磨出2條刃帶,由于鉆頭與工件有4個接觸點,鉆頭在加工中更為穩定,從而可以提高加工精度。鉆頭的尾部外緣可對孔壁起到擠光作用。
3 NC程序及加工

編寫加工程序,計算孔位置坐標,第一步用Φ15.7mm長105mm鉆頭依次加工最外端4個底孔,轉速S1900進給F250。第二步用Φ15.7mm長430mm的深孔鉆頭,以轉速S200進給F100的參數穿過第一層隔板,將刀具移動到第二層隔板前8mm處。變轉速S200進給F25慢速鉆進第二層隔板5mm,打開中心出水冷卻,變S1200進給F140將第二層鉆透,停中心出水,將刀具移動到第三層隔板前8mm處,變轉速S200進給F25慢速鉆進第三層隔板5mm,打開中心出水冷卻,變S1200進給F140鉆到420mm處,將刀具退到第三層隔板前8mm處,停中心出水,停刀具轉速,將刀具退出零件,完成第一個孔的底孔。依次加工其余3個。第三步用Φ16長430mm的深孔鉸刀,以轉速S200進給F40的參數穿過第一層隔板,將刀具移動到第二層隔板前8mm處。變轉速S200進給F25慢速鉸進第二層隔板5mm,打開中心出水冷卻,變S500進給F100將第二層鉸透,停中心出水,將刀具移動到第三層隔板前8mm處,變轉速S200進給F25慢速鉸進第三層隔板5mm,打開中心出水冷卻,變S500進給F100鉆到389.2mm處,將刀具退到第三層隔板前8mm處,停中心出水,停刀具轉速,將刀具退出零件,完成第一個孔的精加工。依次加工其余3個。
實踐表明,通過采用先進的加工中心、刀具和新的加工工藝完全可以滿足產品的要求,提高了產品質量,減少3產品生產設備投資、人力資源投入,可完成跨距大、同軸度要求高的孔的加工,使深孔類加工又上一臺階。
