溫熱彎曲成形過程中AZ31鎂合金型材的微觀織構演變
2011-11-30 01:59:14宋廣勝張士宏阮立群張興國
中國有色金屬學報 2011年8期
肖 寒,宋廣勝,嚴 操,張士宏,阮立群,張興國
(1. 中國科學院 金屬研究所,沈陽 110016;2. 大連理工大學 材料科學與工程學院,大連 116085;3. Department of Mechanical Engineering and Science, Kumamoto University, Kumamoto 8608555, Japan)
溫熱彎曲成形過程中AZ31鎂合金型材的微觀織構演變
肖 寒1,2,宋廣勝1,嚴 操1,張士宏1,2,阮立群3,張興國2
(1. 中國科學院 金屬研究所,沈陽 110016;2. 大連理工大學 材料科學與工程學院,大連 116085;3. Department of Mechanical Engineering and Science, Kumamoto University, Kumamoto 8608555, Japan)
采用光學顯微鏡、X射線衍射儀和EBSD分析研究AZ31鎂合金型材溫熱彎曲成形前后橫截面外側微觀組織和織構的演變規律。結果表明:彎曲成形前,型材為〈100〉平行于擠壓方向的線織構;彎曲成形后,型材線織構被削弱。彎曲過程中拉伸孿晶數量減少,由彎曲前的5.39%降低至彎曲后的2.22%;壓縮孿晶增多,由彎曲前的0.141%增加至彎曲后的0.222%。擠壓型材的大量拉伸孿晶使得應力集中,協同溫度的影響,非基面滑移開動并協調了晶粒c軸的應變,因而提高型材的塑性變形能力。
AZ31鎂合金;溫熱彎曲;微觀織構
型材零部件具有結構輕量化和強度高的特點,廣泛應用于航空、航天和軌道交通等行業骨架零件的制造,如飛機框肋緣條、機翼以及進氣道的隔框加強緣條、機身前后段和發動機短艙的長桁;高速列車、地鐵列車、載重列車和汽車用的大型寬幅薄壁復雜型材;車身結構和保險杠的中空型材等。鎂合金具有密度低、比強度和比剛度高、資源豐富等優點,因此,鎂合金型材的應用具有更加廣闊的前景,開展鎂合金型材彎曲成形技術的研究將具有重要的工程意義[1?2]。但是由于鎂為密排六方晶體結構,滑移系比較少,室溫下塑性變形能力差。鎂合金軋制板材和擠壓型材都具有強烈的織構傾向和各向異性,這限制和約束了鎂合金的塑性,降低了其沖壓成形性能和彎曲成形性能[3?4]。
目前,鎂合金織構的研究是一個熱點,國內外學者研究了軋制態鎂合金在單向拉伸和壓縮[5?6]、軋制[7?9]、ECAP[10?12]、擠壓[13?14]等工藝過程中微觀織構的演變規律,進而探討鎂合金的塑性變形機理;而關于鎂合金型材彎曲成形過程中微觀織構的演變還鮮見報道。本文作者在前期開展的AZ31鎂合金型材溫熱彎曲成形工作的基礎上[15?16],借助于光學顯微鏡、X射線衍射儀和EBSD分析系統,分析彎曲成形前后型材橫截面外側的微觀組織、衍射峰強度和織構演變,分析AZ31鎂合金型材的溫熱彎曲塑性變形機制。
1 實驗
實驗材料為擠壓態AZ31鎂合金,擠壓工藝條件如下:坯料溫度400 ℃,模具溫度360 ℃,擠壓速度600 mm/min,型材化學成分如表1所列。溫熱彎曲過程如下:首先將模具預熱60 ℃,型材加熱至200 ℃并保溫5 min,然后將型材彎曲103°,型材的彎曲半徑90 mm,彎曲角速度0.3 rad/s。取彎曲成形前型材橫截面外側和彎曲成形之后變形區45°橫截面外側的試樣,分別采用光學顯微鏡進行金相觀察,采用X射線衍射儀進行衍射峰強度分析,采用JSM?7001F型場發射掃描電鏡進行EBSD實驗。型材的橫截面形狀與尺寸及取樣位置如圖1所示,觀測區域為型材的法向ND和橫向TD組成的平面,擠壓方向ED垂直于觀測平面。
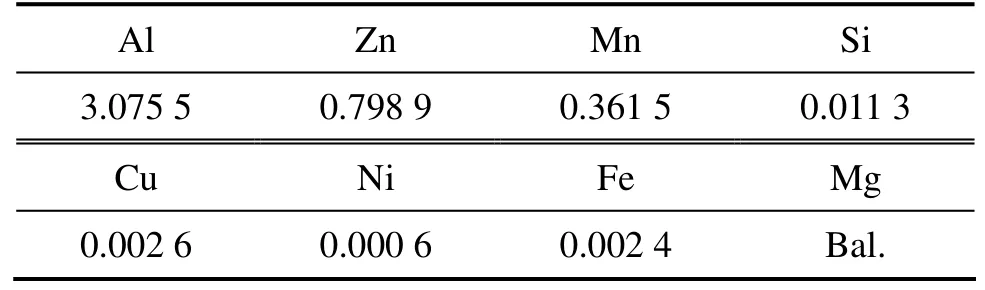
表1 AZ31鎂合金型材的化學成分Table 1 Chemical composition of extruded AZ31 magnesium alloy (mass fraction, %)
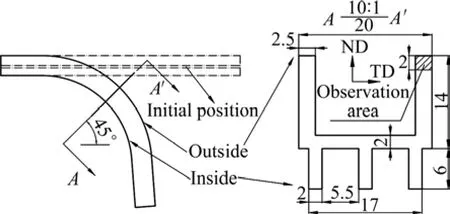
圖1 型材橫截面形狀和取樣位置Fig.1 Cross-section of profile(a) and specimen location(b)(mm)
2 結果與分析
2.1 微觀組織分析
AZ31鎂合金型材彎曲成形前后橫截面外側的微觀組織如圖2所示。圖2(a)所示為擠壓型材橫截面外側組織,可以看出,晶粒均勻,存在大量孿晶。圖2(b)所示為 200 ℃彎曲成形之后橫截面外側組織。由圖2(b)可知,200 ℃彎曲成形之后橫截面外側組織中孿晶數量減少,且出現大量細小晶粒。
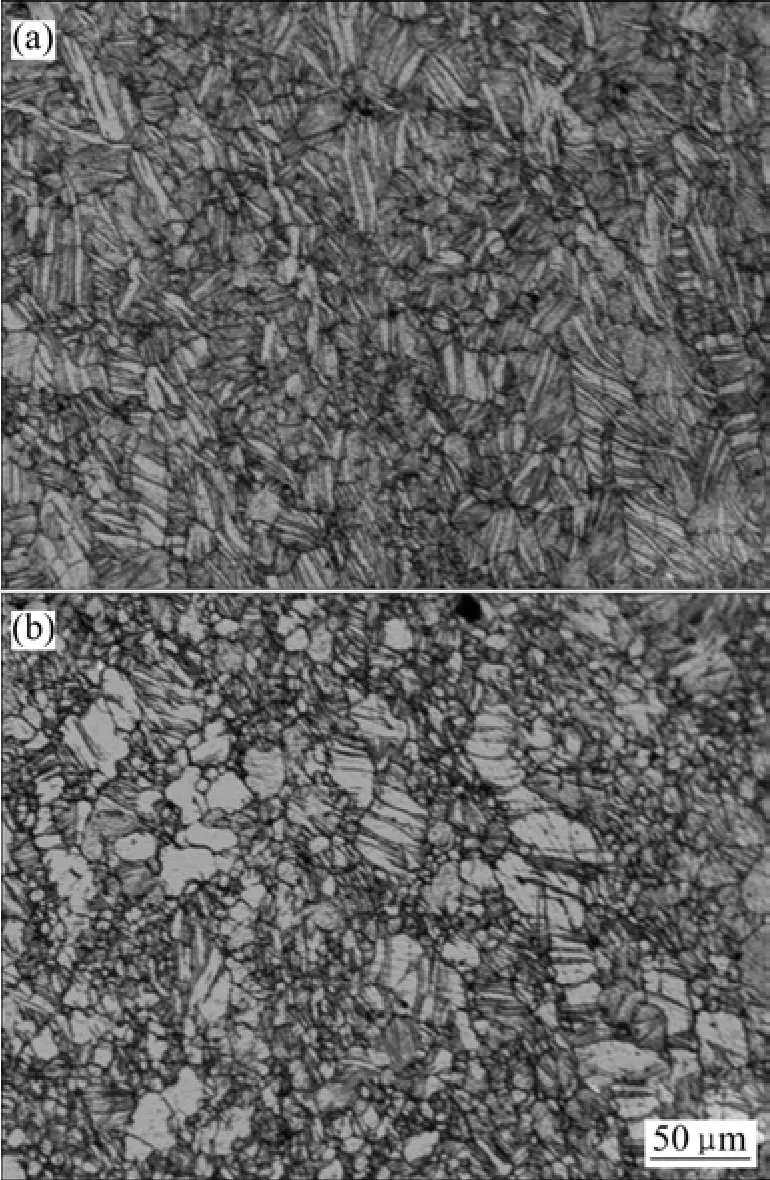
圖2 AZ31鎂合金型材橫截面外側后微觀組織Fig.2 Microstructures of zones at outside cross-section of AZ31 magnesium alloy profile: (a) Before bending; (b) After bending
2.2 XRD分析
AZ31鎂合金型材彎曲成形前后橫截面外側的XRD譜如圖3所示。由圖3(a)可知,彎曲成形前,型材橫截面外側中(1 00)晶面的衍射峰強度最高,其次為(1 01)晶面的,(0002)晶面的衍射峰強度最弱。彎曲成形后,型材橫截面外側各晶面衍射峰強度變化很大,(1 00)晶面衍射峰強度最弱,變化幅度最大;(1 01)晶面衍射峰強度降低;(0002)晶面衍射峰強度最高,變化幅度很大,如圖3(b)所示。晶面衍射峰強度的變化,主要是由于型材彎曲成形過程中橫截面外側受到擠壓方向ED拉應力和橫向ND壓應力的作用,使晶粒扭轉,引起織構發生變化,導致各晶面衍射峰強度的變化。
2.3 極圖與反極圖分析
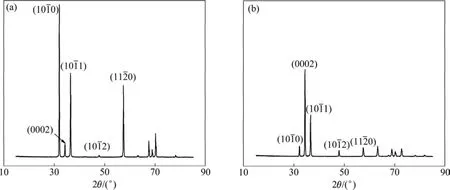
圖3 AZ31型材橫截面外側的XRD譜Fig.3 XRD patterns of zones at outside of cross-section of AZ31 profile: (a) Before bending; (b) After bending
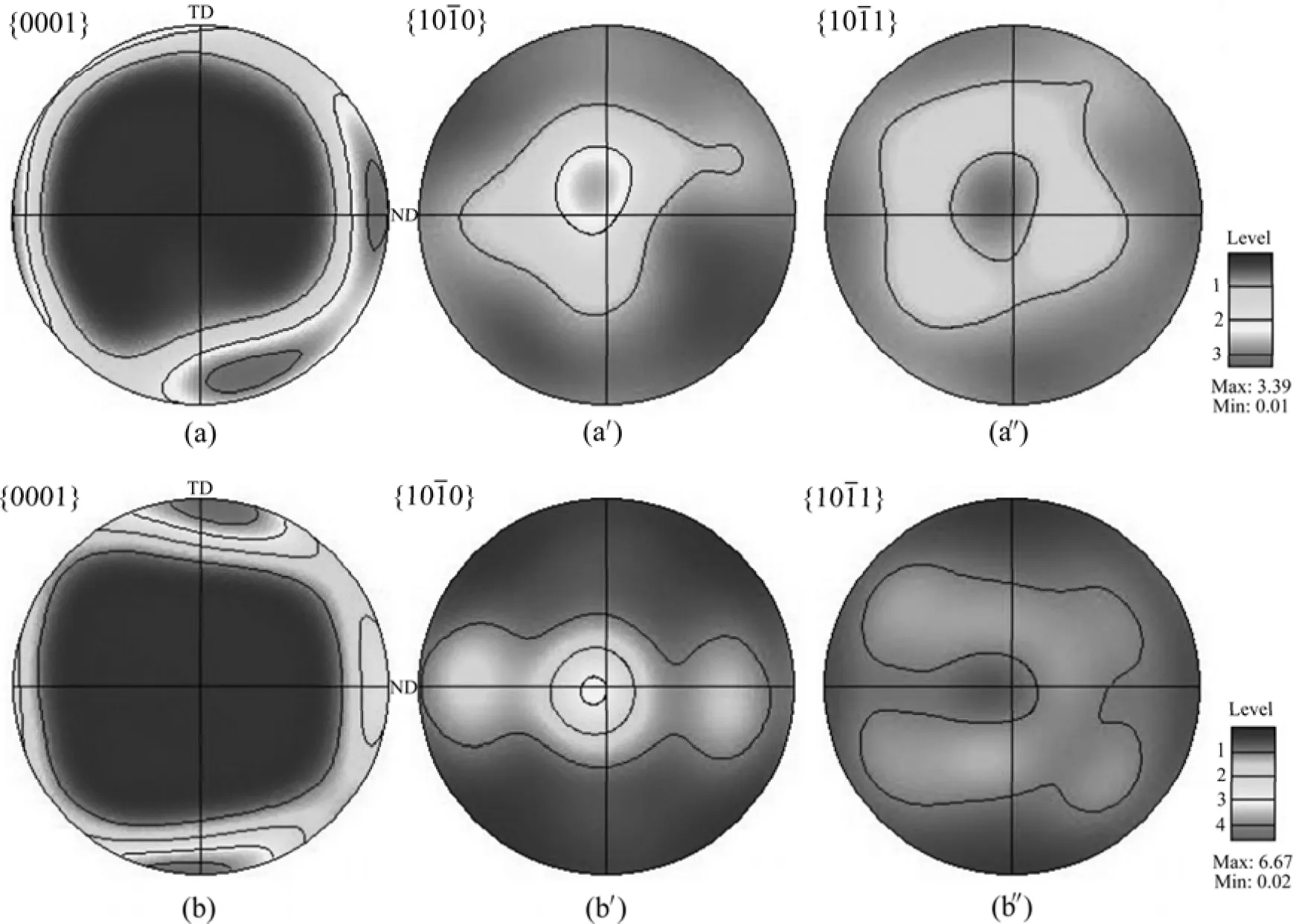
圖4 AZ31型材橫截面外側極圖Fig.4 Pole figures of zone at outside of cross-section of AZ31 profile: (a) {0001} pole figure before bending; (a′){1 00} pole figure before bending; (a″){1 01} pole figure before bending; (b) {0001} pole figure after bending; (b′){1 00} pole figure after bending; (b″){1 01} pole figure after bending
彎曲成形前后AZ31鎂合金型材橫截面外側的極圖如圖4所示。由圖4可知,彎曲成形前是典型的〈100〉平行于擠壓方向的線織構。由{0001}面的極圖可知,大部分晶粒的c軸平行于法向ND和橫向TD,與擠壓方向ED趨近于垂直,如圖4(a)所示。彎曲成形之后,大部分晶粒的c軸平行于橫向TD,且TD方向織構強度增加,如圖4(b)所示。由面的極圖可知,彎曲成形之前,大部分晶粒的c軸垂直于擠壓方向 ED,且強度很高,如圖4(a′)所示;彎曲成形之后,向法向ND偏轉,如圖4(b′)所示。
圖5所示為變形前后型材橫截面外側的反極圖。彎曲成形前法向ND平行于c軸,如圖5(a)所示;橫向TD大部分在〈0001〉至的連線之間,如圖5(a′)所示;擠壓方向ED大部分在至的連線之間,如圖5(a″)所示。彎曲成形后法向ND大部分在〈0001〉至的連線之間,如圖5(b)所示;橫向TD平行于c軸,如圖5(b′)所示;擠壓方向ED平行于,如圖5(b″)所示。
2.4 取向差角與旋轉軸分布分析
彎曲成形前后型材橫截面外側的取向差角度分布和取向差旋轉軸的分布如圖6所示。變形前型材為擠壓態,其晶界大部分為大角度晶界(取向差角度大于15°),其中取向差角度 20°~30°和 80°~90°所占比例很高。20°~30°的取向差旋轉軸基本呈離散分布;80°~90°的取向差角度分布比例最高,且取向差旋轉軸絕大部分集中在附近,如圖6(a)所示。這種取向與拉伸孿晶取向86.3°/(±5°的偏差)相符,說明型材在擠壓變形過程中發生明顯的拉伸孿生。彎曲成形之后,5°~10°小角度晶界所占比例大幅度提高,由4.2%增加至 10.5%,取向差旋轉軸呈離散分布,這種取向和拉伸孿生變體間的 7.4°/〈1 2 10〉(±5°的偏差)取向關系有關。20°~30°取向差角度的比例有一定提高,取向差旋轉軸呈離散分布。80°~90°的取向差的分布比例大幅降低,由12.6%降低至8.9%,且取向差旋轉軸絕大部分仍然集中在附近,這種取向與拉伸孿晶取向 86.3°/(±5°的偏差)相符,說明擠壓型材在彎曲變形過程中也發生了明顯的拉伸孿晶,但是這種拉伸孿晶是在彎曲卸載時發生的,且孿晶數量逐漸減少。這是因為型材溫熱彎曲成形過程中,型材加熱到200 ℃后導致非基面滑移系的開動,提高了型材的彎曲成形能力,因此孿晶數量減少。
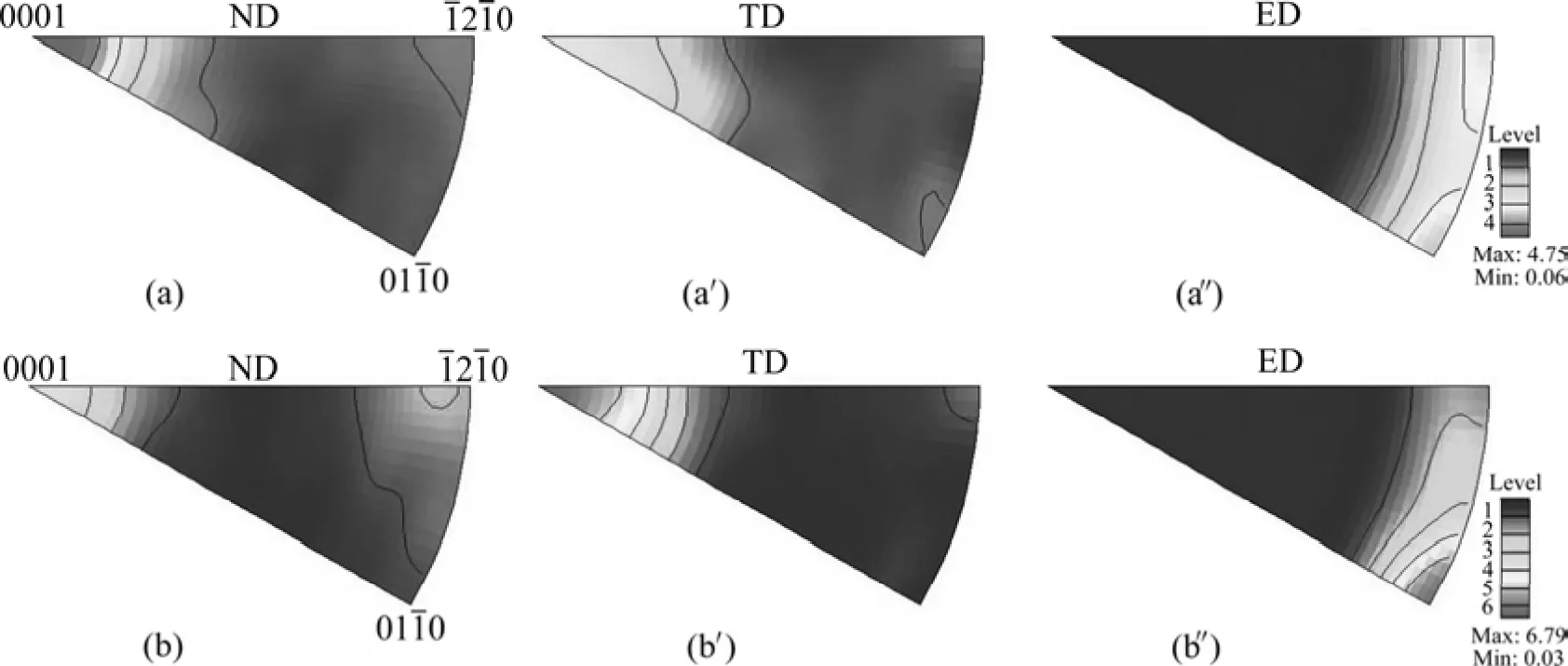
圖5 AZ31型材橫截面外側的反極圖Fig.5 Inverse pole figures of zones at outside cross-section of AZ31 profile: (a) Normal direction, before bending; (a′) Transverse direction, before bending; (a″) Extrusion direction, before bending; (b) Normal direction, after bending; (b′) Transverse direction,after bending; (b″) Extrusion direction, after bending

圖6 取向差角和旋轉軸分布Fig.6 Distribution of misorientation angle and rotation axis: (a) Before bending; (b) After bending
2.5 拉伸孿晶與壓縮孿晶變化分析
圖7和8所示分別為彎曲成形前后AZ31鎂合金型材橫截面外側拉伸孿晶和壓縮孿晶晶界在菊池帶襯度圖中的顯示。拉伸孿晶和壓縮孿晶在晶界的分布比例如表2所列。由圖7可知,彎曲成形前,擠壓型材橫截面外側區域存在大量拉伸孿晶,幾乎沒有壓縮孿晶,拉伸孿晶比例為5.39%,壓縮孿晶比例為0.141%。
由圖8可知,彎曲成形后,型材橫截面外側中拉伸孿晶數量減少,由 5.39%減少至 2.22%;壓縮孿晶數量增多,由 0.141%增加至 0.222%。在彎曲成形過程中,型材橫截面外側所受的最大應力為拉應力且垂直于晶粒c軸,容易產生壓縮孿晶,壓縮孿晶的含量增多。擠壓型材存在大量拉伸孿晶,且拉伸孿晶使得應力集中,達到非基面滑移的臨界剪切應力,使非基面滑移啟動,協調了晶粒c軸的應變,提高了型材的塑性變形能力。
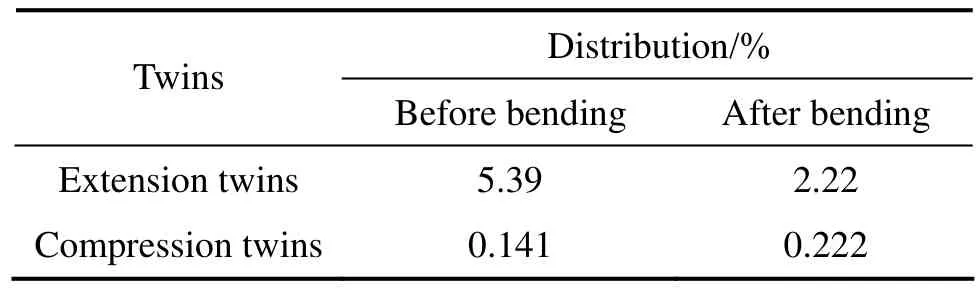
表2 拉伸孿晶和壓縮孿晶在晶界的分布Table 2 Distribution of extension twins and compression twins at boundary
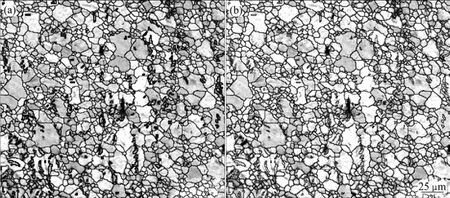
圖7 彎曲成形前型材橫截面外側的孿晶分布Fig.7 Twins distribution of zones at outside of cross-section of AZ31 profile before bending: (a) Extension twins; (b) Compression twins

圖8 彎曲成形后型材橫截面外側的孿晶分布Fig.8 Twins distribution of zones at outside of cross-section of AZ31 profile after bending: (a) Extension twins; (b) Compression twins
3 結論
3) 彎曲成形后,型材橫截面外側線織構強度降低,拉伸孿晶數量減少,壓縮孿晶數量增加;在彎曲成形過程中,橫截面外側的型材所受的最大應力為拉應力,且垂直晶粒c軸,容易產生壓縮孿晶,壓縮孿晶含量增多。
REFERENCES
[1] 張士宏, 程 明, 王忠堂, 劉勁松. 有色金屬板材若干溫熱加工成形技術的發展[J]. 鍛壓技術, 2009, 34(4): 1?9.ZHANG Shi-hong, CHENG Ming, WANG Zhong-tang, LIU Jin-song. Development of warm forming processes for nonferrous alloy sheets[J]. Forging & Stamping Technology,2009, 34(4): 1?9.
[2] 張士宏, 許 沂, 王忠堂, 周文龍, 莫立華. 鎂合金成形加工技術[J]. 世界科技研究與發展, 2001, 23(6): 18?21.ZHANG Shi-hong, XU Yi, WANG Zhong-tang, ZHOU Wen-long, MO Li-hua. Processing and forming of magnesium alloys[J]. World Science-Technology Research and Development,2001, 23(6): 18?21.
[3] CHEN F K, HUANG T B. Formability of stamping magnesiumalloy AZ31 sheets[J]. Journal of Materials Processing Technology, 2003, 142(3): 643?647.
[4] MORDIKE B L, EBERT T. Magnesium: properties applications potential[J]. Materials Science and Engineering A, 2001, 302(1):37?45.
[5] ZHANG S H, LI Z G. Experimental research on grain orientation evolution of extruded Mg alloy AZ31B sheet during uniaxial tensile deformation[J]. Advanced Materials Research, 2008, 32:87?92.
[6] BARNETT M R, KESHAVARZ Z, BEER A G, ATWELL D.Influence of grain size on the compressive deformation of wrought Mg-3Al-1Zn[J]. Acta Materialia, 2004, 52(17):5093?5103.
[7] BARNETT M R, NAVE M D, BETTLES C J. Deformation microstructures and textures of some cold rolled Mg alloys[J].Materials Science and Engineering A, 2004, 386(1/2): 205?211.
[8] SUN Hong-fei, LIANG Shu-jin, WANG Er-de. Mechanical properties and texture evolution during hot rolling of AZ31 magnesium alloy[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(S2): 349?354.
[9] KIM W J, LEE J B, KIM W Y, JEONG H T, JEONG H G.Microstructure and mechanical properties of Mg-Al-Zn alloy sheets severely deformed by asymmetrical rolling[J]. Scripta Materialia, 2007, 56(4): 309?312.
[10] XIA K, WANG J T, WU X, CHEN G, GURVAN M. Equal channel angular pressing of magnesium alloy AZ31[J]. Materials Science and Engineering A, 2005, 410/411: 324?327.
[11] FENG Xiao-ming, AI Tao-tao. Microstructure evolution and mechanical behavior of AZ31 Mg alloy processed by equal-channel angular pressing[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(2): 293?298.
[12] AGNEW S R, HORTON J A, LILLO T M, BROWN D W.Enhanced ductility in strongly textured magnesium produced by equal channel angular processing[J]. Scripta Materialia, 2004,50(3): 377?381.
[13] WAN G, WU B L, ZHANG Y D, SHA G Y, ESLING C.Anisotropy of dynamic behavior of extruded AZ31 magnesium alloy[J]. Materials Science and Engineering A, 2010, 527(12):2915?2924.
[14] YU Kun, RUI Shou-tai, WANG Xiao-yan, WANG Ri-chu, LI Wen-xian. Texture evolution of extruded AZ31 magnesium alloy sheets[J]. Transactions of Nonferrous Metals Society of China,2009, 19(3): 511?516
[15] 王 祺, 劉勁松, 肖 寒, 張士宏. 鎂合金型材繞彎成形回彈性能研究[J]. 沈陽理工大學學報, 2009, 28(6): 31?34.WANG Qi, LIU Jin-song, XIAO Han, ZHANG Shi-hong.Research on springback of magnesium alloy profiles in rotation bending[J]. Transactions of Shenyang Ligong University, 2009,28(6): 31?34.
[16] 劉勁松, 王 祺, 肖 寒, 張士宏. AZ31鎂合金型材溫熱彎曲實驗研究[J]. 材料工程, 2011(3): 20?23.LIU Jin-song, WANG Qi, XIAO Han, ZHANG Shi-hong. Warm bending experiments of AZ31 magnesium alloy profiles[J].Journal of Materials Engineering, 2011(3): 20?23.
Microtexture evolution of AZ31 magnesium alloy profile during warm bending process
XIAO Han1,2, SONG Guang-sheng1, YAN Cao1, ZHANG Shi-hong1,2, RUAN Li-qun3, ZHANG Xing-guo2
(1. Institute of Metals Research, Chinese Academy of Sciences, Shenyang 110016, China;2. School of Materials Science and Engineering, Dalian University of Technology, Dalian 116085, China;3. Department of Mechanical Engineering and Science, Kumamoto University, Kumamoto 8608555, Japan)
The microstructure and microtexture evolution at the outside of the cross-section of AZ31 magnesium alloy profile before and after warm bending were investigated by using optical microscope, X-rays diffractometer and electron back scattering diffraction (EBSD) analysis system. The results indicate that the microtexture of the profile before bending is line texture with 〈100〉 parallel to the extrusion direction. The intensity of line texture of the profile after bending is reduced. During the warm bending process, the amount on the extension twins decrease from 5.39% to 2.22%.Whereas, the amount of the compression twins increases from 0.141% to 0.222%. Under condition of the stress concentration caused by lots of extension twins and the effect of temperature, the non-basal slip systems are activated which coordinate the deformation of the c-axis. As a result, the plastic property of profile is improved.
AZ31 magnesium alloy; warm bending; microtexture
TG146.2
A
1004-0609(2011)08-1814-06
國家自然科學基金資助項目(50775211)
2010-07-16;
2011-04-29
張士宏,研究員,博士;電話:024-83978266;E-mail: shzhang@imr.ac.cn
(編輯 龍懷中)