基于注塑模具的斜滑桿抽芯機構設計
2011-12-01 09:12:28凌忠良
中國塑料 2011年11期
凌忠良
(湖南信息職業技術學院機電工程系,湖南 長沙410200)
基于注塑模具的斜滑桿抽芯機構設計
凌忠良
(湖南信息職業技術學院機電工程系,湖南 長沙410200)
以大口徑塑料蓋注塑模具為例,通過分析塑件的結構特點和使用要求,設計了一種斜滑桿側向抽芯機構,介紹了該抽芯機構的模具結構、工作過程、斜滑桿設計和距離計算。生產實踐證明,此注塑模具結構合理,工作可靠,抽芯機構運動靈活,成型塑件品質較好,適合大批量自動化生產,為類似塑件注塑模具設計提出了一條新的思路。
注射成型;模具;斜滑桿;抽芯機構;抽芯距;塑件
0 前言
模具素有“工業之母”的美稱,是現代制造業不可缺少的一部分。據統計,機械零件粗加工的75%和精加工的50%都是由模具完成的[1]。塑料制品的90%是由注塑模具成型[2],所以注塑模具對于塑料行業起著至關重要的作用。在注塑模具設計中,如果塑件上具有與開模方向不一致的孔或凸凹形狀時,除極少數情況可以強制脫模外,一般需要采用側向抽芯機構[3]。抽芯機構分為手動、機動和液壓3種,其中機動抽芯使用最為廣泛。機動抽芯是利用注塑機的開模動力,通過模具零件,把垂直的開模運動傳遞給側向型芯,使之產生側向運動并完成抽芯動作。機動抽芯又可細分為斜導柱、斜滑塊、彎銷式、彈簧式、齒輪式等方式,筆者在傳統的斜滑塊抽芯方式的基礎上創新設計了一種斜滑桿抽芯機構,并通過批量注射成型驗證了該抽芯機構的成型效果。本文以大口徑塑料蓋注塑模具為例,說明斜滑桿抽芯機構的模具結構、工作過程和設計計算。
1 塑件分析
大口徑塑料蓋如圖1所示,外形尺寸為φ100mm×20mm,該塑件內壁上有4段內螺紋,螺牙是三角形,螺距(P)為2.5mm,根據螺紋參數計算公式[式(1)],求得H≈2.165mm。材料采用聚丙烯(PP),成型工藝性較好,適合注射成型。塑料蓋是由自動灌裝生產線機器旋合,所以要求塑件具有較高的尺寸精度和螺紋精度,強制脫螺紋會產生塑性變形,無法滿足該要求。
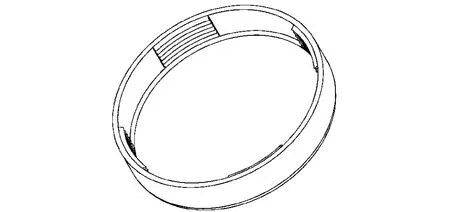
圖1 大口徑塑料蓋Fig.1 The large diameter plastic cap

式中 H——原始三角形高度[4],mm
2 模具結構和工作過程
該模具型腔布局為1模2腔,根據塑件尺寸、型腔布局、鑲件大小等因素選用龍記大水口系統模架BI2550-A60-B30-C120。因為PP具有腐蝕性,所以模具成型零件采用耐腐蝕性優良的模具鋼PAK90。為了節約模具成本,降低加工難度,并滿足現代產品快速更新的特點,型腔型芯均采用嵌入式結構。塑件的外形呈圓形,推出機構使用推件板,因為推件板的推出力均勻,塑件的表面品質較好;同時為了分散推出阻力,實現塑件的自動脫落,采用二次推出機構。抽芯機構的主要零件斜滑桿由典型的斜滑塊變異而來,在參與成型的同時,參與推出及抽芯,其動作的驅動力來自于一次推板,具體模具結構如圖2所示。
開模動作如下:塑件經注射、冷卻、保壓成型后,模具動模部分隨注塑機移動開模,動模部分移動到塑料蓋能順利脫落的距離為止,然后注塑機中心頂桿頂動二次推板6,與由拉鉤3拉住的一次推板一起運動。由于定距螺釘2底部有一段避讓的沉孔,故此時推件板1不動,拉料桿7和斜滑桿4將塑料蓋和流道凝料頂出一段距離,直到斜滑桿4上部斜面超出型芯端面為止,完成第一次推出。中心頂桿繼續頂出,斜滑桿4下部斜面和支承板8接觸,斜滑桿4開始圍繞轉動中心旋轉,產生側向運動,進行螺紋抽芯。抽芯動作完成后,拉鉤3的斜面和支承板8相應斜面相碰,一次推板5與二次推板6分離,斜滑桿4停止運動。二次推板6推動定距螺釘2,定距螺釘2帶動推件板1使塑料蓋徹底脫模,完成第二次推出,然后模具閉合,開始下一次注射過程。
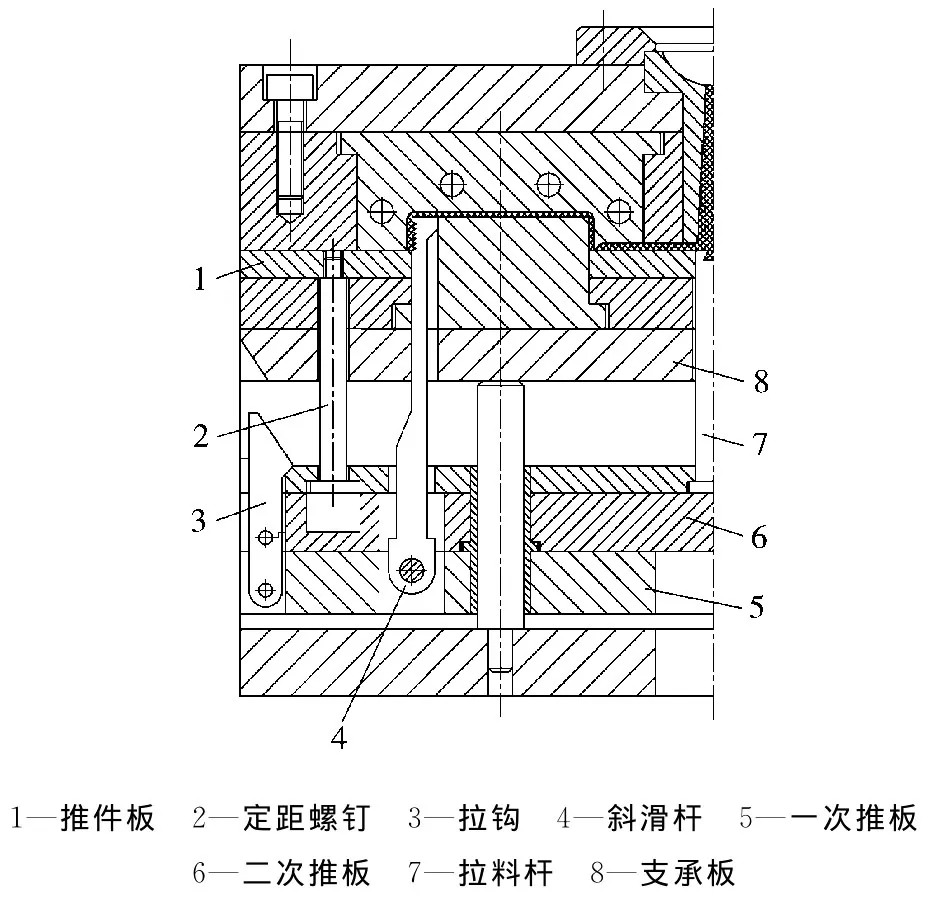
圖2 模具結構圖Fig.2 Structure of the mould
3 斜滑桿設計和距離計算
斜滑桿的設計直接決定了抽芯機構和推出機構的靈活性。當抽芯動作結束后應使斜滑桿停止推出,否則會出現運動干涉,致使斜滑桿不能復位,甚至損壞模具。所以必須準確計算斜滑桿完成側向抽芯所需的推出距離,從而進一步確定拉鉤斜面與支承板相應斜面之間的距離。該距離太大會使斜滑桿卡住,太小則無法保證徹底脫出螺紋。
如圖3所示,為了使斜滑桿受力均勻,轉動中心O1設置在斜滑桿寬度方向的中線上,同時位于C1B1的延長線上。C1是與轉動中心O1距離最近的螺牙中心,它們之間的距離為D,如果C1處螺牙能夠脫模,則其他螺牙一定也能脫模。B1為斜滑桿下部斜面的起始位置,轉動中心O1到B1的距離為L。斜滑桿下部斜面的傾角為α,α大小應綜合考慮斜滑桿的強度、剛度、滑動靈活性和注塑機的推出行程以及能否獲得合適的推出距離,α取值范圍通常為15°~25°。A、E為斜滑桿與模具的接觸位置,h為斜滑桿上部斜面的高度。
當轉動中心從O1運動到O2時,B1運動到B2,C1運動到C2,F為C2在通過O2的鉛垂面上的正投影位置。推出距離O1O2為S,斜滑桿旋轉角度為β,推出S時的抽芯距為d。抽芯距是將型芯(本模具即是斜滑桿)從成型位置抽至不妨礙塑件脫模的位置所移動的距離,一般來說,抽芯距等于塑件側孔或側凸凹的深度,加上2~3mm的安全余量[5]。
在直角△FC2O2中,C2O2=C1O1=D,抽芯距d通過式(2)計算:
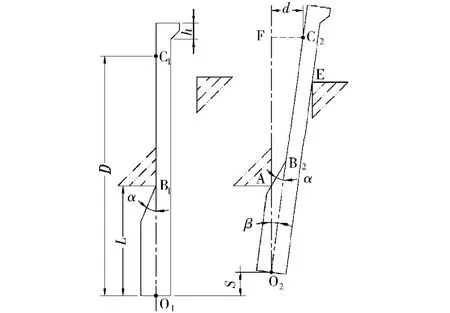
圖3 斜滑桿結構與運動簡圖Fig.3 Angular slide pole structure and movement diagram

則斜滑桿旋轉角度β為:

在△AB2O2中,B2O2=B1O1=L,則AO2=L-S,根據三角形正弦定理,有:

根據三角函數誘導公式則有:

將(5)式代入(4)式得:

從(6)式推導出:

本模具中抽芯距d=2.165+3=5.165mm,α、D、L、h值由斜滑桿的結構尺寸確定,分別為α=20°,D=150mm,L=75mm,h=10mm。將d和D 代入(3)式得出β≈1.973°,將 L、α、β 代入(7)式得出 S≈6.454mm,取近似值S=6.5mm,近似值必須略大于計算值,這樣偏于安全。根據模具工作過程,拉鉤斜面和支承板相應斜面之間的距離等于斜滑桿上部斜面高度h與推出距離S之和,即為16.5mm。同樣,在其他采用斜滑桿側向抽芯機構的場合,可采用上述類似方法設計斜滑桿結構尺寸和計算裝配尺寸。
目前該模具已經正常開合30余萬次,抽芯機構運動平穩,沒有出現異常狀況,塑件品質符合設計和使用要求,為某品牌洗滌用品廠商提供了60多萬個合格的大口徑塑料蓋。斜滑桿抽芯機構的成功為類似塑件的注塑模具設計提供了借鑒經驗。
4 結論
(1)本模具的抽芯機構的導滑斜面由傳統斜滑塊的4個面變為斜滑桿的一個面的局部段,減小了抽芯動作摩擦力,提高了運動的靈活性,延長了模具使用壽命;
(2)本模具采用了拉鉤式雙推板二次推出機構,成型塑件品質較好,適合大批量自動化生產。
[1] 何 濤.模具CAD/CAM[M].北京:北京大學出版社,2006:7-10.
[2] 王慶五,仇亞琴,張 昱.Solidworks 2006中文版模具設計專家指導教程[M].北京:機械工業出版社,2006:1-2.
[3] 李長云.塑料成型工藝與模具設計[M].北京:清華大學出版社,2009:163-165.
[4] 吳宗澤.機械零件設計手冊[M].北京:機械工業出版社,2008:198-202.
[5] 李學峰,竇安平,成 虹.注射模具設計與制造[M].北京:高等教育出版社,2010:195-206.
Design of Core-pulling Mechanism with Angular Slide Pole Based on Injection Moulds
LING Zhongliang
(Department of Mechanical and Electrical Engineering,Hunan College of Information,Changsha 410200,China)
Taking the injection mould of a large diameter plastic cap as an example,based on the analysis of the structural characteristics and application requirement of the injection molded part,the side core-pulling mechanism with angular slide pole was introduced.The mould structure,work processes,angular slide pole design,and distance calculation of the core-pulling mechanism were illustrated.Production practices proved that the injection mould was reasonable in structure,reliable for operation,flexible of the core-pulling mechanism movement,excellent in quality of the molded part,and suitable for high-volume automated production.A new idea for the injection mould design of similar parts was given.
injection molding;mould;angular slide pole;core-pulling mechanism;core-pulling distance;injection molded part
TQ320.66+2
B
1001-9278(2011)11-0101-03
2011-07-07
聯系人,lingzhongliangvip@163.com
