同向雙螺桿拉伸元件的設計及混合性能的研究
2011-11-30 00:36:42黃鳳春馬秀清周炳斌梁文虎
中國塑料 2011年9期
黃鳳春,馬秀清,周炳斌,梁文虎
(北京化工大學機電工程學院,北京100029)
同向雙螺桿拉伸元件的設計及混合性能的研究
黃鳳春,馬秀清*,周炳斌,梁文虎
(北京化工大學機電工程學院,北京100029)
根據聚合物加工過程的拉伸流動設計了一種非嚙合拉伸元件,并將該元件與S形元件的兩種構型的混合性能進行了對比分析。通過數值模擬得到了非嚙合拉伸元件流場與S形元件流場的出入口壓差及累積最大拉伸速率分布。通過實驗手段將非嚙合拉伸元件與S形元件對聚丙烯(PP)/聚苯乙烯(PS)不相容體系相態結構的影響進行了對比研究。結果表明,非嚙合拉伸元件的輸送能力不如S形元件,但拉伸效果、分散混合能力均高于S形元件。
嚙合同向雙螺桿擠出機;分散混合;拉伸流動;螺桿元件
0 前言
物料在雙螺桿擠出機中的流動按作用方式不同,可分為剪切流動和拉伸流動。流體流動的過程中產生兩種速度梯度場,即橫向速度梯度場和縱向速度梯度場。產生橫向速度梯度場的流動稱為剪切流動,產生縱向速度梯度場的流動叫拉伸流動[1]。拉伸流動指的是熔體流動的速度梯度方向與流動方向相平行,產生了縱向速度梯度,此時流動速度沿流動方向改變。物料流速的變化必將使物料產生變形,因此物料的料層厚度隨著流速地增加而減小,不至于使物料堆積,增加了物料的交換界面,更加有利于混合。Yao[2]表述了分散混合效果的好壞是根據剪切應力水平與流場中的拉伸流動作用效果來判定,而拉伸流動可以更好地實現分散混合。Chris Rauwendaal等[3]將拉伸流動與剪切流動的分散混合效果進行了對比研究。結果表明,拉伸流動更有利于分散混合。徐百平[4]發現振動力場的引入促進了拉伸流動,提高了分散混合效果。朱常委[5]提到拉伸流動不僅促進了分散混合,而且拉伸流動的能量損耗大大低于剪切流動。耿孝正[1]的研究表明,在較大應力作用下,拉伸黏度要比剪切黏度的數值大1~2個數量級。可見,與剪切流動相比,拉伸流動不僅能夠實現有效分散,還可以產生更少的黏性耗散。所以,鑒于拉伸流動對分散混合的貢獻,需要對拉伸流動的特點以及促進拉伸流動的混合設備進行重點研究。
本研究采用Polyflow軟件對所設計的拉伸元件和S形元件的流場進行了模擬分析,將拉伸元件與S形元件的拉伸效果進行了對比,并對拉伸元件與S形元件的分散混合能力進行了實驗研究。
1 非嚙合拉伸元件的設計與建模
1.1 設計思路
研究非嚙合拉伸元件的設計思路為:(1)螺桿元件截面圓弧的圓心相對于螺桿中心線存在一定的偏距,如圖1所示。這樣,螺桿元件的外表面與機筒之間形成一個楔形區,隨著螺桿轉動,楔形區形成了較大的與熔融物料運動方向相同的速度梯度,可以產生較強的拉伸作用。王賢慧[6]與吳濤[7]研究中的促進拉伸流動的混合器的幾何結構就是根據這一特點而設計成的;(2)為了使元件的拉伸效果更好,元件的截面設計成多頭結構,這樣增加楔形區的數量,熔融物料的速度變化頻率提高,增強了拉伸作用;(3)該元件的導程為120mm,外徑為29.6mm,大導程結構使熔融物料沿著擠出方向存在縱向速度梯度分布,這樣流體流速沿流動方向改變,物料的料層厚度隨著流速的增加而減小,有利于混合。非嚙合拉伸元件的三維結構設計如圖2所示。

圖1 非嚙合拉伸元件的螺桿截面圖Fig.1 Cross section of non-inter meshing elongational screw element

圖2 非嚙合拉伸元件的三維結構Fig.2 Three-dimensional structure of non-inter meshing elongational screw element
1.2 數學模型
為擬定流場,適當的簡化計算,考慮到熔體輸送的具體條件和聚合物的特性,作出如下假設:
(1)熔體為不可壓縮的流體;
(2)流場為穩定、等溫流場;
(3)雷諾數較小,流動為層流流動;
(4)慣性力、重力等質量力要遠小于黏滯力,可忽略不計;
(5)流道壁面無滑移;
(6)熔體在流道中全充滿。
根據以上假設,在直角坐標系下,連續性方程簡化為:

動量方程為:
模擬計算過程中所用的物料為PP,其物性參數為:η=9560Pa·s,λ=0.3664s,m=0.7372。采用Cross模型,其本構方程為:

式中 η0——零切黏度,Pa·s
λ——時間常數
m——Cross模型指數
1.3 幾何模型
非嚙合拉伸元件與2種S形元件[8-9]的結構如圖3所示,該拉伸元件的外徑為29.6mm,中心距為30mm,機筒內徑為34mm。S-30為螺桿元件截面為雙頭、導程為120mm,由長度為30mm正向螺紋元件和反向螺紋元件組合而成的元件,螺桿元件的總長為120mm。S-60為螺桿元件截面為雙頭、導程為120mm,由長度為60mm正向螺紋元件和反向螺紋元件組合而成的元件,螺桿元件的總長為120mm,相互匹配的兩根螺桿部分嚙合。
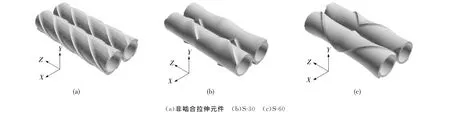
圖3 非嚙合拉伸元件與S形元件的外形Fig.3 Outline of non-inter meshing elongational twin-screw element and S type twin-screw element
1.4 邊界條件
模擬過程中采用出口壓力和入口流量來定義出入口邊界。出口壓力設計值P=5MPa,入口端面體積流量Q=2×10-6m3/s。螺桿外表面上為周向轉動速度邊界,左右兩螺桿轉速設計值Ns=30r/min。根據壁面無滑移的假設,機筒靜止不動,因此機筒內表面速度Vb=0。
2 實驗部分
2.1 主要原料
PP,1008,北京燕山石油化工股份有限公司;
PS,158K,揚子巴斯夫苯乙烯系列有限公司。
2.2 主要設備及儀器
雙螺桿擠出機,LSM30/34,德國Leistritz公司;
掃描電子顯微鏡(SEM),S-4700,日本 Hitachi公司。
2.3 樣品制備
將所設計的非嚙合拉伸元件與2種構型的S形元件在置換區進行相互置換來分別進行實驗,其螺桿構型如圖4、5所示,SE20/60/2表示導程為20mm,長度60mm的雙頭常規螺紋元件,其余類推。

圖4 螺桿構型與機筒組合結構示意圖Fig.4 Configuration of the screw and barrel

圖5 螺桿構型實物圖Fig.5 Configuration of the screws
設置T1、T2、T3三節機筒溫度分別為:230、230、230℃,機頭T4的溫度為230°C。實驗前按PP與PS按質量比80∶20預混均勻,主機轉速為30r/min,加料量6.7kg/h,對拉伸元件與S形元件分別進行實驗,待擠出穩定后分別取樣。
2.4 性能測試與結構表征
通過掃描電子顯微鏡照片,測出分散相粒徑的大小,最后統計出PP/PS中少組分PS的數均粒徑)、重均粒徑)、體均粒徑)。

式中 Di——粒徑,μm
Ni—— 粒徑為Di的粒子個數
3 結果與討論
3.1 出入口壓差
通過對比發現,S-30元件流場的出入口壓差大于S-60元件與非嚙合拉伸元件,非嚙合拉伸元件流場的出入口壓差最小,如圖6所示。這可能是由于本研究所設計的螺桿元件為非嚙合元件,元件與機筒的間隙很大,加之非嚙合元件對熔融物料基本上不具有輸送能力,物料流經元件的輸送動力主要是由螺桿元件上游建立的壓力提供。相對于非嚙合拉伸元件來說,兩種構型的S形元件則是部分嚙合元件,雖然其與機筒的間隙也很大,但由于S形元件的幾何結構采用正反向螺紋形成的V形結構,物料流經于此,即受到反向螺紋的阻礙作用,又受到正向螺紋的輸送作用,與非嚙合拉伸元件相比,輸送能力在一定程度上較強。
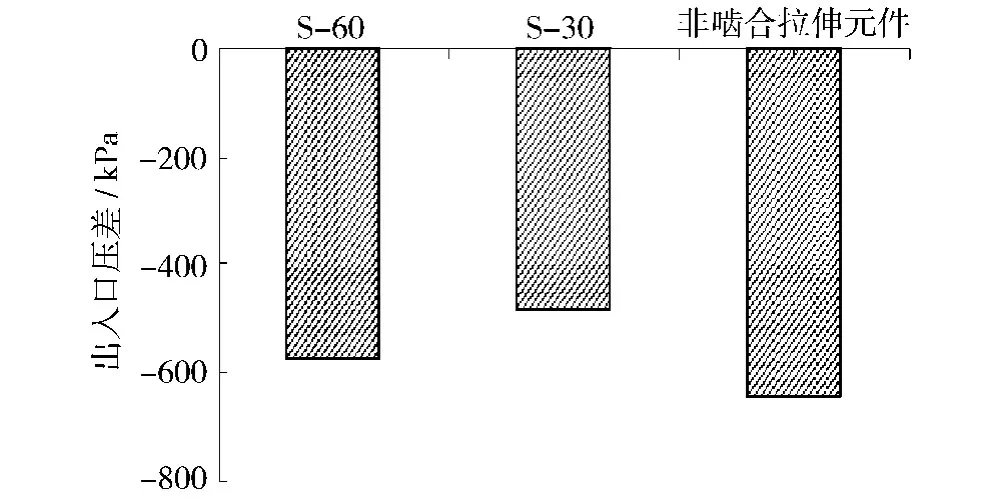
圖6不同螺桿構型的出入口壓差Fig.6 Differential pressure between the exit and entrance
3.2 累積最大拉伸速率
圖7為3種螺桿構型的累積最大拉伸速率分布曲線,取拐點處大約32s-1的橫坐標位置為基準來衡量3種構型的拉伸作用。非嚙合拉伸元件的流場中大約有84%的粒子所受的最大拉伸速率小于32s-1,也就是說有16%的粒子所受的最大拉伸速率大于32s-1;以此類推,S-30元件的流場中有10%的粒子所受的最大拉伸速率大于32s-1,S-60元件的流場中有8%的粒子所受的最大拉伸速率大于32s-1。所以,非嚙合拉伸元件流場對粒子所受的最大拉伸速率所占的百分比大于兩種構型的S形元件。從圖8可以看出,兩種構型的S形元件的粒子經受最大拉伸速率的范圍主要在10~20s-1,而非嚙合拉伸元件的粒子經受的最大拉伸速率范圍則主要在大于20s-1的范圍內,對比累積最大拉伸速率分布曲線,兩者數據基本吻合,這也足以說明非嚙合拉伸元件比S形元件使粒子經受的最大拉伸速率的概率更大。這是由于非嚙合拉伸元件為四頭元件,其截面與機筒之間形成4個楔形區,所以熔融物料速度梯度較高,物料在非嚙合拉伸元件的流場中受到重復的拉伸作用,使得其拉伸效果較好,而S-30與S-60元件與機筒之間形成了2個楔形區,與非嚙合拉伸元件相比,物料流經于此的速度變化頻率明顯變小。因此,非嚙合拉伸元件的拉伸效果明顯好于S形元件。

圖7 累積最大拉伸速率分布Fig.7 Distribution of cumulative max stretching rate

圖8 粒子在不同范圍的最大拉伸速率的百分比Fig.8 Percentage of particle in different max stretching rate scope
3.3 SEM 分析

圖9 不同螺桿構型制備樣品的SEM照片Fig.9 Micrographs for the samples
通過實驗所獲得的3種螺桿構型機頭處擠出試樣的SEM 照片如圖9所示,根據式(4)、(5)、(6)得出的共混物試樣的分散相粒徑如表1所示,對比3種構型擠出樣品的SEM照片和PS分散相粒徑數值可知,非嚙合拉伸元件的、與均比 S-30元件和S-60元件的小,同時根據圖10所示的PS分散相粒徑分布曲線,按照波峰的位置來看,非嚙合拉伸元件與S-30元件大約處于同一橫坐標的位置,S-60元件的粒徑大于非嚙合拉伸元件與S-30元件,粒徑分布曲線與表1所得的分散相粒徑數值基本吻合,由此說明非嚙合拉伸元件的分散混合能力要優于S形元件。由3種螺桿構型的粒徑的分布曲線可以看出,非嚙合拉伸元件的粒徑分布較窄,而S-30和S-60元件的粒徑分布較寬,這說明與S形元件相比,非嚙合拉伸元件的分散相粒徑的均一性較好,其拉伸作用比S形元件更加均勻。
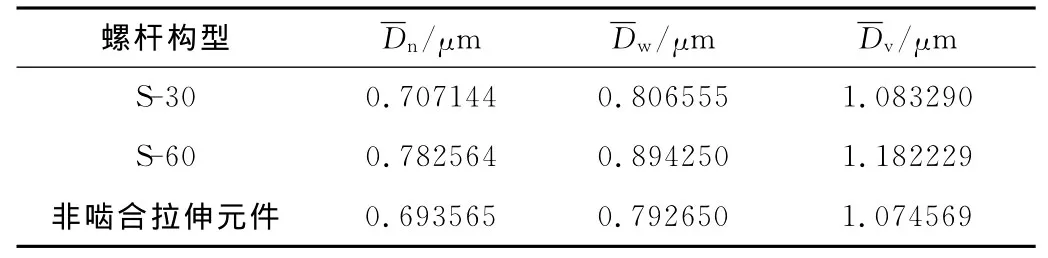
表1 PS分散相的粒徑Tab.1 Grain sizes for the dispersed phase of PS
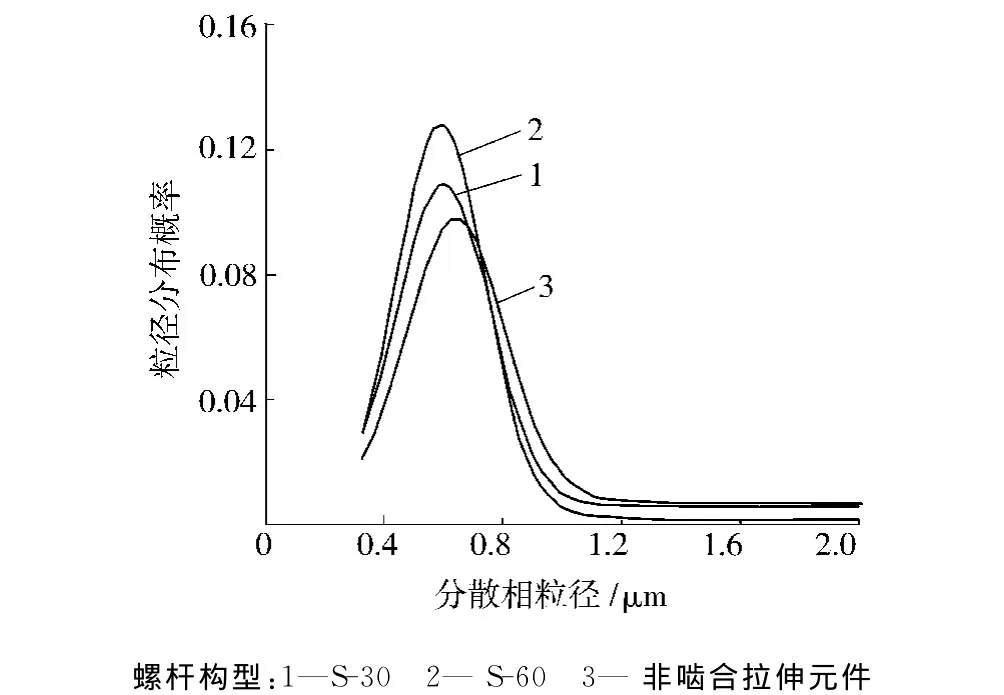
圖10 PS分散相的粒徑分布曲線Fig.10 PS particle size distribution
4 結論
(1)非嚙合拉伸元件的出入口壓差小于2種S形元件,因此,其輸送性能比S形元件要差;
(2)與2種S形元件相比,非嚙合拉伸元件的流場使更多流體受到了較強的拉伸作用;
(3)非嚙合拉伸元件的分散相粒徑小于S形元件,其分散混合性能優于S形元件。
[1] 耿孝正.塑料混合及連續混合設備[M].北京:中國輕工業出版社,2007:45-48.
[2] Chih-hsiang Yao,Ica Manas-zloczower.Influence of Design on Dispersive Mixing Performance in an Axial Discharge Continuous Mixer-LCMAX 40[J].Polymer Engineering &Science,1998,38(6):936-946.
[3] Chris Rauwendaal.New Dispersive Mixers Based on Elongational Flow[J].Plastics,Additives and Compounding,1999,1(4):21-23.
[4] 徐百平,瞿金平.雙螺桿螺棱側間隙純拉伸力場效應研究[J].現代塑料加工應用,2005,17(4):48-51.
[5] 朱常委,姜 南.聚合物熔體混合中界面面積增長函數的分析計算[J].中國塑料,2001,15(10):61-65.
[6] 王賢惠,曹志清.新型單螺桿CRD分散混合器的理論研究與應用[J].橡塑技術與裝備,2006,32(10):1-5.
[7] 吳 濤,曹志清,趙 偉,等.基于拉伸混合機理設計的混合器[J].橡塑技術與裝備,2009,35(2):34-37.
[8] 金月富,耿孝正.新型同向雙螺桿元件幾何造型初探[J].塑料,2001,30(1):34-38.
[9] 金月富,耿孝正,梁 暢.新型同向雙螺桿元件—S型元件研究(I)—流場數值模擬[J].中國塑料,2002,16(1):79-85.
Design of Elongational Co-rotating Twin-screws Element and Its Mixing Performance
HUANG Fengchun,MA Xiuqing*,ZHOU Bingbin,LIANG Wenhu
(College of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China)
A non-inter meshing twin-screws element was designed based on the elongational flow in the polymer processing.The mixing performance of the element was compared with that of Stype screw elements.Cumulated maximum tensile rate distribution and differential pressure between exit and entrance were obtained by simulation for flow field of non-inter meshing elongational element and S type screw elements.Moreover,the influence of non-inter meshing elongational element and S type screw elements on the phase morphology incompatible polymer blends PP/PS were compared.It was found that the conveying performance of non-inter meshing elongational element was worse,but the elongational and dispersive mixing performances were better than those of S type screw elements.
inter meshing co-rotating twin-screw extruder;dispersive mixing;elongational flow;screw element
TQ320.66+3
B
1001-9278(2011)09-0090-05
2011-04-11
*聯系人,maxq@mail.buct.edu
