三相異步電動(dòng)機(jī)轉(zhuǎn)軸常見故障與維修方法
2012-01-05 15:30:06閆樹君
同煤科技 2012年2期
關(guān)鍵詞:方法
閆樹君
三相異步電動(dòng)機(jī)轉(zhuǎn)軸常見故障與維修方法
閆樹君
介紹了三相異步電動(dòng)機(jī)轉(zhuǎn)軸常見故障與主要維修方法。
三相異步電動(dòng)機(jī);電動(dòng)機(jī)轉(zhuǎn)軸;轉(zhuǎn)軸維修
在生產(chǎn)廠、礦中,隨著生產(chǎn)任務(wù)的大幅度提高,機(jī)電設(shè)備的運(yùn)行時(shí)間和運(yùn)行負(fù)荷也隨著增加。電動(dòng)機(jī)作為生產(chǎn)廠、礦中最常見的設(shè)備之一,由于多種原因,事故率也逐漸上升。下面針對電動(dòng)機(jī)轉(zhuǎn)軸的常見故障作一分析,并簡述各種故障的處理工藝及方法。
1 電動(dòng)機(jī)轉(zhuǎn)軸一般常見故障
①軸彎曲;②軸頸磨損;③鍵槽磨損;④軸的鐵芯擋磨損;⑤軸裂紋;⑥軸頭扭斷。
2 故障維修方法
2.1 軸彎曲
電動(dòng)機(jī)運(yùn)行中如果發(fā)現(xiàn)電動(dòng)機(jī)振動(dòng)較大,說明軸可能彎曲。軸彎曲嚴(yán)重時(shí)會(huì)發(fā)生定子與轉(zhuǎn)子互相摩擦的現(xiàn)象,造成電動(dòng)機(jī)升溫過高,引發(fā)電機(jī)燒壞。所以,發(fā)現(xiàn)軸彎曲后,應(yīng)及時(shí)將轉(zhuǎn)子取出并根據(jù)具體情況加以矯正。
若軸彎曲不大,可通過磨光軸頸、滑環(huán)的方法進(jìn)行修復(fù);若彎曲超過0.2 mm,可將轉(zhuǎn)軸放于壓力機(jī)下加壓矯正,矯正后的軸表面用車床切削磨光。
一般的電動(dòng)機(jī)軸伸長長度不大,所以軸頭彎曲后不易在壓力機(jī)上矯正,這時(shí)可以在軸頭表面采用堆焊的方法修復(fù)。堆焊時(shí),對軸的彎曲段進(jìn)行局部預(yù)熱,堆焊高度要視軸頭彎曲程度而定。彎曲嚴(yán)重時(shí)需要多焊,焊后對堆焊部位進(jìn)行保溫,使其緩慢冷卻,然后車削加工到要求尺寸。車削時(shí)要以外圓為基準(zhǔn)找正,使轉(zhuǎn)子外圓與軸承擋同軸度在0.02 mm以內(nèi),再車至原尺寸。最后銑鍵槽。要將鍵槽放在原鍵槽的對面位置,這樣易于加工和保護(hù)堆焊面的強(qiáng)度。
2.2 軸頸磨損
軸承拆裝多次會(huì)使軸頸磨損。軸頸磨損會(huì)造成生產(chǎn)效率低、加速電機(jī)老化。
軸頸磨損不大時(shí),一般可在軸頸處電鍍或噴涂一層金屬膜進(jìn)行處理。
磨損嚴(yán)重的,最常用的修理方法有堆焊和鑲嵌軸套。
堆焊就是在磨損處用電焊堆焊一定厚度,然后用車床加工至需要尺寸。焊接時(shí)不得有氣孔、夾渣等焊接缺陷,以免影響軸的強(qiáng)度。此種修理方法工藝簡單、成本低廉,易學(xué)易用;但是在修理時(shí),要根據(jù)軸的材料進(jìn)行焊接前預(yù)熱及焊后保溫緩慢冷卻,盡量減小焊接變形。
鑲嵌軸套就是先將軸磨損處用車床加工,然后將加工好的軸套加熱,壓入磨損軸,最后經(jīng)車床找正加工到需要尺寸。此方法要求軸與套之間為過盈配合,軸與套的裝配過盈量與軸徑大小有關(guān),一般φ18 mm~φ30 mm的軸徑,過盈量為 0.04 mm~0.08 mm;φ30 mm~φ50 mm的軸徑,過盈量為0.06 mm~0.10 mm;φ50 mm~φ80 mm 的軸徑,過盈量為 0.08 mm~0.14 mm;φ80 mm~φ120 mm 的軸徑,過盈量為0.12 mm~0.19 mm。
上述兩種方法都易引起軸的彎曲變形,在實(shí)際操作中需要注意采取防止軸變形的措施。另外,隨著技術(shù)的發(fā)展出現(xiàn)了用高分子復(fù)合材料修復(fù)磨損軸的方法,但還未被廣泛使用。
2.3 鍵槽磨損
檢驗(yàn)鍵槽粗糙度,磨損不大時(shí)可以用砂紙、砂輪修光或在原鍵槽基礎(chǔ)上擴(kuò)大一些,但不能擴(kuò)得過大,以免影響軸的機(jī)械強(qiáng)度;加寬尺寸不得超過原寬度的15%。然后,更換與之相配的鍵即可。鍵槽損壞嚴(yán)重時(shí),可采用補(bǔ)焊的方法將原鍵槽補(bǔ)平,冷卻后在車床上將軸的外圓重新加工,然后在原鍵槽的對面位置重新銑出新鍵槽。電動(dòng)機(jī)轉(zhuǎn)軸上的鍵是要求在軸上固定的,所以在軸上應(yīng)選過盈配合。為了避免焊接冷卻后因受熱不均勻造成軸變形,在焊接操作時(shí)必須采用多次點(diǎn)焊。
2.4 軸的鐵芯擋磨損
電動(dòng)機(jī)長時(shí)間運(yùn)行,有時(shí)會(huì)使軸的鐵芯擋和鐵芯松動(dòng),造成軸的鐵芯擋磨損。這時(shí),應(yīng)在鐵芯兩端的軸上開一個(gè)環(huán)形槽,再放入兩個(gè)弧形鍵并與軸焊在一起。
2.5 軸裂紋
軸裂紋是一種常見的缺陷,如果軸裂紋不被及時(shí)發(fā)現(xiàn)修復(fù),可能軸會(huì)在電動(dòng)機(jī)工作狀態(tài)時(shí)斷裂,造成事故。如果軸裂紋很小且沒有延伸的趨勢,可用電焊進(jìn)行修補(bǔ)后繼續(xù)使用。如果軸裂紋較嚴(yán)重或軸斷裂就必須更換新軸。
2.6 軸頭扭斷
軸頭扭斷的修復(fù)方法以焊接接軸工藝比較簡單,易于操作。該方法就是找一根與原軸直徑相同或略粗的圓鋼作接軸,接軸的材料要和原軸的材料相同。接軸的加工方法如圖1所示。加工前端的螺紋時(shí),長度一般在30 mm~40 mm,螺紋直徑根據(jù)原軸直徑選擇。原軸按照圖2加工。在原軸上相應(yīng)地加工螺孔,然后將接軸擰入原軸后焊平坡口,焊接面要高出軸外圓 3 mm~5 mm,最后車床加工外圓打磨光滑。焊接不得有夾渣、氣孔等缺陷。焊接時(shí)注意采取焊接措施減小焊接變形。焊接后對軸進(jìn)行調(diào)質(zhì)處理。
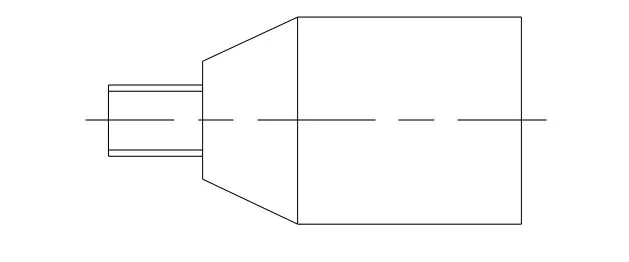
圖1 接軸
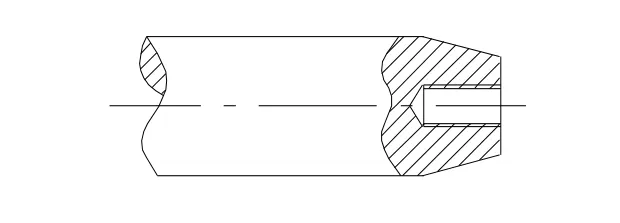
圖2 原軸
不管采用哪種方法,首先都要仔細(xì)地將原軸尺寸測量好,繪出草圖,以便按原尺寸加工。
除以上介紹的幾種修理方法外,如果轉(zhuǎn)軸斷裂、彎曲嚴(yán)重、磨損嚴(yán)重或轉(zhuǎn)子鐵芯在轉(zhuǎn)軸上空轉(zhuǎn)(打滑)等,若不能修復(fù),或修復(fù)費(fèi)用太高時(shí),應(yīng)換新軸。轉(zhuǎn)子鐵芯與軸的裝配有3種基本形式,滾花冷壓配合、熱套配合和鍵連接配合。功率較大的電動(dòng)機(jī)常采用鍵連接配合,一般電動(dòng)機(jī)多采用熱套配合。換軸時(shí)要采用原來的裝配方式。
綜上所述,只要熟悉和掌握了電動(dòng)機(jī)轉(zhuǎn)軸損壞和變形的修復(fù)工藝及方法,維修人員就能在較短的時(shí)間內(nèi)完成修復(fù)工作。這樣,不僅滿足了生產(chǎn)的需要,而且也為企業(yè)節(jié)約了大量的維修資金,同時(shí)也能夠創(chuàng)造較好的經(jīng)濟(jì)效益和社會(huì)效益。
Common Faults and Maintenance Methods of Three-phase Asynchronous Motor Shaft
Yan Shujun
The paper introduces common faults and major maintenance methods of three-phase asynchronous motor shaft.
three-phase asynchronous motor;motor shaft;shaft repair
TM307
B
1000-4866(2012)02-0033-02
閆樹君,男,1982年10月出生,現(xiàn)在大同煤礦集團(tuán)機(jī)電裝備力泰有限責(zé)任公司工作,助理工程師。
2012-04-10
2012-04-24
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(bào)(2021年2期)2021-05-25 02:07:46
中學(xué)生數(shù)理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(bào)(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56