70Mn2Mo堆焊軋輥失效原因分析及解決措施
2011-12-08 06:36:52劉書敏王曉燕何曉波
河南冶金 2011年5期
王 璨 劉書敏 王曉燕 何曉波
(安陽鋼鐵股份有限公司)
70Mn2Mo堆焊軋輥失效原因分析及解決措施
王 璨 劉書敏 王曉燕 何曉波
(安陽鋼鐵股份有限公司)
針對(duì)70Mn2Mo堆焊軋輥失效問題進(jìn)行了分析,通過采取優(yōu)化關(guān)鍵堆焊工藝參數(shù)、軋輥孔型配置及改進(jìn)軋機(jī)冷卻水系統(tǒng)等措施,有效地提高了軋輥單槽軋制量和生產(chǎn)作業(yè)率,降低了軋輥消耗,提升了多項(xiàng)技術(shù)經(jīng)濟(jì)指標(biāo)。
堆焊軋輥 失效 措施 工藝優(yōu)化
0 前言
安鋼第一軋鋼廠Φ400 mm機(jī)組是一條普通的型材生產(chǎn)線,軋機(jī)組成為:1×Φ500 mm/1×Φ500 mm/1×Φ400 mm/1×Φ400 mm/1×Φ400 mm/1×Φ400 mm/1×Φ400 mm,兩架Φ500 mm軋機(jī)為三輥膠木瓦軋機(jī),其余為高剛度軋機(jī),采用直流傳動(dòng)。
近年來,通過生產(chǎn)工藝的不斷優(yōu)化和設(shè)備更新,機(jī)組的生產(chǎn)能力由2002年的48萬t提高到目前的65萬t。但生產(chǎn)節(jié)奏大幅加快的同時(shí)加重了軋輥的工作負(fù)荷,使部分軋輥提前失效導(dǎo)致?lián)Q輥槽頻次加快。其中Φ500 mm軋輥因大多數(shù)道次只有一個(gè)軋槽,且換輥工序復(fù)雜,停車時(shí)間長,而成為影響生產(chǎn)順行的瓶頸。
1 存在問題
Φ500 mm軋輥的提前失效現(xiàn)象在2010年7月、8月間表現(xiàn)得尤為突出,月均影響生產(chǎn)時(shí)間410.5 min。對(duì)生產(chǎn)順行及計(jì)劃排產(chǎn)造成了嚴(yán)重影響。失效軋輥材質(zhì)為70Mn2Mo堆焊鑄鋼熱軋輥,失效形勢(shì)有兩種:一是軋輥掉塊,Φ500 mm軋輥屬于粗軋機(jī)組處于多條交叉軋制狀態(tài),坯料斷面大,軋制溫度高,軋制速度低,軋輥表面在周期性交變熱應(yīng)力作用下產(chǎn)生熱龜裂,當(dāng)龜裂互連時(shí)便會(huì)造成軋輥掉塊;二是軋輥磨損,軋制時(shí)由于鋼材與軋輥孔型互相磨擦運(yùn)動(dòng),在巨大的軋制壓力下發(fā)生高應(yīng)力磨擦,形成金屬間磨損,孔型表面沿軋制方向形成深淺不一的“犁痕式”破壞。
2 原因分析
針對(duì)以上問題,從軋輥?zhàn)陨碣|(zhì)量及生產(chǎn)工藝兩方面進(jìn)行原因分析:
2.1 軋輥堆焊質(zhì)量
對(duì)于以70Mn2Mo為材質(zhì)的型材軋輥而言,它屬高碳合金鋼材料焊接性很差,在堆焊時(shí)易出現(xiàn)熱裂紋、冷裂紋等焊接缺陷。熱裂紋由焊縫凝固時(shí)枝晶間存在的富集雜質(zhì)元素的低熔點(diǎn)相薄膜在焊接內(nèi)應(yīng)力的作用下產(chǎn)生。冷裂紋在焊后冷卻至較低溫度時(shí)產(chǎn)生,由淬硬組織和氫共同作用造成,多發(fā)生在焊接熱影響區(qū)內(nèi)。
另外由于堆焊時(shí)采用的埋弧焊熱輸入較大,一方面,底層焊道會(huì)導(dǎo)致基體熱影響區(qū)金屬晶粒粗大;另一方面,采用多層多道焊,前層焊縫金屬為后層焊縫的近縫區(qū),后層焊縫又導(dǎo)致前層焊縫金屬晶粒的粗化,這樣會(huì)造成熱影響區(qū)和前層焊縫金屬晶粒的粗化。根據(jù)文獻(xiàn)[1]對(duì)于材料的硬度有如下關(guān)系:
H=H0+KHd-1/2
式中:H0,KH——試驗(yàn)常數(shù);d——晶體直徑。
由上式可知,材料的硬度與晶體直徑的倒數(shù)的平方根呈線性關(guān)系,晶體越粗大,材料硬度越低。因此,在堆焊時(shí)原始熔敷金屬的韌性要與后續(xù)焊道再熱細(xì)化的焊縫金屬的韌性匹配,盡量減小焊接時(shí)的熱輸入,以便最大程度地獲得再熱細(xì)化的焊縫組織。
由上述分析軋輥失效在堆焊質(zhì)量方面的原因有:①焊接材料選擇不合理;②焊前對(duì)軋輥的清理不徹底;③預(yù)熱溫度不夠;④堆焊工藝參數(shù)選擇不合理;⑤堆焊過程中焊道間溫度保持得不好;⑥焊后去應(yīng)力退火做得不充分。
2.2 生產(chǎn)工藝分析
Ф400 mm機(jī)組采用目前傳統(tǒng)的生產(chǎn)工藝,小規(guī)格產(chǎn)品軋制道次多、壓下量大,軋制力相對(duì)較大,在設(shè)計(jì)孔型時(shí)多采用延伸率大的孔型系統(tǒng),這種孔型最大弊端是孔型各部分受力不均,易造成局部磨損等缺陷;另外隨著生產(chǎn)工藝優(yōu)化,產(chǎn)量大幅提高,軋輥單位熱負(fù)荷同比大幅提高,而機(jī)組冷卻系統(tǒng)沒有大的改變,從而造成冷卻能力不足,這也是造成軋輥易出現(xiàn)裂紋并最終導(dǎo)致掉塊的主要原因。
3 解決措施
1)針對(duì)Ф400 mm機(jī)組使用的是外加工的堆焊軋輥,對(duì)此與供貨商進(jìn)行溝通,提出上述質(zhì)量問題及產(chǎn)生原因,在合同中嚴(yán)格規(guī)定軋輥的堆焊工藝參數(shù)如表1所示。確保焊后軋輥各項(xiàng)力學(xué)性能符合要求。

表1 堆焊參數(shù)
針對(duì)熱裂紋,焊接材料要求選用堿性低氫型的焊劑,焊絲的ω(C、S、P)含量要低,且選用含Mn的焊絲加強(qiáng)脫硫[2]。
針對(duì)冷裂紋,焊前在確保清除氫源(烘干焊劑、清除焊絲及工件表面的油銹等)的前提下,通過在堆焊前對(duì)軋輥進(jìn)行預(yù)熱,保溫7 h~8 h,使其自回火以減小淬硬傾向,加速氫的逸出,消除部分應(yīng)力。在堆焊過程中嚴(yán)格控制層間溫度,并進(jìn)行補(bǔ)充加熱,以防止焊縫中氫的逐層積累及裂紋的產(chǎn)生。去應(yīng)力退火是消除軋輥殘余應(yīng)力避免出現(xiàn)焊接裂紋的一個(gè)重要生產(chǎn)工序,要求堆焊廠商詳細(xì)記錄每套軋輥退火溫度和保溫時(shí)間,確保退火質(zhì)量。
針對(duì)軋輥不耐磨,采用小電流、低電壓、快速堆焊和薄層多道的方法,使焊絲中的合金元素在電弧的高溫作用下燒損較少,堆焊焊縫的熔透深度較淺,保證了軋輥軋槽表面的堆焊層金屬具有需要的化學(xué)成分,硬度及金相組織。
原軋輥清理做到清理后不得有任何裂紋,并記錄每套軋輥的清理深度;
2)改進(jìn)Ф500 mm孔型圖。針對(duì)一架Ф500 mm軋輥:加大菱方孔頂角圓弧,減輕軋輥應(yīng)力集中;針對(duì)二架Ф500 mm軋輥:適當(dāng)減少各規(guī)格在二架Ф500 mm的壓下量,將軋槽較少的槽鋼規(guī)格孔型系統(tǒng)由以往的五道次每道一個(gè)軋槽改進(jìn)為三道次每道兩個(gè)軋槽以減少換輥次數(shù)。對(duì)角鋼規(guī)格優(yōu)化其孔型結(jié)構(gòu),均勻分布各道次壓下量,減少因不均勻變形造成的軋輥損壞。
3)改進(jìn)機(jī)組冷卻水系統(tǒng)。針對(duì)冷卻水管道老化嚴(yán)重,更新管道;增加加壓泵,提高冷卻水壓;將冷卻水管改為環(huán)形冷卻水管,從而增加軋槽冷卻面積,杜絕因缺水造成軋輥失效。
4 改進(jìn)效果
通過上述措施,提高了 Ф400 mm機(jī)組 Ф500 mm軋輥的使用質(zhì)量,一套軋輥?zhàn)阋詽M足一個(gè)生產(chǎn)批次即6~9個(gè)班次的生產(chǎn)需求,同時(shí)因軋槽表面質(zhì)量的提高使產(chǎn)品的表面質(zhì)量及尺寸控制精度隨之提高,部分規(guī)格指標(biāo)如表2、表3所示。
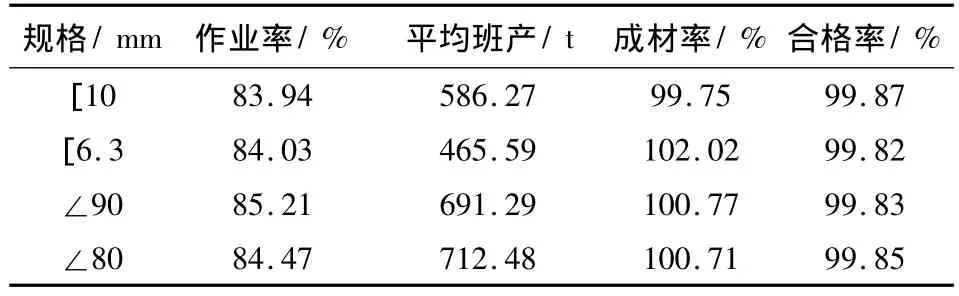
表2 2010年7~8月指標(biāo)
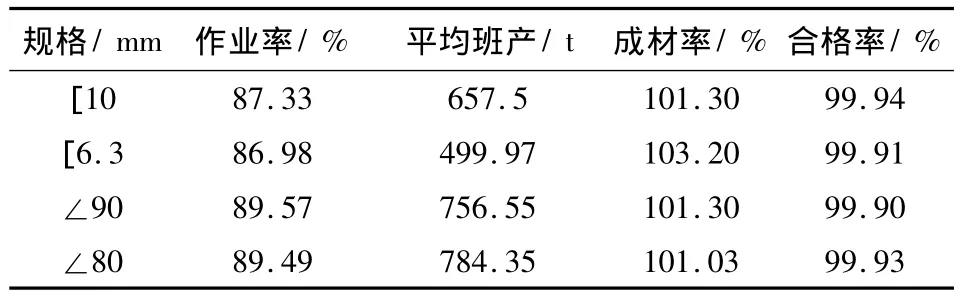
表3 2011年1~5月改進(jìn)后指標(biāo)
由表2、表3對(duì)比可知,改進(jìn)后降低了換輥槽頻次提高了作業(yè)率,調(diào)整試車時(shí)間亦隨之縮短減少了甩廢,使平均班產(chǎn)及成材率均得到提升。
5 結(jié)語
采取合適的焊劑和焊接工藝,合理的軋輥孔型配置,適當(dāng)?shù)牡来螇合拢WC軋輥冷卻水冷卻效果等措施,能夠有效地解決70Mn2Mo堆焊軋輥失效問題,使軋輥單槽軋制量和生產(chǎn)作業(yè)率提高,軋輥消耗降低和提高技術(shù)經(jīng)濟(jì)指標(biāo)。
[1] 約翰·伯克,沃克·威斯著.王燕文,張永昌,譯.超細(xì)晶粒金屬[M].北京:國防工業(yè)出版社,1998:85-87.
[2] 鄒宏軍,何煥江,趙正東,等.型材軋輥堆焊技術(shù)及經(jīng)濟(jì)性分析.焊接技術(shù),2002,31(2):28 -30.
ANALYSIS ON 70MN2MO SURFACING ROLL FAILURE AND MEASURES
Wang Can Liu Shumin Wang Xiaoyan He Xiaobo
(Angyang Iron and Steel Stoup Co.Ltd)
This paper analyzes the reason of 70Mn2Mo surfacing roll failure.It can effectively improve the single -grooves rolling quantity of roller and production operating rate,reduce roller consumption and promote many economic and technical indices by optimizing the key technological parameters of surfacing and pass collocation as well as improving cooling water system.
surfacing roll failure measures process optimization
*
2011—4—2
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24