蒸汽加熱模具及模具變溫輔助控制裝置的研制
2011-12-04 08:46:34張建偉唐慶華鄢俊虎桓鎖成
中國塑料 2011年7期
關(guān)鍵詞:工藝
張建偉,唐慶華,鄢俊虎,桓鎖成
(北京中拓機械有限責任公司,北京102208)
蒸汽加熱模具及模具變溫輔助控制裝置的研制
張建偉,唐慶華,鄢俊虎,桓鎖成
(北京中拓機械有限責任公司,北京102208)
對高光無痕注射成型工藝的成型裝置和輔助控制系統(tǒng)進行了研究和開發(fā),介紹了蒸汽加熱注射成型工藝原理。通過輔助系統(tǒng)來控制蒸汽加熱模具的型腔溫度,特殊的水道設(shè)計使模具型腔的溫度能夠迅速升至熔體的熱變形溫度以上,進而獲得高光表面制品。同時指出了蒸汽加熱模具在模具材料的選擇、測溫點的分布等方面的設(shè)計思想,闡述了輔助控制裝置的組成部分及控制原理。結(jié)果表明,蒸汽加熱模具可加工高表面光潔度、無熔接痕、無流痕的塑料制品,可免除后續(xù)噴涂工藝,降低了生產(chǎn)成本,成型周期由120 s縮短到43 s。
蒸汽加熱;模具;高光表面;熔接痕;輔助控制裝置;成型周期;注射成型
0 前言
隨著近些年材料科學的飛速發(fā)展,在家電、通訊、消費電子、汽車內(nèi)飾、光電等領(lǐng)域中,消費者對塑料制品提出了壁厚更薄、結(jié)構(gòu)更復雜、表面更美觀、強度更高等方面的要求。高光無痕注射成型工藝是近年來快速發(fā)展起來的一種新型注射成型技術(shù),它能夠根據(jù)塑料特性和注射成型工藝要求實現(xiàn)動態(tài)的溫度控制,使熔體在模腔中的流動達到最佳狀態(tài)。游茗景[1]研究發(fā)現(xiàn)微注射成型的模具溫度必須高于塑料的玻璃化轉(zhuǎn)變溫度才能保證制件填充完整。該技術(shù)能有效消除塑件表面熔接痕、流痕等缺陷,降低塑件表面粗糙度至鏡面效果,由此還可免去后續(xù)的噴涂工藝,在降低成本的同時大大縮短了生產(chǎn)周期。蒸汽加熱模具和蒸汽加熱成型輔助控制器是針對該成型工藝的要求研發(fā)的成型裝置及工藝控制系統(tǒng)。
1 蒸汽加熱工藝
高光無痕注射成型工藝的系統(tǒng)主要分為3類:蒸汽加熱系統(tǒng)、高溫水系統(tǒng)、電加熱系統(tǒng),其中前2類系統(tǒng)比較常見。傳統(tǒng)的注射成型工藝中,模具一般采用低溫循環(huán)水來維持較低的表面溫度。在填充過程中,熔體的流動前沿與模具表面接觸的部分會形成很薄的冷層,同時熔體又向前流動,由于拉伸和冷料結(jié)合會產(chǎn)生諸多表面缺陷[2-3],如圖1和圖2所示。
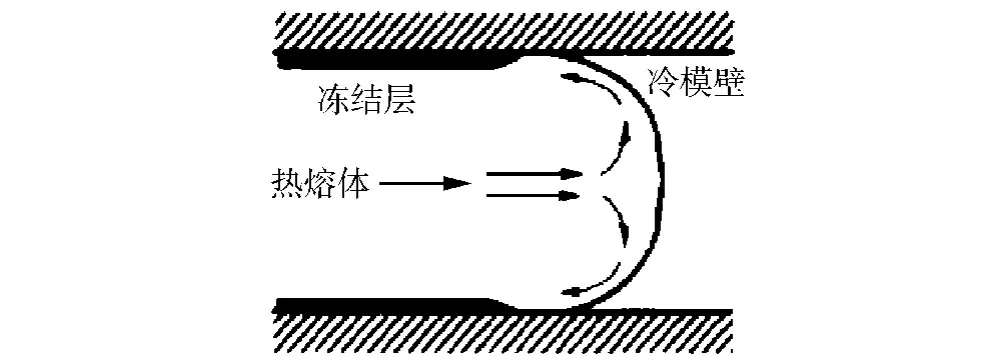
圖1 熔體流動示意圖Fig.1 Schematic diagram for melt flow
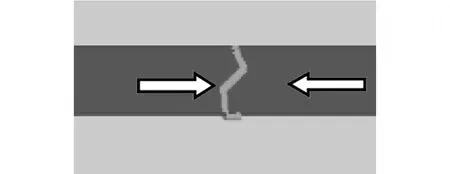
圖2 熔接痕示意圖Fig.2 Schematic diagram for weld lines
蒸汽加熱注射成型工藝(圖3)是通過輔助設(shè)備控制蒸汽,通入到模具的水道內(nèi),使模具型腔表面溫度升高至塑料熱變形溫度以上,然后注塑機開始進行注射,待充模完成后控制器得到注塑機的反饋信號,向模具水道內(nèi)通入冷卻水,使模具溫度降至開模溫度,然后開模取件,同時進入下一周期的生產(chǎn)。該成型工藝主要以蒸汽為加熱介質(zhì),利用蒸汽相變放出的大量熱量來加熱模具,加熱速度遠超過以油為媒介的加熱速度,最高溫度可達180℃;同時蒸汽與冷卻水還可以共同使用同一管路。

圖3 蒸汽加熱工藝示意圖Fig.3 Schematic diagram for steam heating
2 蒸汽加熱模具
蒸汽加熱高光模具與普通模具的主要不同在于水道的設(shè)計、測溫裝置的增設(shè)、型腔材料的選擇以及澆口的設(shè)計等方面。圖4和圖5給出了筆者開發(fā)的某品牌19寸顯示器前框模具。
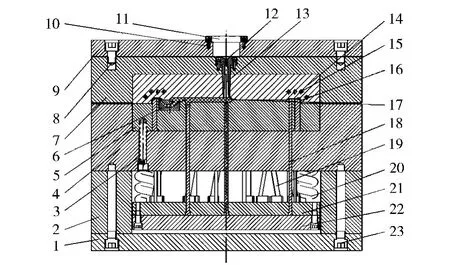
圖4 顯示器前框模具剖視圖Fig.4 Profile chart of mold for display front panels
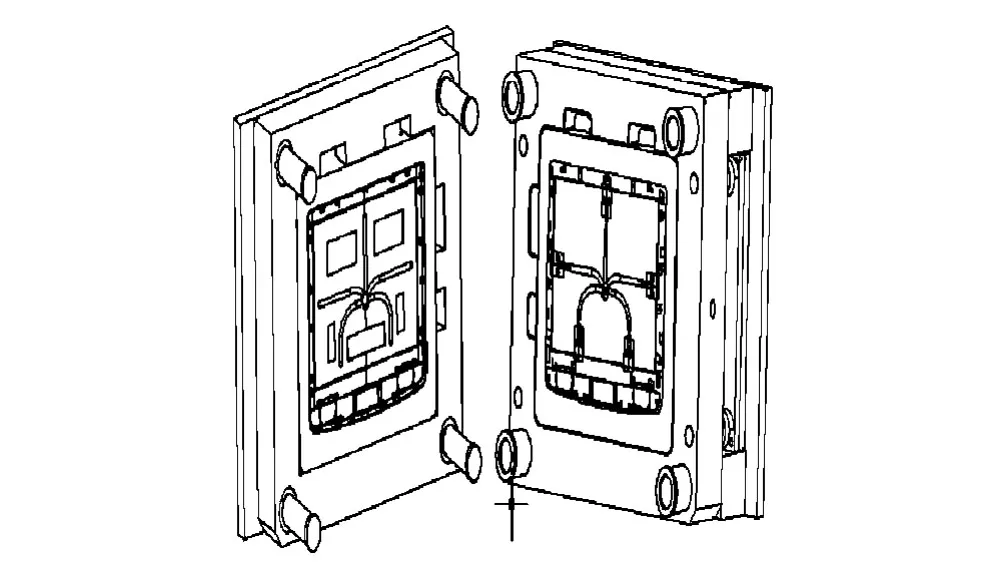
圖5 顯示器前框模具3D圖Fig.53D map of mold for display front panels
2.1 型腔材料
模具的性能與壽命跟模具所使用的鋼材有著直接的關(guān)系,塑膠模具零件由于其工作條件不同,受外部影響情況也不相同,因此除了對鋼材的性能要有一些基本要求外,還要有所側(cè)重。例如大型高光塑膠模具型腔用鋼材,除了要求具有良好的切削性、良好的放電加工性和良好的焊接性能外,還需要具有極佳的拋光性和較高的硬度等。這樣既可以成型出表面光亮美觀的產(chǎn)品,又可以減小塑料對型腔表面的磨損,延長了模具使用壽命,降低了注射成型壓力,保護了注塑機。
目前,常用的高性能鏡面塑膠模具鋼材有718H、8407、L KM818H、NA K80、STAVAX S136、STAVAX S136H等[4]。筆者根據(jù)原材料尺寸大小、價格及性能等方面實際情況選用718H作為常用鏡面塑膠模具鋼材,其主要性能如表1所示。

表1 模具材料的性能Tab.1 Performance of material used for molds
2.2 澆口設(shè)計
因為蒸汽加熱成型工藝可以消除塑件表面的流痕、熔接痕等表面缺陷,故降低了澆口的設(shè)計難度。第一,不必考慮由于澆口的位置而帶來表面流痕的問題,因此澆口位置的選擇范圍就變得很大;第二,蒸汽加熱模具可以設(shè)置多個澆口,不必考慮由于澆口過多帶來的表面熔接痕問題,同時增加多個澆口可以縮短熔體在模具型腔內(nèi)部的流動長度,縮短了充模時間。在本文開發(fā)的模具中筆者開設(shè)了5個澆口,如圖5所示。雖然采用5點進膠方式,但由于采用了蒸汽加熱成型工藝,完全可以消除熔接痕和流痕。此外,采用5點進膠方式,減少了流長比,降低了注射成型過程中的保壓壓力,從而可以更加方便地調(diào)整注射成型工藝,降低了鎖模力,減少了制品成型后的內(nèi)部殘余應力,對成型周期和制品的翹曲變形都有一定的好處。
2.3 水道設(shè)計
蒸汽加熱模具的水道與普通模具的水道不同,在定模一側(cè)的水道起到加熱和冷卻的雙重作用。在執(zhí)行升溫動作時,為了不影響成型周期,要求模具型腔表面升溫速度要快,并且溫度分布均勻。這樣水道必須盡量靠近型腔表面才能使溫度快速升高至塑料熱變形溫度以上,同時水道要隨著塑料產(chǎn)品的外形而均勻分布。如果水道與型腔表面的距離過小,會降低模具型腔的強度,進而影響模具的壽命,因為在充模過程中模具型腔要承受很高的注射壓力。因此在確定水道與型腔的距離時,可利用模擬軟件進行載荷分析,結(jié)果如圖6所示。經(jīng)過分析得出,水道與型腔表面間距為7 mm時最大應力集中值為170 MPa;間距為12 mm時最大應力集中值為158 MPa。718H在200℃狀態(tài)下屈服強度為925 MPa,考慮到模具在使用過程中要頻繁的升溫與冷卻,最后確定水道與模具型腔表面間距為12 mm。
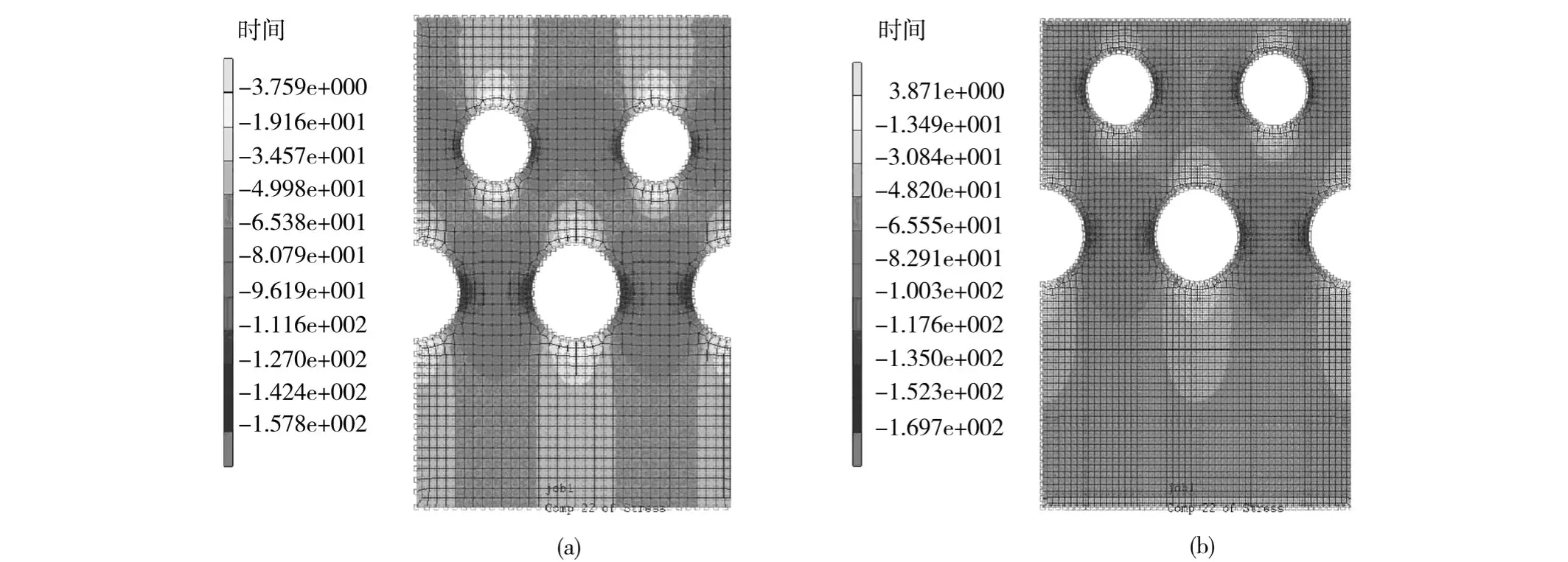
圖6 模具型腔強度分析Fig.6 Strength analysis for cavity of the mold
蒸汽模具對冷卻水道的排布比較講究,好的水道排布不僅可以大大提高注射成型效率,而且在改善產(chǎn)品質(zhì)量方面也起到重要作用。以筆者開發(fā)的LCD面殼為例,對高光模具型腔的水道進行L型排布,如圖7所示。最終產(chǎn)品如圖8所示。冷卻(加熱)既充分又均勻,通過蒸汽加熱可以很容易達到所要求的溫度,并且型腔表面溫度分布均勻,溫度梯度小。同時,采用加長水管直接將模芯用水引出而不采用密封圈,可防止模具長期在高溫下作業(yè),致使密封圈老化,因此可降低模具的維修成本。值得一提的是,高光模具的運水管必須采用耐高溫管路,以防止高溫高壓下水管爆裂。
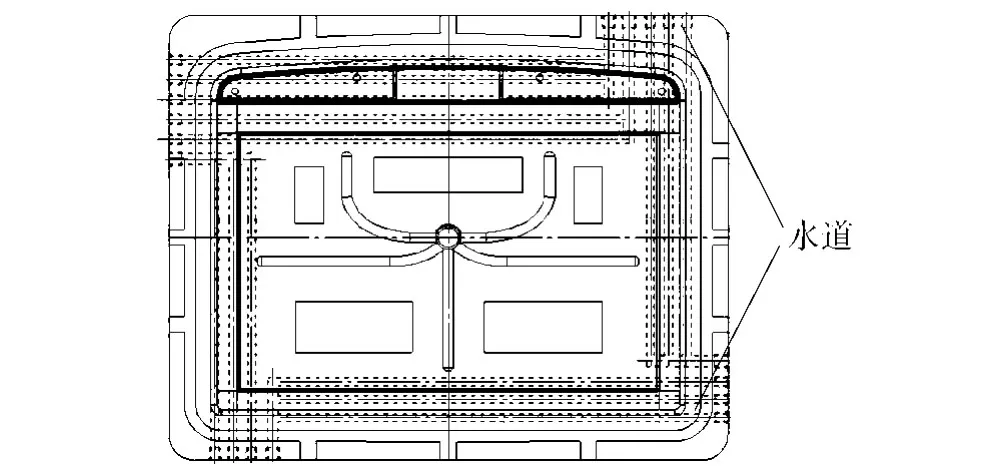
圖7 水道排布示意圖Fig.7 Schematic diagram for the design of water channels

圖8 產(chǎn)品圖片F(xiàn)ig.8 The product
2.4 測溫點及測溫裝置
測溫點的設(shè)置對于蒸汽加熱成型工藝起著關(guān)鍵作用。在實際的生產(chǎn)中,要通過測溫點的溫度來調(diào)整注射時間、蒸汽加熱時間、冷卻時間等成型工藝。測溫點越靠近型腔,越能如實反映型腔表面的溫度。但由于蒸汽加熱模具水道復雜、分布較密,如將測溫點設(shè)在水道與型腔表面之間加工難度很大。為此,根據(jù)水道熱量在短時間內(nèi)會向上下兩個方向等量傳遞的原理,將測溫點設(shè)在水道下面,其距水道的距離與型腔距水道的距離相等,如圖9所示。
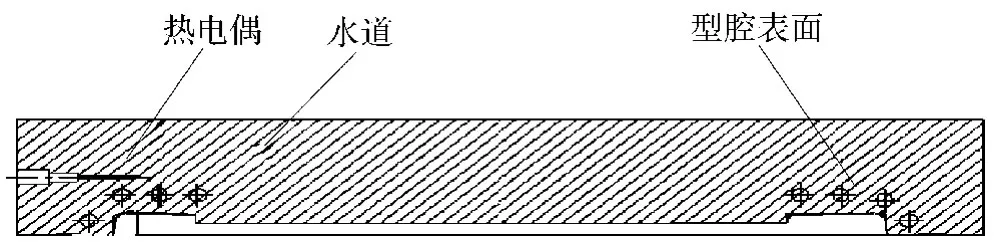
圖9 測溫點Fig.9 The measuring point for temperature
測溫裝置采用的是 K型鎧裝式熱電偶,屬于接觸式測溫,測量范圍廣,結(jié)構(gòu)簡單,容易安裝和更換。為了使測得的溫度更真實,在安裝之前要涂導熱硅脂。
2.5 隔熱層
蒸汽加熱模具在使用過程中,長時間處于較高溫度下(一般為60~120℃),為減少熱量向外界傳遞,在模具與注塑機之間增加了隔熱層。這樣既節(jié)省了能源,同時又加快了模具型腔的升溫速度,縮短了成型周期。隔熱層安裝在模具與注塑機頭板之間,需承受一定的載荷,又要具有較低的熱導率,故筆者采用環(huán)氧樹脂和木屑等材料混合而成的材料作為隔熱層,這種材料不但具有一定的力學強度,并且具有很低的熱導率值。
3 模具變溫輔助控制裝置
模具變溫輔助控制裝置是通過注塑機及蒸汽加熱模具反饋的信號來控制模具水道內(nèi)蒸汽、水、壓縮空氣之間的切換動作,使系統(tǒng)各部分動作相匹配。
3.1 控制原理
控制器通過電磁閥和單向閥控制外圍設(shè)備提供的高溫蒸汽、冷水和壓縮空氣按特定順序依次進入模具,實現(xiàn)模具的工作前預熱和工作后冷卻。模具加熱是采用高溫蒸汽,通過模具水道加熱模具,當注塑機合模后(特殊情況下可開模即進行加熱)通入高溫蒸汽,首先把模具溫度提高到一個設(shè)定值,然后開始注射,在注塑機完成射膠、保壓并轉(zhuǎn)入冷卻過程后,開始注入冷水,模具溫度很快下降到一個設(shè)定值后開模,再向模具吹入空氣把冷水完全吹走,完成整個注射成型過程,等待下個注射成型周期。控制器原理如圖10所示。
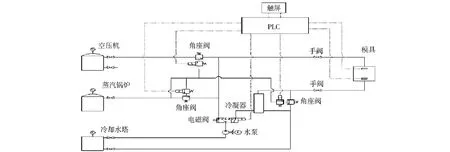
圖10 控制器原理圖Fig.10 Schematic diagram for the controller
3.2 結(jié)構(gòu)及功能
該控制器的控制系統(tǒng)與執(zhí)行系統(tǒng)一體化,結(jié)構(gòu)緊湊、占用空間少,操作手持,可分離使用,操作方便(如圖11所示),加熱和冷卻的媒介都可以通過回收循環(huán)利用,節(jié)省了能源。控制器內(nèi)部執(zhí)行系統(tǒng)的管路連接全部采用焊接的連接方式,包括管路與手閥和角座閥的連接。因為內(nèi)部管路經(jīng)常在快速升溫和快速冷卻的狀態(tài)下工作,如采用螺紋連接,密封機構(gòu)經(jīng)過長時間使用就會失效。由于管路材料多為不銹鋼材料,所以采用氬弧焊接工藝[5],這樣就保證了管路長時間的密封功能。另外,由于管路要控制高溫蒸汽,為減少蒸汽在控制器內(nèi)部管路的熱量損失,內(nèi)部管路全部包裹隔熱棉,并加以固定,既減少了熱量損失又保護了內(nèi)部的電氣組件,降低了電氣組件工作環(huán)境的溫度。
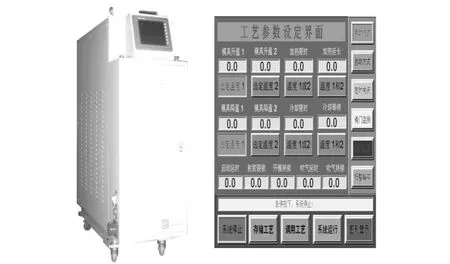
圖11 蒸汽加熱控制器及操作界面Fig.11 The steam heating controller and its operator interface
控制器的控制系統(tǒng)除采用溫度控制方式以外,還增加了時間控制方式。在實際的生產(chǎn)過程中,更多使用的是時間控制功能。因為模具在加熱過程中,溫度變化速度很快,熱電偶采集數(shù)據(jù)隨之變化速度也很快,所以利用溫度控制方式經(jīng)常會帶來是生產(chǎn)周期的不穩(wěn)定性,雖然在單個周期中溫度控制方式偏差較小(一般在1~2 s),但多個周期累計下來,就會造成很大的偏差,不易計算產(chǎn)量。采用時間控制方式就解決了這個問題,使生產(chǎn)穩(wěn)定,可實現(xiàn)全自動化生產(chǎn)。
4 生產(chǎn)實踐
筆者開發(fā)的19寸LCD前框蒸汽加熱模具及輔助控制系統(tǒng)現(xiàn)已投入到正式的生產(chǎn)。產(chǎn)品材料為ABS,整個成型周期為42 s,加熱時間為16 s,生產(chǎn)穩(wěn)定,成品率在97%以上。產(chǎn)品表面達到鏡面效果,無熔接痕、流痕等缺陷,符合設(shè)計要求,并且不需要表面噴漆。如采用傳統(tǒng)模溫機控制模具溫度的方式,成型周期在120 s左右,而且產(chǎn)品的表面質(zhì)量較差。蒸汽加熱工藝結(jié)合了模具技術(shù)、裝備制造技術(shù)以及注射成型工藝技術(shù),在實際生產(chǎn)中對操作者要求較高,需要熟悉注射成型工藝、了解模具和懂得設(shè)備操作原理,因此必須進行相關(guān)的培訓。
5 結(jié)論
(1)采用高光無痕注射成型工藝能夠有效消除產(chǎn)品表面的熔接痕和流痕缺陷,提高熔體對模具的復制效果,甚至可以達到鏡面效果,使產(chǎn)品免噴涂,減少了后續(xù)加工工序,縮短了生產(chǎn)周期,降低了成本,以19寸LCD前框為例,大約可節(jié)省成本10%;
(2)在保證強度的前提下,蒸汽加熱模具的水道應盡量靠近模具型腔表面以提高升溫速度,確保型腔溫度分布均勻;一般而言,29寸以下的LCD前框的蒸汽加熱模具的水道直徑為8 mm,距型腔表面距離為12 mm;29寸以上其水道直徑和距型腔表面的距離要有所增加;同時模具與注塑機之間要增加隔熱層,厚度為10~20 mm,能夠減少熱量流失,提高生產(chǎn)效率;
(3)輔助控制系統(tǒng)能夠合理地控制模具溫度,隨著注塑機的動作進行相應的變化,從而保證較高的成品率;此外,采用時間控制方式比溫度控制方式更加穩(wěn)定,便于計算產(chǎn)能;同時內(nèi)部管路連接采用焊接方式避免了滲漏,保證了設(shè)備壽命和生產(chǎn)穩(wěn)定。
[1] 游茗景.快速加熱系統(tǒng)于微射出成形之應用[D].臺南:成功大學航空太空工程研究所,2006.
[2] Rhee B O,Kim C S,Lee K,et al.Evaluation of Momentary Mold Surface Heating(MMSH)Process[C].SPE ANTEC Tech Paper,Boston,2005:35-38.
[3] Kim D H,Kan M H,ChunY H.WonderInjection Molding with Momentary Mold Surface Heating Process(MMSH Process)[C].SPEANTEC Tech Paper,Orlando,2000:3841-3844.
[4] 羅華云,孫 玲.高光注射成型技術(shù)的發(fā)展及應用[J].現(xiàn)代制造技術(shù)與裝備,2009,(4):19-21.
[5] 徐 灝.機械設(shè)計手冊(第3卷)[M].北京:機械工業(yè)出版社,1992:1-6.
Study on Stream Heating Mold and Auxiliary Control Device for Mold Temperature
ZHANGJianwei,TAN G Qinghua,YAN Junhu,HUAN Suocheng
(Beijing Chn-Top Machinery Co,Ltd,Beijing 102208,China)
A plastic injection mold and auxiliary device used for processing articles of high gloss surface without weld lines and flow marks were studied.Surface defects of product were eliminated because the mold temperature changed with the injection molding action;high gloss surface of articles was made because the special channel design of mold could quickly raise the mold cavity temperature above the softening point.The design methods for the channels,materials,and temperature measurement points of the stream heating mold were analyzed.The component parts,the control theory,and the selection calculation method for the corresponding heating auxiliary control device was discussed.The system was verified through the actual production and application.It showed that the system could manufacture plastic products with high gloss surface and without weld lines and flow marks.The system could reduce processing costs and environmental pollution for eliminating spraying process.Injection molding cycle time was reduced from 120 s to 43 s.
steam heating;mold;high gloss surface;weld line;auxiliary control device;molding cycle;injection molding
TQ320.66+2
B
1001-9278(2011)07-0094-05
2011-03-14
聯(lián)系人,z_jw811021@163.com
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52