避免紡織品印花龜紋的十大秘籍
2011-11-20 06:21:58編譯張紅路
網印工業 2011年6期
編譯 | 張紅路
避免紡織品印花龜紋的十大秘籍
編譯 | 張紅路
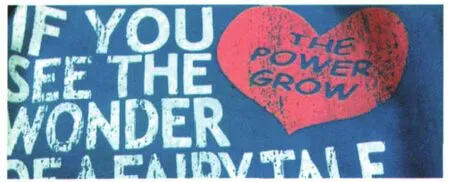
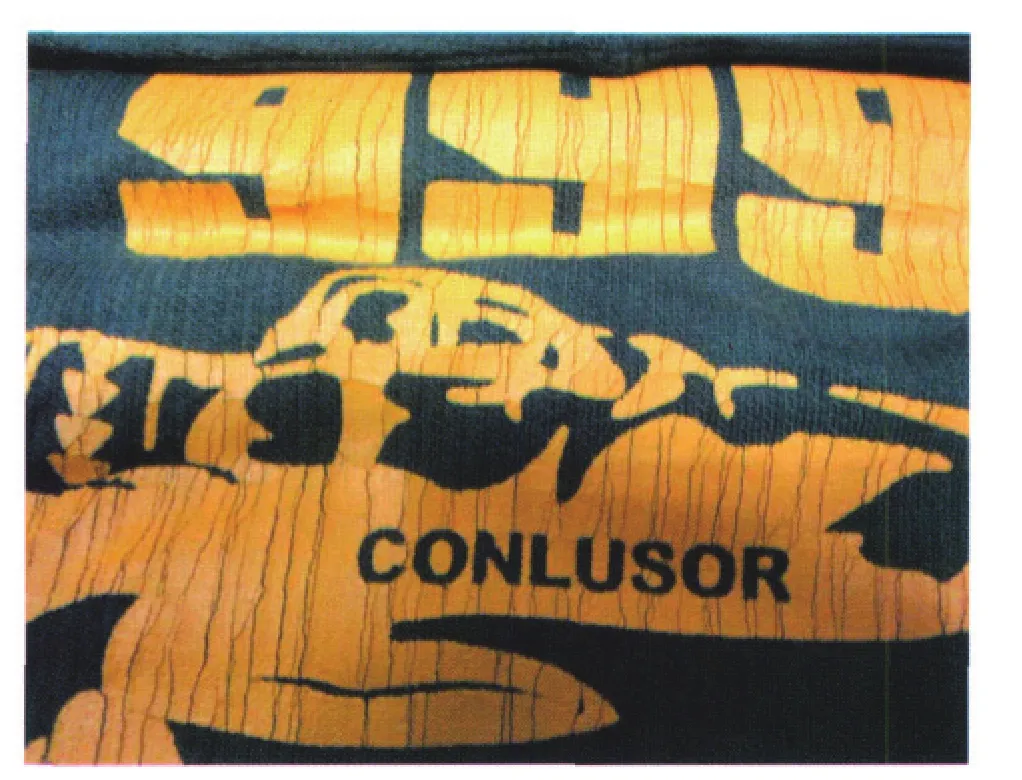
在進行半色調絲網印花時,有一個問題絕對不可忽略,那就是印品的龜紋現象。這種可怕的模式會時不時地出現在印品圖案上。或許會持續幾個月沒有遇到,但某一天印品圖案上會突然跳出這種另每位印刷者都討厭的“皮疹”——龜紋。 這似乎無法控制,讓人防不勝防。
盡管半色調印刷和彩色拼版印刷技術發展已經超過了30多年,但是利用現有的技術還不能完全消除龜紋問題,只能采取措施來降低印品龜紋的發生率。這里有10個秘訣可以避免半色調織物印花的龜紋現象。
印刷過程應系統化、制度化
業精于勤,行成于思。在印刷的過程中只有系統研究每道工序,才能擺脫龜紋的魔障。而系統化意味著追蹤整理所做的一切。將每道工序的所有可變數據收集和整理,最終歸一制成一套標準的工作參數。
良好的開端是成功的一半。任何工作的開始,都應參照良好的工作記錄與標準的工作參數。這是任何東西所不能替代的,印刷也如此。如果沒有整套的絲網制版印刷參數數據,那就應先做印刷調試以及相關方面的工作,制作一套數據表。將該表復制張貼在設計室、絲網制版室以及印刷機附近。當龜紋發生時,應及時詳細記錄各個工序當時的工作數據。這套數據的收集整理有助于識別龜紋的發生規律,而書面記錄將有助于日后辨認可能出現龜紋的類似情況。
印刷工作應數據化、標準化

在印制半色調圖案時,首先要保證所有生產變量的一致性。每次印制同樣類型的產品時,應使用同一組的半色調角度,使用相同的線數,使用相同的網目數以及相同直徑的網線。要確保絲網張力在±1~2N/cm范圍內。如果隨意更改工作參數,就會容易出錯。因此,標準化是絲網印刷的關鍵,它有助于確定發生龜紋問題的范圍。
不要照本宣科、想當然
在印刷過程中這是極為普遍的問題。由于印刷用原材料大都有“準確”的規格特性說明,印刷工作大多是以特性說明來進行操作,但實際情況往往并非如此。比如,所注明的網目數值實際上是根據編織公制換算然后四舍五入至最接近5線/英寸而得出的。再有,半色調線數值只是在半色調角度為0°或90°時所取得的,而對于其他所有半色調角度來說,由于每英寸內網點數很少,線數就很少,所以不加注明。另外,在設備上,許多驅動照排機和噴墨印刷機的RIP(圖像處理器)軟件中根據許多設計程序已經設置好相關的角度范圍。故在應用時應十分關注所用材料的真實規格和設備儀表的準確性,不能照本宣科、想當然。
因此,在使用一組標準參數進行印刷之前,首先要對設備進行驗證。應使用量角器或者角度測定儀來校準所有半色調角度。其二應親自驗證材料的所有值和公差。尤其是材料取自不同之處時,更應如此。
對比色應以半色調角30°分開
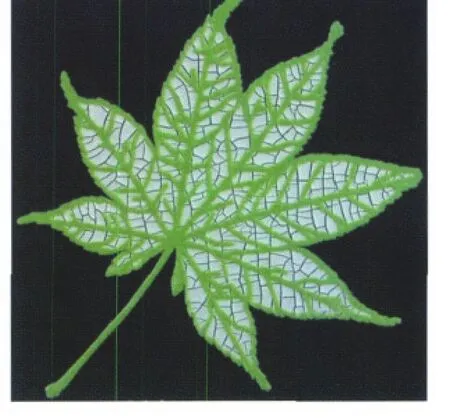
花環模式實際上也是一種龜紋模式,但它是一種無害龜紋。當角度位于30°和60°并彼此相對時,花環形成。該模式組成的半色調圖案美觀大方賞心悅目。如果兩個角相隔45°,就極有可能準確地組成網點,形成有害龜紋。
因此,只要將三個主要的對比顏色(青色,品紅和黑色)相互以30°角分開,就可形成花環模式。黃色為非對比色,可在其他任何顏色中的15°插入。
將平版印刷角度旋轉4~8°
在平版印刷中,一般從黃色開始將其置于0°,然后旋轉15°設置為青色, 45°為黑色,75°為品紅。或者,經常將青色調至105°(確切15°+ 90°),品紅色調至165°(75°+ 90°)。而對于絲網印刷和柔性版印刷來說,將這些角度旋轉4~8°是多年來應用實踐且非常成功的方法。當然在旋轉設置角度之前,應咨詢相關的印前供應商和RIP(圖像處理器)軟件制造商,確定什么角度適合所要用的半色調線數。
這里有兩組最常見的角度:一組是黃為5°,青為20°,黑為50°,品紅為80°;另一組是黃為7.5°,青為22.5°,黑為52.5°,品紅為82.5°。這兩組角度均適合對比色印刷。但是當分色出片時,一定要記得先用量角器或角度測定儀驗證校準旋轉的角度位置。

半色調線數和網版網目的選擇:網目網點比值最大化
網目網點比率(Mesh-dot-ratio)就是網版線數與半色調網點的比值。多年來,業內就這個比例理論爭論不休,一般認為應是4:1或3.5:1。應該說,這個比值也只適于個別印品,不能以點帶面。網目網點比值關系僅作為指導性參考,因為該比值受諸多因素的影響。例如,網版線數受其張力影響是一個連續變量。張力越大,每英寸中的線數越少。而對于半色調網點來說,半色調的線數只精確到色調值為50%,也就是一個完全形成網點和一個完全形成的空間共存。對于其他所有數值,半色調網點覆蓋面積比實際標注的線數要少得多。
事實上,網目網點比值關系不斷變化。最好的做法是始終選擇最高網目數和最低半色調線數,努力使其比值最大化。結論就是:網目網點比值越高,龜紋發生的可能性就越小。

網布選擇標準:開孔比例最大,網線直徑最小
網布選擇的好壞決定著網版網孔和網線之間對半色調網點干擾的大小。理論上講:網線越細,受干擾的機會就越少。但在實際操作中,如果網線過細,該網目的印刷張力就會降低。
一般來說,在選擇網布時,最好是以給定的網目線數來選直徑較細的網線(有時稱為S線)。網目線數與網線直徑的最佳組合是:305線/英寸的網目與直徑為34μm的網線;380線/英寸的網目與直徑為30μm的網線;420線/英寸的網目與直徑為27μm的網線。這里強調一下,印刷用網布必須為平紋編織。
直接感光乳液涂布標準:乳液過網量應保證8~12μm
乳液過網量(EOM)是確保完全形成半色調網點的重要關鍵。如果乳液過網量EOM小于8μm,它就不可能形成一個模版邊框,印刷時不能適度墊起圖文部分,因而印刷出的網點也不飽滿。另外,涂布的網線變粗,龜紋極易產生。如果乳液過網量EOM大于12μm,毛細作用就會阻止精細的網點轉印到承印物上。簡而言之,油墨會掛在網版上,下不來。
為了促進油墨的完全轉移,乳液過網量越大要求網目的印刷張力就越高。一般選用磁性厚度儀對EOM(乳液過網量)進行測量。如果沒有測量設備,也可以通過乳液配制及涂布序列來改善乳液過網量。乳液配制時要保證雙重固化光敏/重氮感光乳液的固體含量至少為45%。涂布時,將配得的感光乳液用一個稍鈍的涂布鏟(刀片邊半徑為1mm)先在印刷面濕壓濕涂布2遍,然后立即在刮墨面濕壓濕涂布3遍。注意晾時印刷面應朝下。在曝光并沖洗網版時,應該能夠感覺得到相對于網目(圖文部分)的乳液邊框。
拼版定位:定位銷校準對齊陽圖片與絲網版
拼版必須保證陽圖片上半色調角與絲網版上的網線方向準確對應才能滿足曬版的要求,就是要將陽圖片上的半色調圖文影印到涂有感光乳液的網版上的過程。
如果拼版時僅憑人為目測陽圖片在絲網版的位置,是極不準確的。拼版時應先將絲網版本身固定,再使用定位銷將陽圖片與絲網版校準對齊。可以說,網版固定與定位銷校準可確保所曬網版的準確圖文位置。要記住:拼版精度非常重要!
曬版關鍵:全真空&集成曝光
曬版的關鍵就是絲網版和陽圖片必須在全真空狀態下進行集成曝光。
在全真空條件下,陽圖片表面形成牛頓環。這種清晰可見的彩虹般紋理,說明陽圖片和絲網印版已貼緊,陽圖片完全與網版的感光乳層貼實。全真空可保證曝光充分,網版感光層受光均勻。
曬版曝光的最大危害是過度曝光。過度曝光會出現暈影或不良的光散射現象,導致曬出的絲網版圖文邊緣參差不齊,網點形成殘缺不全。另外,過度曝光還會導致絲網版改變網點的尺寸甚至丟失細小網點,從而很難確定龜紋產生的網點或色調比例。
曬版時應使用一個光學積分器來集成控制曝光量。積分器傳感頭應安置于真空框架上,而不要安裝在燈頭上。這樣可以確保在燈頭與框架的距離發生變化時準確補償曝光量。絲網印刷過程中上述10點有助于克服印品圖案龜紋現象的產生。最后再次強調:絲網織物印花的重要性在于生產工作的標準化,系統化和制度化。工作參數隨意更改會終導致半色調絲網印花雜亂無章。