基于PLC的鋼板橫切機控制系統設計*
2011-12-08 00:23:56王曉華
濰坊學院學報 2011年4期
王曉華
(濰坊學院,山東 濰坊 261061)
1 橫切機組結構組成
在紙張紙板、金屬板材等工業生產領域,經常需要將原材料切邊、矯直后進行高精度定長切割,所采用的生產設備為橫切機。橫切機組結構示意圖如圖1所示。

圖1 橫切機組示意圖
據圖1所示,該橫切機組包括開卷機、切邊機、矯直機、飛剪車、風機與傳送臺、垛板臺、電氣控制柜、操作臺等幾個大的部分。系統主要的接觸器、繼電器及直流電動機調速裝置裝配在電氣柜內。
2 橫切機控制工藝分析
2.1 橫切機剪切流程
首先,調節好鋼板速度后,啟動橫切機組進入自動剪切狀態。PLC根據定尺編碼器發來的脈沖可以得出鋼板走過的長度以及行進速度,并根據行進速度求得將要給飛剪車電機調速板的速度信號。
其次,當鋼板達到預定長度時,PLC發信號至飛剪車電機調速板,飛剪車由零位啟動并加速,在調速板的固定斜率時間內,加速到與鋼板行進相同的速度轉入勻速運行,經過時間 T或者到達一定位置后,PLC發信號打開飛剪車上的飛剪氣動電磁閥,飛剪在氣動傳動裝置作用下下刀進行切板。剪切完畢后,PLC發返回信號至飛剪車電機調速板,飛剪車先在調速板的固定斜坡時間內減速至零,而后反向加速,最后停在零位位置等待下次剪切[1]。
2.2 飛剪車定時控制方案
同直流調速裝置一樣,飛剪也是橫切機組的關鍵設備,它在保證剪刀和機組其它設備及帶材的速度同步配合的情況下,將平動中的帶材按要求的定尺進行高精度的剪切。由于飛剪車通過傳動絲杠帶動,其速度太快會加快絲杠的磨損,速度太慢又保證不了工作效率。因此,對飛剪車及飛剪的控制成為整個系統的核心問題。
飛剪車速度變化過程:零→正向加速→勻速→正向減速→零→反向加速→勻速→反向減速→零;
飛剪車位置變化過程:零位→下刀剪切位置→前沖一小段距離→下刀剪切位置→零位。
飛剪車速度/位移理想線性變化曲線如圖2所示。

圖2 飛剪車速度/位移變化示意圖
0-t1段為正向加速階段,t1為飛剪車電機調速板上升斜坡時間(0.1s-999.9s可調,本系統中設置為0.2秒),在這段時間內,控制電動機從零加速到給定速度,同時飛剪車在絲杠傳動帶動下從零位開始向右加速行駛。
t1-t2段為正向勻速運行階段,飛剪車繼續向剪切位置行駛,在t2時刻,PLC控制剪刀下切,同時發送返回信號給飛剪車電機調速板。
t2-t3為正向減速階段,飛剪車電機調速板下降斜坡時間(0.1s-999.9s可調,本系統中設置為0.2秒),調速板接到返回信號后,在這段時間內控制電機進入正向制動運行階段。t3時刻,飛剪車到達最大位置,不再繼續前行。
t3-t4為反向加速階段,上升斜坡時間與正向加速時相同。這段時間內,飛剪車由最大位置開始返回,即向左行駛。
t4-t5為反向勻速階段,飛剪車繼續左行。
t5-t6為反向減速階段,在t5時刻,PLC發停車信號至飛剪車電機調速板,電機開始進入停車過程。t6時刻,飛剪車停于初始位置,即零位。
鋼板達到剪切長度后,PLC發與給定速度對應的電壓信號至飛剪車電機調速板,同時啟動定時器1定時0.5s,車開始從零加速,定位編碼器正向旋轉,0.2s后車速達到鋼板運行速度v板,0.5s后(定時到), PLC發剪切信號至剪刀氣動電磁閥下刀剪切,同時發送返回信號(與給定速度對應的負電壓信號)至飛剪車電機調速板,飛剪車開始減速,速度至零后,開始反向加速,定位編碼器開始反向旋轉,此時利用定位編碼器反向產生的中斷,啟動另一定時器2定時0.5s,定時時間到后,PLC發送停車信號給飛剪車電機調速板,經過0.2s后,飛剪車停于零位。
3 PLC控制系統的設計與調試
PLC控制系統的設計調試步驟[3]如圖3所示。
一般先對用戶程序做模擬調試,根據順序功能圖,用小開關和按鈕來模擬PLC實際的輸入信號,例如用它們發出操作指令,或在適當的時候用它們來模擬實際的反饋信號,如限位開關觸點的接通和斷開。通過模塊上各輸出位對應的發光二極管,觀察各輸出信號的變化是否滿足設計的要求。

圖3 PLC控制系統設計調試過程示意圖
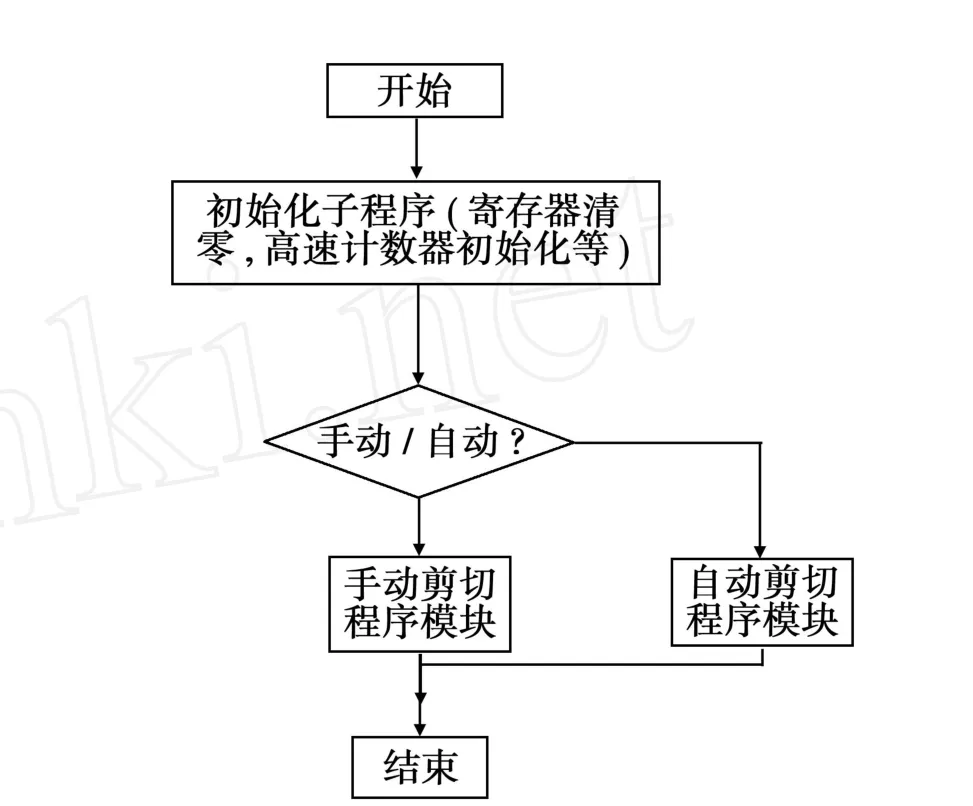
圖4 橫切機控制系統主程序整體框圖
如果程序中某些定時器或計數器的設定值過大,為了縮短調試時間,可以在調試時將它們減小,模擬調試結束后再寫入它們的實際設定值。在設計和模擬調試程序的同時,可以設計、制作控制臺或控制柜, PLC之外的其他硬件的安裝、接線工作也可以同時進行[4]。
4 軟件系統設計
PLC上電自檢后轉為RUN狀態,調用初始化子程序,對部分寄存器進行必要的清零,并對高速計數器進行初始化工作[5]。通過子程序的調用,以后的掃描周期不會再次調用此初始化子程序,減少了掃描時間,使得程序更具結構化。初始化完畢后,PLC需要對手動/自動選擇開關狀態作一判斷。若通則進入自動剪切程序,若斷則進入手動剪切程序。橫切機控制系統主程序框圖如圖4所示。
5 結束語
橫切機自動控制系統涉及到計算機自動控制、直流調速、機械傳動等多種技術。設計的控制方案大大提高了橫切機的工作效率,采用的控制手段技術先進,穩定可靠,保證了剪切的精度與速度。設計所采用的方法不僅可以用在鋼板材的剪切,還可應用于其他板材生產領域當中,具備較強的通用性,有著廣泛的工程應用前景。
[1]李發海,王巖.電機與拖動基礎[M].北京:清華大學出版社,1994.
[2]陳立定,吳玉香,蘇開才.電氣控制與可編程控制器[M].廣州:華南理工大學出版社,2001.
[3]廖常初.PLC編程及應用[M].北京:機械工業出版社,2002.
[4]張傳祥.電氣自動控制系統[M].北京:電子工業出版社,2003.
[5]Siemens.S7-300可編程序控制器編程硬件安裝手冊[K].
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:25:42
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
