脈沖MIG焊接在純銅導體中的應用
2012-01-25 09:07:36王麗輝
電大理工 2012年4期
王麗輝
遼寧裝備制造職業技術學院(沈陽 110161)
高壓開關設備經常選擇純銅管、純銅棒作為其導電部件(導體)的原材料,根據設計結構的需要,導體由純銅管、棒焊接而成,多年來一直采用手工TIG焊接工藝;隨著設備電流的增大,純銅導體的管壁厚度由8mm增加到15mm,導體的坡口形式也由V型改為U型。生產中發現改型后的導體時有根部未焊透、表面熱裂紋缺陷產生,同時生產效率也在下降。經過分析,對導體進行脈沖MIG焊接試驗,并與手工TIG焊接的導體進行了比較,總結出脈沖MIG焊更適合U型坡口的厚壁純銅導體的焊接,并制定出脈沖MIG焊接工藝,有效地解決了上述問題并提高了生產效率。
1 導體的TIG焊接工藝
1.1 坡口形式及尺寸
純銅導體由φ80 mm×15 mm純銅管(序號2)、φ80 mm純銅棒(序號1)焊接而成,坡口為U型,其結構如圖1所示。
1.2 焊前準備
⑴坡口清理
將酸洗后的銅管、銅棒坡口附近用丙酮擦拭干凈。
⑵預熱定位焊
定位鉚裝后,對焊縫兩側各35 mm范圍內進行火焰加熱,待加熱處變為桔紅色時立即用鋼絲刷將氧化皮清理干凈并定位焊接。
經試驗,純銅導體TIG焊接工藝參數如表1所示。由于純銅散熱快,為保證熱輸入,焊接電流逐漸增大。
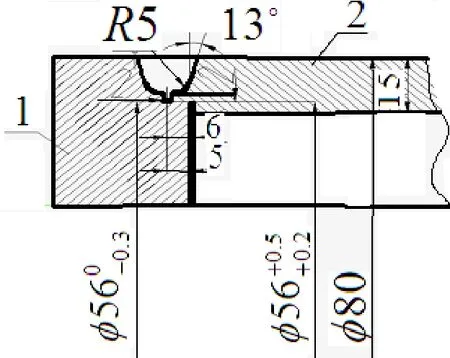
圖1 純銅導體結構
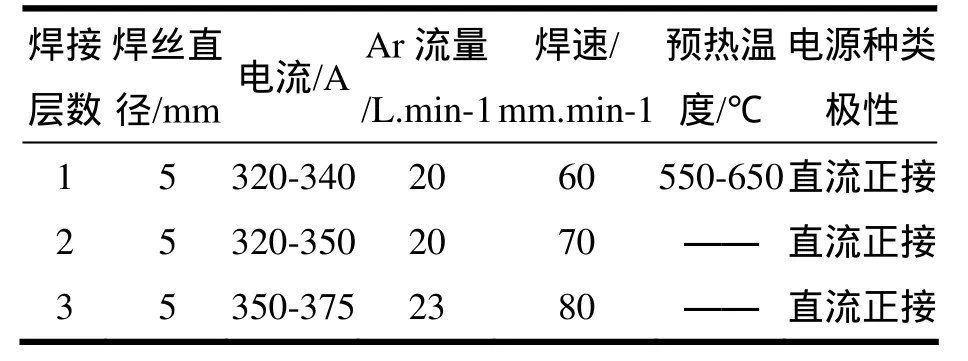
表1 厚壁純銅導體TIG焊接工藝規范
焊后經對 5件導體檢查,超聲檢驗顯示 3件導體焊縫根部未焊透,其中1件伴有表面熱裂紋。
1.3 問題分析
⑴手工 TIG焊接時,需由焊槍引弧加熱并熔化母材和焊絲,因導體壁厚坡口深度大,焊接時焊槍噴嘴與焊絲相互干擾,造成 U型坡口焊縫的根部熱輸入不足,焊絲無法達到 U型坡口根部,導致出現根部未焊透。
⑵純銅的導熱性好, 20℃時其導熱系數是鋼的7倍, 1000℃時銅的導熱系數是鋼的11倍,焊接時熱量快速從加熱區傳導出去,造成母材很難熔化,因此厚壁純銅焊接更需要較大熱輸入,而過大的焊接電流又會造成鎢極的嚴重燒損,甚至焊縫夾鎢。
⑶由于TIG焊接的熔深所限,需焊接3層方能填滿焊縫,反復多層焊接層間溫度控制不良造成焊縫的熱裂紋。
⑷高溫焊接時間長,勞動強度大,焊接操作質量不易保證。
2 脈沖MIG焊接工藝分析
綜上分析,決定對15 mm厚壁U型坡口的純銅導體嘗試改變焊接方法,首選方案為脈沖MIG焊,因MIG焊比TIG焊在焊接厚壁工件時具有優勢。
2.1 MIG焊接工藝
⑴焊接材料
焊絲:φ1.6 mm HS201。
保護氣:純度為99.99%的氬氣。
⑵焊接設備
松下AG2-500MIG焊機
⑶焊前準備
坡口清理、定位鉚裝及預熱范圍與TIG焊接相同,預熱處加熱至深紅色時立即用鋼絲刷將氧化皮清理干凈。
⑷焊接
將預熱清理干凈的導體立即進行焊接,經多次試驗,工藝參數確定為表2所示。因導體焊縫要求余高不大于1 mm,焊接操作時將槍置于“1”點的位置,略偏向“12”點,工件順時針轉,焊槍行走角度即槍行走方向與工件間夾角為 70°~80°時,焊接效果最佳。角度過小時,焊縫表面由于氣體保護不到位,會出現明顯氣孔。第一層焊接時焊槍行進同時需小幅橫向擺動,以保證坡口根部及邊緣均能焊透。
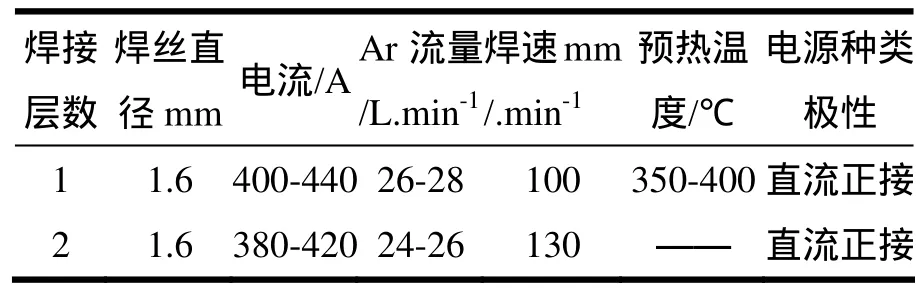
表2 MIG焊接工藝參數
2.2 焊后質量檢驗
焊后經外觀檢驗,焊縫寬度基本均勻,無咬邊、氣孔、裂紋等缺陷,個別部位焊縫余高超高,打磨處理后合格;經超聲波檢測試驗件焊縫內部無裂紋、夾雜及未焊透等缺陷,符合導體焊接質量要求。
3 結 論
⑴試驗表明,脈沖MIG焊更適合厚壁U型坡口純銅導體的焊接,可有效地避免手工 TIG焊時容易出現的表面熱裂紋、根部未焊透等焊接缺陷。
⑵厚壁純銅導體采用脈沖MIG焊接可以降低預熱溫度;同時由于脈沖MIG焊接熔深大,焊速快,焊接同樣厚度時可以減少焊接層數,生產效率較比TIG焊接提高30% 。
⑶本試驗結果對類似的厚大純銅工件焊接具有一定的借鑒意義,目前此工藝已用于產品生產并取得較好效果。
[1]周振豐.焊接冶金學.北京:機械工業出版社,1993.
[2]郭勝強,歐金齋,楊永青等.大截面純銅母線的細絲脈沖MIG焊工藝.金屬加工,2008.22:50-51.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24