煤磨磨輥的堆焊修復
2012-01-05 06:13:28張立國
水泥技術 2012年4期
張立國
煤磨磨輥的堆焊修復
Surfacing Wilding Electrode Repair of Coal Roller in Mill
張立國
江蘇嘉新京陽水泥6700t/d熟料生產線的煤磨采用的是MPS200K輥磨,產能為30~40t/h,功率為500kW,設備外形如圖1所示。原始進口的磨輥輥胎壽命在12個月,且輥面磨損較嚴重,每年的更換工作費時費力。在磨輥磨損后期,煤磨粉磨效率急劇下降,造成煤磨單位電耗大幅上升。更換為耐磨堆焊磨輥后,磨輥的使用壽命有了大幅提高。

1 煤磨磨輥工作面的磨損情況
磨內部有三個磨輥組,在磨盤上方成正三角形均勻分布,通過壓力框架對磨輥施加壓力,實際生產中觀察到輥胎面磨損是由外側向內側逐步加重,磨損情況如圖2和表1所示。
煤磨磨輥輥胎面的磨損以及三輥磨損量的差異,原因分析如下:
(1)原煤入料分布不均,使煤磨的磨輥受料位置不同,三個磨輥各自的輥面磨損量程度上會產生細小的差別,一般生產運行中不去考慮。
(2)原煤中矸石等雜質含量的變化也是磨輥面磨損不均勻的原因之一,矸石等雜質含量越高,磨輥面的磨損越烈,加上有些難磨的雜物更加劇了磨損。
(3)從煤磨磨輥面磨損圖表看,編號在4~8之間,磨輥面磨損較大,說明此處為磨輥面的主要做功區域,磨損較大,因此此處合理有效的工作面會影響磨機的單位電耗。
(4)在磨盤中心向外的煤炭在研磨區域煤粉粒度由大變小、煤粉顆粒由粗變細,造成煤磨磨輥面的外側磨損較大,因此煤粉細粉對磨輥工作面的磨損和沖刷更為嚴重。
2 磨輥采用進口輥胎部件在使用周期內的電耗變化
如表2和圖4中所示,隨著運轉時間的推移,煤磨磨輥面的磨損量幾乎成正比例遞增。
圖5為煤磨磨輥面磨損情況與煤粉單位電耗的關系。
通過圖表可以看出,煤磨磨輥面的磨損后期是9.5個月后,煤磨的單位煤粉電耗也急劇升高至11~12kWh/t以上,此時對應的磨損量約為42mm,磨輥面磨損后期磨損量約為42~62mm,這個時期煤磨設備系統總累計耗電量持續增長,理論上應該給予及時更換,結果與實際操作相符合。

表1 更換下來的煤磨磨輥最終的磨損情況,mm

3 煤磨磨輥面的磨損量與生產操作情況的分析
煤磨磨輥面磨損量的規律為“中間大,兩頭小”(如圖6所示),造成這種情況的原因可能有:原煤中的灰分和石英成分,石英含量是磨損的主要原因,氣流和細煤粉也是影響磨輥面外側磨損較重的原因,磨輥面的波形紋,應該是由振動引起的,一般磨輥直徑越大波形紋越大;另外,磨輥磨損過程中產生的有規律的波形紋路,與磨機的磨輥直徑和磨機的振動頻率可能有關,這一點有待在今后的實際操作中再予驗證。
4 磨輥面磨損的修復
根據磨輥面的磨損情況,我們采用了KSW系列耐磨焊絲進行耐磨堆焊處理。將磨損后的磨輥襯板以硬面焊絲堆焊修復至原始尺寸,磨輥表面硬度在HRC58~62之間,且磨輥面堆焊層硬度分布均勻。
根據磨輥面的磨損狀況和使用環境,選擇KSW-266焊絲硬面修復,焊材選擇的參數和性能見表3。
采用KSW266焊絲堆焊焊接磨輥面時的電流控制規范,焊材一般選用規格為Φ2.8mm(表4)。
在煤磨磨輥面堆焊施工時,應嚴格控制堆焊層間溫度,在堆焊施工過程中使堆焊層的層間溫度不高于120℃,周圍環境采取必要的保溫措施,同時應采取適當的加熱保護,控制磨輥整體的冷卻速度。
(1)磨輥面堆焊修復或者新制輥套的作業過程和施工步驟
輥面清洗→輥體秤重→堆焊面著色探傷→輥面磨耗測量→上堆焊機工作臺→輥面焊補第一道→檢測焊道牢固性→焊補第一面、檢測牢固性→進行堆焊至輥面原尺寸或者要求的尺寸→下堆焊機工作臺→整修外觀→堆焊面的硬度、尺寸、探傷測試和檢查→整體防銹處理→預安裝測試,輥面上漆后再檢驗尺寸→稱重,包裝。
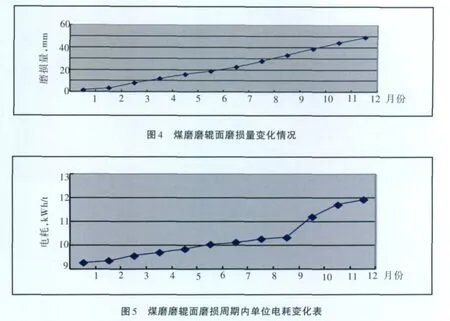

表2 磨輥磨損量情況與煤粉單位電耗的關系表


表3 磨輥面堆焊焊材化學成分,%

表4 堆焊控制規范

表5 磨輥堆焊面硬度測試檢查記錄,HRC

表6 煤磨磨輥每月磨損量與煤粉單位電耗對比表

表7 煤磨磨輥進口新品備件與堆焊件成本效益對比表
(2)關于堆焊磨輥面的硬度檢查測試情況
在磨輥輥胎的任意區域隨機選取三等份的三個區域A、B、C,檢查磨輥輥面的上、中、下(或者左、中、右)三個位置的硬度值,每個測點測量三次取平均值來確定,輥面硬度分布數據見表5。
(3)在整個煤磨磨輥的輥面堆焊修復過程中,要注意相關質量檢查文件的編號、取得、整理、歸檔工作,包含評估、檢查的輥胎體探傷測試和尺寸測量工作、磨輥面堆焊實施過程、中間問題的記錄、最后的磨輥面硬度、安裝位置探傷檢查測試都要有照片和文字記錄,并注明相應的時間、操作人員、質量檢查人員等信息,以便于質量追蹤。完成修復的磨輥見圖7。
5 采用KSW266焊絲堆焊煤磨磨輥輥胎的使用情況
在水泥生產線的實際使用中,我們對煤磨的磨輥磨損情況做了測量、預估(見表6),在磨輥輥面磨損的過程中,磨損量相對穩定,平均約為2.5mm,使得月平均磨損量大為減少,延長了磨損初期、穩定磨損期、磨損中期,在這些低電耗的使用時期,月平均煤粉單位電耗的變化開始減慢,而且幅度相對平緩,起到節約電力的作用(見圖8)。
6 煤磨磨輥進口新品備件與堆焊件成本效益比較
煤磨磨輥進口周期一般至少需要半年,輥胎的進口費用也非常可觀,我們對煤磨輥胎購置費用、使用壽命、煤粉總產量、煤粉單位電耗做了統計,見表7。
通過表7可以看出,磨輥胎的堆焊件較進口件可減少購置費用31萬元,噸煤電力平均單耗下降到9.8kWh/t,節約電力 0.5kWh,相當于20萬元以上,綜合節約費用51萬以上。
7 煤磨磨輥堆焊使用的效果分析
實際煤磨磨輥堆焊件使用周期一般18~24個月,但由于實際大修周期可能與磨輥的周期有些不同,有時會在18個月時就提前更換,對磨損的統計會造成一些影響,但是經過2003~2007年的兩次拆換使用后,證實了耐磨性非常穩定,未發生脫落或異常過度磨損的情況,為煤磨進一步增產創造了有利的條件。
8 結語
(1)采用KSW系列硬面堆焊焊絲可大大延長磨輥的磨損周期,相對增加磨機在低電耗的使用周期,節約運行總電量,保證全系統設備的運轉率,減少設備拆換修理費用。
(2)煤磨磨輥面的堆焊修復有效利用了舊磨輥輥胎和襯板,減少了新品采購和舊品的處理費用,減少了對環境的污染。
(3)磨輥輥胎的更換應在磨損后期及時更新,避免磨機在高電耗磨損期間運行。
(4)文中單位電耗數值僅為對該生產線系統的實際統計,它與煤磨產量、運轉率、原煤的易磨性都有關系,由于每個水泥、電力工廠系統電量計量都存在差別,此項數據分析僅供參考。
TQ172.632.5
A
1001-6171(2012)04-0085-03
通訊地址:中國中材國際工程股份有限公司天津分公司,北京 100176;
2011-11-17;
呂 光
