鑄件清理設備的發展歷程及現狀
2012-01-06 05:16:56徐金成范俊生王瑞國翟永真吳成民
中國鑄造裝備與技術 2012年2期
關鍵詞:設備
徐金成,范俊生,王瑞國,翟永真,吳成民
(1.山東開泰拋丸機械有限公司,山東鄒平 256217;2.北車蘭州機車有限公司總部,蘭州 730050)
鑄件清理設備的發展歷程及現狀
徐金成1,范俊生2,王瑞國1,翟永真1,吳成民1
(1.山東開泰拋丸機械有限公司,山東鄒平 256217;2.北車蘭州機車有限公司總部,蘭州 730050)
本文介紹了鑄件清理設備的發展歷程和選擇原則,闡述了拋噴丸機械的特點和適用范圍。同時介紹了目前拋丸清理設備的現狀及與國外先進設備的差距和改進方向。
鑄件清理;拋丸機械;功能部件;適用范圍
1 清理設備與技術的概述與回顧
鑄件清理分干法、濕法兩大類。濕法清理有水力清砂、水爆清砂、電液壓清砂等。
水力清砂是利用高壓水泵輸入的高壓水,經噴槍的噴嘴形成高壓射流,射向鑄件表面的型砂和砂芯進行清砂的一種方法。主要適用于較大鑄鐵件的表面清砂和清芯。
水爆清砂是我國鑄造工作者在一九六五年創造出來的一項落砂除芯新工藝,亦稱“六五清砂”。它是將一定溫度的帶砂鑄件吊入水爆池中,進入熱砂型和砂芯的水受熱汽化,隨著水的汽化和蒸汽繼續地被加熱,壓力不斷增加,發生爆震,砂型和砂芯“崩毀”從鑄件表面和內腔脫落出來,從而達到清砂的目的。
由于上述兩種工藝設備簡單,投資相對較少且相對于手工清砂生產率提高了幾倍到幾十倍,故上世紀六、七十年代在我國獲得了廣泛的應用,特別是對于大、中型鑄件的表面清理及除芯效果是明顯的。
但上述兩清理工藝的缺點也是非常明顯的:①污水處理問題;②濕砂的再生問題;③經清砂后的鑄件表面氧化皮、粘砂等問題。故隨著干法清理(即拋噴丸清理)設備的發展,濕法清砂設備的使用越來越少。特別是進入上世紀九十年代以來,拋噴丸清理工藝已幾乎完全代替了濕法清砂工藝。
濕法中的另一種清砂工藝——電液壓清砂,由于耗水少在前蘇聯及東歐一些國家上世紀七、八十年代得到了一定的發展。其基本原理是“電液錘效應”,利用高壓脈沖發生器通過置于水中的特殊電極進行相間放電,產生大的液力沖擊。由于鑄件表面粘附物與鑄件本身的彈性模數及振動頻率不同,從而達到清砂目的。由于其對形狀復雜的鑄件如深孔、盲孔、內腔有較為有效的清理效果,故至今在一些領域如發動機缸蓋鑄件水道、氣道的清理,仍有一定的市場。
美國、日本、西歐等一些國家傾向于采用干法清理,即拋噴丸清理。
嚴格來說,干法清理應包括摩擦清理和拋噴丸清理。但由于摩擦清理效率低、效果差,目前已很少采用,故所謂干法清理一般即指拋噴丸清理。
噴丸清理工藝是以壓縮空氣為動力,將彈丸以約50m/s左右的速度噴射到工件表面,清除其表面上的粘砂或氧化皮。其生產效率低(僅為拋丸的十分至二十分之一),能耗高(約為拋丸的二十倍),故限制了其發展及推廣。但由于其應用靈活,打擊目標準確,作為拋丸工藝的補充,仍在一定領域內應用。我國在六十年代根據前蘇聯技術生產出了Q2014及Q0214系列的噴丸器,并得到了廣泛的應用。但其結構復雜、噴丸量小。上世紀九十年代初引進日本厚地鐵技術開發出了Q02系列噴丸器,與前者相比結構簡單、噴丸量大,并能實現遠距離遙控。目前已廣泛推廣應用。
拋丸工藝自1933年誕生以來,以其生產率高、能耗低、清理效果好而得到了廣泛的應用。
我國自上世紀六十年代從日本引進Q3110型拋丸清理滾筒和從前蘇聯引進Q323型(圖紙轉換后我國型號為QB3210)及美國引進Q324履帶式拋丸清理機起步,逐步發展拋丸清理工藝及設備。在經歷了六、七十年代仿制,八十年代自主開發的過程之后,至九十年代已基本形成了具有門類齊全的拋噴丸清理設備的局面。如滾筒式、吊鉤式、吊鏈式、臺車式、轉臺式、通過式等以及各種專機設備。
到目前為止,拋丸清理已經發展成為國內外鑄件清理的主要方法,并且隨著拋丸技術的發展,還應用于金屬零件的表面強化、表面光飾、鋼材除磷除銹以及拋丸成型等領域。
由于擴大了拋丸工藝的使用范圍,拋丸設備的結構性能和品種有了較大的發展。
2 目前我國清理設備與技術概況
2.1 功能部件
(1)拋丸器
拋丸器是拋丸清理設備的關鍵部件,清理效果的好壞及生產率高低在很大程度上取決于拋丸器的性能。其結構原理參見圖1。
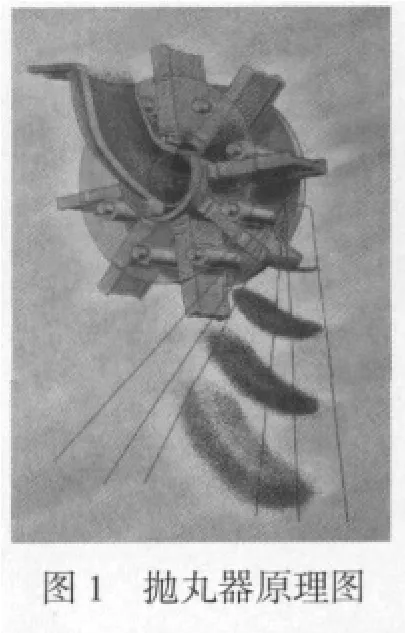
經過近百年的發展,初期的重力打擊式拋丸器和風力進丸拋丸器由于其自身的缺陷現在已基本上很少使用,機械進丸拋丸器已被廣泛使用。單圓盤機械進丸拋丸器具有重量輕和易于安裝等特點,但其葉片是懸臂的,工作時承受的彎矩較大,對葉片的材質和安裝精度要求較高,所以在我國其遠不如雙圓盤機械進丸拋丸器普及。經過不斷的探索和實踐經驗驗證,目前我國清理界已基本就拋丸器達成以下幾點共識:①采用小圓盤拋丸器。由于在其質量不變的情況下縮小了直徑,減少了因質心偏移而引起的動平衡問題;②盡量簡化其結構,便于葉片的更換和設備維護;③目前隨著生產效率的提高,大拋丸量的拋丸器得到了發展,最大可達1200kg/min;④隨著設備連續生產的需要,耐磨件壽命顯得尤為重要。除了提高和改進材料配方和熱處理工藝外,耐磨件的鑄造工藝也是關鍵之一,如山東開泰拋丸機械有限公司采用了失臘鑄造的精鑄工藝。
(2)丸渣分離器
丸渣分離器也是拋丸清理設備的關鍵部件之一。分離效果的好壞不僅直接關系到設備的生產率和易損件的壽命(特別是葉片),還影響到周圍的粉塵濃度和彈丸的消耗量以及工件的表面質量。
目前國內外廣泛采用風選法對彈丸和其它混合物進行分離,BE型丸渣分離器便是典型產品之一,也是被廣泛應用的一種。其結構原理參見圖2。
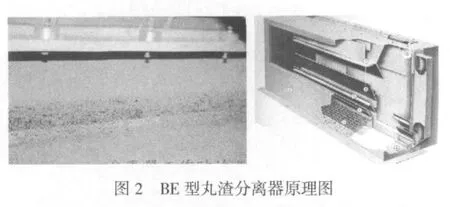
風選法其工作原理是利用彈丸與其它混合物的比重和粒度的不同,在風力場中下落軌跡的不同,來完成分選工作。其分離效率約為98%~99%。
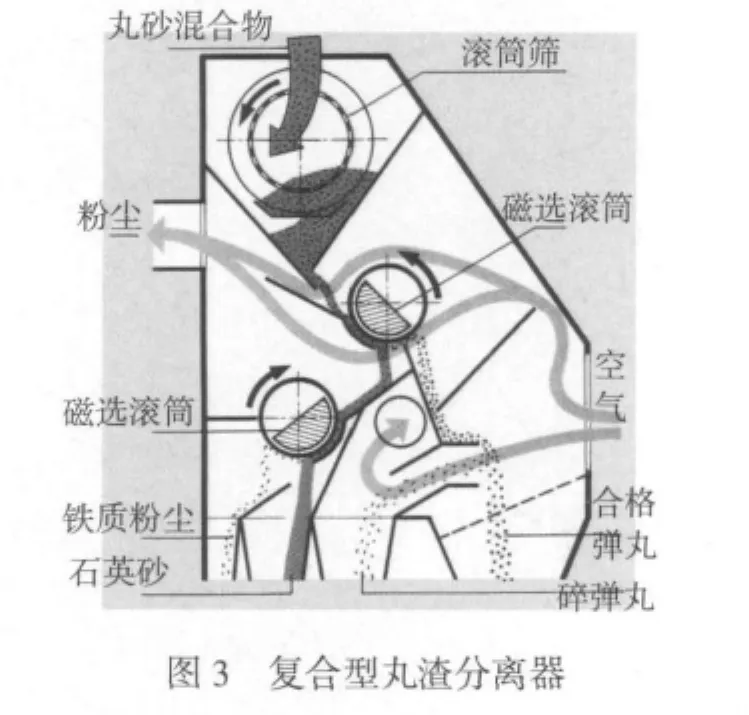
當用于工件含砂量不是很大的拋丸清理時,BE型流幕式滿幕簾丸渣分離器的分離效果是好的。但對于鑄件含砂量較大的拋丸清理時,須采用磁選和風選相結合的磁風分選法。根據國外資料,國內同行于1997年在原BE型丸渣分離器的基礎上開發出了風選磁選復合型丸渣分離器,結構原理如圖3所示。
2.2 設備
(1)吊鉤式拋丸清理機
吊鉤式拋丸清理機工作時工件吊在空中旋轉,六個面可以同時進行拋丸清理,提高了生產率。按單軌工藝路線可分為直線型、三角形、環型等形式。吊鉤的運行可手動或自動。拋丸室內壁襯以特種耐磨鑄鐵護板或高錳鋼護板。由于工件可以一次清理干凈(當用于較復雜的工件時可以輔以噴槍),而不需要二次翻身,另外其工件可以小至數公斤大至數十噸,所以吊鉤式拋丸清理機得到了廣泛的應用。小型工件可采用樹枝狀專用吊具組合吊掛;較長的工件可安裝二個同步電動吊鉤將鑄件吊起,工件進入拋丸室后作往復擺動,使彈丸拋射到工件的各個部位。
目前得到廣泛應用的Q37系列單鉤式拋丸清理機,Q75系列單鉤式拋噴丸清理機均為此類產品。
(2)吊鏈式拋丸清理機
吊鏈式拋丸清理機適用于批量生產的中、小件的拋丸清理。Q383、Q384系列雙行程連續式吊鏈拋丸清理機,在上世紀六、七十年代直至八十年代初,一直是發動機生產廠家的首選產品。但其存在著以下致命的缺陷:①由于吊鏈是連續運行的,而工件之間具有一定的間隔,在工作過程中拋丸器在不停地拋丸,所以其彈丸利用率僅為40%左右,同時造成拋丸器對面護板的損壞;②由于吊鏈在不停地運行,致使拋丸室進、出口處無法加裝防護門,而只能用橡膠簾密封,彈丸不宜被徹底密封住,導致彈丸四處飛濺。雖然許多鑄機生產廠家先后對該系列拋丸機作了許多改進設計,但始終未能徹底克服以上缺陷。
上世紀八十年代初期開始,國內相繼開發了Q48系列、Q58系列、QL20系列步進式吊鏈拋丸清理機。采用積放推式懸鏈或普通懸鏈“步進”輸送工件,可使工件在加卸料以及拋丸區分別處于靜止狀態,以方便加卸料和提高彈丸拋射效率。吊鉤自轉可視工件情況實現正反轉和變頻調速。拋丸室采用全封閉結構,在拋丸室兩側設有密封室,同時在拋丸室頂部及拋丸器開口處均采取特殊密封措施,從而可徹底防止彈丸飛濺。在拋丸室內襯有快換式高錳鋼(含錳量12%~14%)或高合金耐磨襯板,使用壽命長且更換十分方便。根據生產率要求,可設置1~2個或多個拋丸工位。有效拋射范圍為?1000mm×1300mm ~?1600mm ×2500mm, 單 鉤 吊 重 可 達1200kg,生產率可高達80鉤/h。
當用于汽車、摩托車等行業的鋁鎂鋅等鑄件表面光飾處理時,特別設有鋁粉濃度檢測和自動防爆裝置。
(3)滾筒式拋丸清理機
滾筒式拋丸清理機結構緊湊,清理效果好,適用于不易撞壞的小型工件的拋丸處理。Q3110、Q3113型拋丸清理滾筒均屬于典型設備。但其不易實現機械化加卸料、生產率低,限制了其進一步發展。作為滾筒式拋丸清理機的一種——履帶式拋丸清理機,由于其可實現自動化加卸料、生產率高,且可與振動輸送機等結合布置成線使用,故得到了廣大用戶的認可。幾乎所有的清理設備廠商均生產該種拋丸清理機。我國于上世紀八十年代中期引進美國潘邦(PANGBORN)公司技術,生產了GN系列履帶式拋丸清理機。目前Q326型橡膠履帶式拋丸清理機,Q3210型橡膠或金屬履帶式拋丸清理機以及15GN和28GN履帶式拋丸清理機均得到了廣泛應用。
(4)臺車式拋丸清理機
臺車式拋丸清理室是一種間歇式作業的拋丸清理設備,它適用于重大型鑄件的清理。由于其工作對象一般均為大型較復雜工件,故一般均采用拋噴丸聯合清理工藝。另外,由于工件上均帶有一定數量的型、芯砂,所以臺車式拋丸清理室一般兼有拋丸落砂之功能。這種具有落砂、除芯、表面清理和砂回用“四和一”功能的拋丸落砂清理設備在國內外得到了較快的發展。
其典型產品主要有Q365型拋丸清理室,Q7710、Q7720、Q7730 型拋噴丸落砂清理室,Q7630型拋噴丸清理室及其改型產品等。
目前,隨著我國重型機械及風力發電等行業的發展,大型鑄件的臺車式拋丸清理機得到了迅速發展,臺車載重量已達400t以上。
(5)發動機缸體(蓋)專用拋丸清理機
作為批量生產的典型鑄件——發動機缸體、缸蓋的拋丸清理可以說在某種程度上記錄了拋丸清理設備的發展歷程。
吊鏈式拋丸清理機可以說是缸體、缸蓋拋丸清理的第一代產品,目前仍有相當數量的廠家仍采用該拋丸工藝。對一般鑄件的拋丸清理來說,吊鏈式拋丸清理機是相當理想的產品,但對于缸體、缸蓋鑄件,它并不是最適合的。發動機缸體(蓋)鑄件具有較復雜的結構和內腔,特別是水道和氣道。當用吊鏈式拋丸清理機清理缸體(蓋)鑄件時,彈丸很快將工件內腔覆蓋,由于不能及時將彈丸倒出,工件內腔得不到有效的清理。另外,有一部分彈丸不可避免地被工件帶出清理室,易造成彈丸的浪費和損失。
針對吊鏈式拋丸機清理發動機缸體、缸蓋鑄件存在的缺陷,原瑞士GF公司、美國PANGBORN公司等開發出了鼠籠式拋丸清理機。
我國東風汽車公司(原第二汽車制造廠)于上世紀八十年代初從國外引進了循環鼠籠式拋丸清理機,相關單位隨即開發出了國產設備(型號為ZJ023)。該設備相繼在第一汽車制造廠、濰坊柴油機廠等單位投入使用。但其結構復雜、設備維修量大、制造成本高,于是九十年代初又開發出了QL2型系列雙工位鼠籠式拋丸清理機,并得到了較為廣泛的使用。該設備與ZJ023相比,具有結構簡單、造價低、維修量小等特點,故受到了用戶的歡迎。此為第二代發動機缸體、缸蓋拋丸清理機產品。
眾所周知,靠沿其長軸轉動鑄件以清除其中的彈丸是困難的,有時甚至是不可能的,特別是有內部通道的缸體和缸蓋,正因為如此芯砂和彈丸的殘余物留在了鑄件內部。
鼠籠式拋丸清理機的另一個缺點是對于每種尺寸和形狀不同的鑄件都需要一種相應的籠子,以及推進和拉出這些籠子的裝置。為了更換磨損的籠子,需要大量的投資。
鑄件在籠子中易被楔住,以及由于鑄件和籠子之間的摩擦而造成磨損。另外,鑄件在推過籠子的過程中前后面互相遮擋,為了使清理效果滿意就要采取特殊措施。
具有機械手的拋丸清理機已成功地克服了上述缺點。此為第三代發動機缸體、缸蓋拋丸清理機產品。原瑞士GF公司、原德國BMD公司(已與DISA公司合并)、德國V+S公司、美國PANGBORN公司、歐洲PANGBORN公司、日本新東公司等均開發出了機械手式拋丸清理機。
機械手的夾緊裝置可以適應形狀不同的鑄件而不需要更換夾具。全自動清理系統現正用于清理近20種不同的發動機缸體、缸蓋和齒輪箱。根據工件的大小,機械手每次可同時運輸和夾緊1、2或4個工件。
全自動清理機可以根據鑄件的類型選定拋射參數,并自動地用于不同的鑄件和不同的拋射工位。可以變換拋射周期、鑄件在射流下的旋轉速度、運行的拋頭數目和排凈彈丸的時間。通過程序設定還可以使鑄件在拋射流下擺動以對難清理部位進行重點清理,而對易清理的部位則快速通過。
機械手夾具系統的靈活性允許與旋轉軸成一定角度夾緊工件,以得到搖擺運動,加上機械手的回轉可變,它就成了唯一具有從復雜工件如缸蓋內排凈彈丸的清理設備。
可以根據生產率的高低設置機械手的數量和工位。
生產率低的拋丸機有1至2個機械手。轉柵式拋丸清理機有兩個機械手在拋丸室和裝料工位交替運行,其中一個機械手在拋丸室內夾緊工件,另一個在裝料工位裝卸料。一復雜的密封系統與隔板配合,隔板支承固定于水平轉盤的軸承上,并隨其一起轉動,這樣可保證機器運行時封閉。這種生產率低的機器具有靈活性和前述優點,其生產率在每小時20~80鑄件之間。
帶水平轉臺的機械手拋射系統的生產率可以達到很高,每小時可清理360個鑄件。該機器可根據用戶的具體要求進行設計,選擇拋頭數量、拋射功率和拋射工位數。原BMD公司的該類產品有2~5個拋丸工位。
各種帶機械手的拋丸清理系統的一個共同特點是鑄件的所有面都能最佳地暴露在彈丸射流之下,以迅速地將鑄件上粘附的型、芯砂清理干凈。
目前國內也相繼開發出了機械手式拋丸清理機并得到了推廣應用,但考慮到設備的可靠性等因素,許多發動機專業廠家仍傾向于采用進口設備。
(6)其它清理設備
近年來隨著拋丸技術應用領域的不斷擴大,許多專用設備相繼開發出來。如鋼管內外壁拋噴丸清理機、曲軸專用拋丸清理機、齒輪專用拋丸強化機、圓簧專用拋丸強化機、板簧專用拋丸強化機、膜片簧專用拋丸強化機、Q69系列板型材預處理線、大型結構件專用拋丸清理機(如工程機械、塔吊等)、火車車輪專用拋丸強化機等等。
3 清理裝備與技術展望
經過近六十年的發展,我國清理裝備與技術同其他專業一樣走過了從仿制到自主開發的一個從無到有的道路,到目前已經形成了品種較齊全并具有一定生產規模的清理行業。
但同歐洲、日本、美國等發達國家相比,無論從產品控制水平、自動化程度、種類,還是產品的可靠性、使用壽命等方面都存在著一定的差距。
(1)設計水平
目前,我國設計人員自主開發的能力還不夠強,同時其設計手段及試驗條件均不夠理想。
(2)材料及加工裝備
拋丸器、拋丸室用耐磨件的使用壽命等與國外先進水平相比均存在著一定的差距,加工制造水平等還需進一步提高。
(3)控制水平
我國產品的自動化水平、控制水平、自動監測、智能控制等與國外先進水平相比均存在著較大的差距。
隨著科學技術的不斷發展,對工件表面質量要求的不斷提高,工件表面處理已成為工業生產中必不可少的工藝手段,從而要求清理裝備與技術的進一步發展和提高。我國廣大從事清理裝備與技術事業的工作者,有責任、有義務為不斷縮小與發達國家水平的差距而努力工作。
[1]清華大學,華中工學院,鄭州工學院.鑄造設備[M].北京:機械工業出版社,1980.
[2]徐順慶,宋遵奎.國外機械工業基本情況:鑄造機械[M].北京:機械工業出版社,1994.
[3]第一機械業部情報所.砂處理、造型、清理設備[M].北京:第一機械工業部技術情報所,1976.
[4]徐金鴻.拋(噴)丸清理技術 50 問與答.中國鑄機[J].1990(1~6).
[5]濟南鑄造鍛壓機械研究所.國外鑄造機械[M].北京:機械工業出版社,1987.
Analysis on Status quo and Development History of Castings Cleaning Equipment
XU JinCheng1,FAN JunSheng2,Wang Ruiguo1,Zhai Yongzhen1,Wu Chengmin1
(1.Shandong KaiTai Shot Blasting Machinery Co.Ltd.,Zhouping 256217,Shandong China;2.Headquarter of Locomotive Co.Ltd.,Northern Vehicle Group,Lanzhou 730050,Gansu China)
The development history and selection principle of casting cleaning equipment have been introduced with analysis on the characteristics and applicable scope of shot blasting machinery of which the present situation of such made in China and the difference between the former and the advanced abroad have been analized with improvement methods.
Casting cleaning;Shot blasting machinery;Function parts;Applicable scope
TG234+.4;
A;
1006-9658(2012)02-0028-5
2011-11-23
稿件編號:2011-164
徐金成(1963-),主要從事鑄造(清理)設備的開發研究
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00